软成型封边机封边带涂胶总成的制作方法
本技术涉及家具制造,尤其涉及软成型封边机封边带涂胶总成。
背景技术:
1、随着家具制作工艺的提升,五金作为衣柜门把手的缺点包括可能会生锈、容易划伤表面,五金造型样式繁多加工与安装复杂,此外,如果五金材料不好,也可能存在容易断裂或变形的情况且不美观,软成型工艺是在木板末端进行把手造型预加工,在通过胶锅总成封边带涂胶方式,与加工好的造型粘合。
2、在中国专利文件公开号为cn217289792u的一种木质家具的封边机,该封边机公开了通过压紧板用于压紧板材,压紧板中心设置固定杆,固定杆用于固定板材,加强封边机的固定性,固定杆两侧设置限位杆,限位杆用于限制压紧板的位置,固定杆外侧设置压紧弹簧,压紧弹簧用于提供压紧力,避免封边机对板材不够压紧,提高封边机的牢固性。
3、上述封边机虽然实现对家具封边的压紧封边,但是,由于是通过木板末端涂胶的方式,使得封边带与木板的结合效果不佳,并且容易使得胶水在木板的边缘发生漫溢,影响了木板的封边质量。
技术实现思路
1、本实用新型的目的是为了解决现有的封边机由于是通过木板末端涂胶的方式,使得封边带与木板的结合效果不佳,并且容易使得胶水在木板的边缘发生漫溢,影响了木板的封边质量的缺点,而提出的封边机,可以实现由原来的木板边缘涂胶转变为封边带内测均匀涂胶。
2、为了实现上述目的,本实用新型采用了如下技术方案:
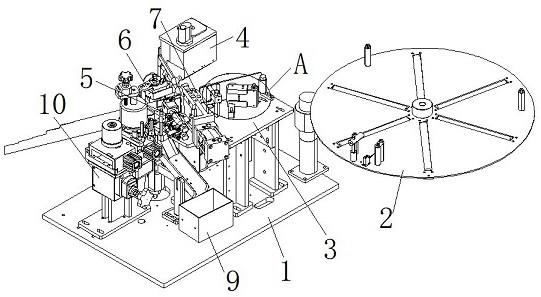
3、软成型封边机封边带涂胶总成,包括底板、设置在底板上方的涂胶平台、安装在涂胶平台一侧的上胶机和设置在涂胶平台一侧的上料盘,所述涂胶平台的表面设置有涂胶压带组件,且涂胶压带组件的后端安装有涂胶支撑组件,所述涂胶支撑组件的另一侧安装有送带组件,且送带组件的另一侧设置有防反压带组件;
4、所述涂胶压带组件的内部包括有调节板,且调节板在涂胶平台的表面通过螺栓进行固定,所述调节板的顶部安装有旋转轴盖,且旋转轴盖的内部通过第一旋转轴连接有旋转压块,所述旋转压块在调节板的上方设置有两组,且两组旋转压块通过两组压带气缸分别控制;
5、所述旋转压块的另一侧通过旋转弹性限位进行控制调节;
6、所述两组旋转压块的表面分别设置有封边带上压片和封边带下压片;
7、所述涂胶压带组件的下方设置有加热排胶组件,且加热排胶组件在涂胶平台的下方设置;
8、所述加热排胶组件的一侧设置有压贴上带组件,且压贴上带组件在底板的表面安装。
9、作为上述技术方案的进一步描述:
10、所述涂胶支撑组件的内部包括有卡带支撑片,且卡带支撑片在封边带上压片和封边带下压片的后端设置,所述卡带支撑片在支撑立板的表面平行设置有多组,且支撑立板的一侧安装有跑带限位板;
11、所述支撑立板的后端连接有第一加热板。
12、作为上述技术方案的进一步描述:
13、所述送带组件的内部包括有送带基板,且送带组件通过送带基板与涂胶平台进行安装,所述送带基板的内部贯穿设置有送带动力轴,且送带动力轴的一侧设置有送带从力轴;
14、所述送带动力轴的一侧设置有送带偏转轴,且送带偏转轴通过底部的驱动电机进行驱动,所述驱动电机的一侧安装有隔热板,且隔热板的上方内壁与送带基板固定连接。
15、作为上述技术方案的进一步描述:
16、所述送带从力轴通过安装块在涂胶平台的表面进行安装固定,且安装块的外壁固定连接有缺带检测。
17、作为上述技术方案的进一步描述:
18、所述送带基板的一端与动力气缸的输出端相连接,且动力气缸在涂胶平台的下方设置。
19、作为上述技术方案的进一步描述:
20、所述防反压带组件的内部包括有防反轴座,且防反轴座在涂胶平台的表面安装,所述防反轴座的一侧通过第二旋转轴传动连接有单向防反压轮,且单向防反压轮的上下端通过压轮固定片与防反轴座相连接;
21、所述单向防反压轮的后端设置有弹簧座,且弹簧座在涂胶平台的表面安装。
22、作为上述技术方案的进一步描述:
23、所述弹簧座的外侧安装有进带靠板,且进带靠板在涂胶平台的表面垂直设置。
24、作为上述技术方案的进一步描述:
25、所述加热排胶组件的内部包括有胶轴导胶盒,且胶轴导胶盒在上胶机的下方设置,所述胶轴导胶盒的两侧连接有排胶槽;
26、所述排胶槽在胶轴导胶盒两侧分别为前排胶槽和后排胶槽,所述后排胶槽的底壁安装有后排胶加热组,所述前排胶槽的底壁连接有前排胶加热组,前排胶槽通过后排胶支架在涂胶平台的表面固定。
27、作为上述技术方案的进一步描述:
28、所述排胶槽的底端设置有废胶接胶盒;
29、作为上述技术方案的进一步描述:
30、所述压贴上带组件的内部包括有动力电机,且动力电机通过固定架在涂胶平台的表面固定安装,所述动力电机的输出端连接有压贴动力轮,且压贴动力轮的外壁设置有随动刮胶板;
31、所述压贴动力轮的上设置有压贴限高轮,且压贴限高轮的一侧安装有压贴随动轮;
32、所述压贴限高轮顶部安装有高度显示码表。
33、综上,由于采用了上述技术方案,本实用新型的有益效果是:
34、本实用新型中,通过涂胶压带组件、涂胶支撑组件、送带组件、防反压带组件和压贴上带组件的设置,则使使封边带可以均匀涂胶,使得封边带经过单向防反压轮,送带组件将封边带送上胶机上胶区域,涂胶压带组件使封边带均匀上胶,上胶后根据门板长度,压贴上带组件进行封边带裁切,在经过独立预压结构使上胶的封边带很好的与木板粘合从而进入下一个工序,通过这样的设置,由现有的木板边缘涂胶转变为封边带内测均匀涂胶,便于封边带与加工好的造型粘合,而且胶水在木板的边缘发生漫溢;
35、本实用新型中,通过送带组件的设置,结构紧凑,实现了最小方式进行安装,并且集成送带及检测功能,避免了送带不稳、缺带而造成的产品报废,有利于延长装置的使用寿命,并且在一侧设置防反压带组件的作用下,则使使单向压轮可以防止封边带在切割之后,向后扯,使封边带在切带后,始终保持在同一位置,减小木板头部长度误差;
36、本实用新型中,通过压贴上带组件的设置,在压贴动力轮和压贴限高轮的配合作用下,使封边带在规定的轨迹与木板进行贴合,而且通过在底部设置加热排胶组件,确保了装置在排胶过程胶水都处于融化状态而顺利排胶,避免堵塞导致的胶水溢出损坏其他配件,确保了整体零部件的使用安全性。
技术特征:
1.软成型封边机封边带涂胶总成,包括底板(1)、设置在底板(1)上方的涂胶平台(3)、安装在涂胶平台(3)一侧的上胶机(4)和设置在涂胶平台(3)一侧的上料盘(2),其特征在于:所述涂胶平台(3)的表面设置有涂胶压带组件(5),且涂胶压带组件(5)的后端安装有涂胶支撑组件(6),所述涂胶支撑组件(6)的另一侧安装有送带组件(7),且送带组件(7)的另一侧设置有防反压带组件(8);
2.根据权利要求1所述的软成型封边机封边带涂胶总成,其特征在于:所述涂胶支撑组件(6)的内部包括有卡带支撑片(601),且卡带支撑片(601)在封边带上压片(507)和封边带下压片(508)的后端设置,所述卡带支撑片(601)在支撑立板(604)的表面平行设置有多组,且支撑立板(604)的一侧安装有跑带限位板(602);
3.根据权利要求1所述的软成型封边机封边带涂胶总成,其特征在于:所述送带组件(7)的内部包括有送带基板(701),且送带组件(7)通过送带基板(701)与涂胶平台(3)进行安装,所述送带基板(701)的内部贯穿设置有送带动力轴(702),且送带动力轴(702)的一侧设置有送带从力轴(703);
4.根据权利要求3所述的软成型封边机封边带涂胶总成,其特征在于:所述送带从力轴(703)通过安装块在涂胶平台(3)的表面进行安装固定,且安装块的外壁固定连接有缺带检测(704)。
5.根据权利要求3所述的软成型封边机封边带涂胶总成,其特征在于:所述送带基板(701)的一端与动力气缸的输出端相连接,且动力气缸在涂胶平台(3)的下方设置。
6.根据权利要求1所述的软成型封边机封边带涂胶总成,其特征在于:所述防反压带组件(8)的内部包括有防反轴座(801),且防反轴座(801)在涂胶平台(3)的表面安装,所述防反轴座(801)的一侧通过第二旋转轴(802)传动连接有单向防反压轮(804),且单向防反压轮(804)的上下端通过压轮固定片(803)与防反轴座(801)相连接;
7.根据权利要求6所述的软成型封边机封边带涂胶总成,其特征在于:所述弹簧座(805)的外侧安装有进带靠板(806),且进带靠板(806)在涂胶平台(3)的表面垂直设置。
8.根据权利要求1所述的软成型封边机封边带涂胶总成,其特征在于:所述加热排胶组件(9)的内部包括有胶轴导胶盒(901),且胶轴导胶盒(901)在上胶机(4)的下方设置,所述胶轴导胶盒(901)的两侧连接有排胶槽(903);
9.根据权利要求8所述的软成型封边机封边带涂胶总成,其特征在于:所述排胶槽(903)的底端设置有废胶接胶盒(906)。
10.根据权利要求1所述的软成型封边机封边带涂胶总成,其特征在于:所述压贴上带组件(10)的内部包括有动力电机(1001),且动力电机(1001)通过固定架在涂胶平台(3)的表面固定安装,所述动力电机(1001)的输出端连接有压贴动力轮(1003),且压贴动力轮(1003)的外壁设置有随动刮胶板(1002);
技术总结
本技术公开了软成型封边机封边带涂胶总成,涉及家具制造技术领域,包括底板、设置在底板上方的涂胶平台、安装在涂胶平台一侧的上胶机和设置在涂胶平台一侧的上料盘,涂胶平台的表面设置有涂胶压带组件。通过涂胶压带组件、涂胶支撑组件、送带组件、防反压带组件和压贴上带组件的设置,则使使封边带可以均匀涂胶,使得封边带经过单向防反压轮,送带组件将封边带送上胶机上胶区域,涂胶压带组件使封边带均匀上胶,上胶后根据门板长度,压贴上带组件进行封边带裁切,在经过独立预压结构使上胶的封边带很好的与木板粘合从而进入下一个工序,通过这样的设置,由现有的木板边缘涂胶转变为封边带内测均匀涂胶,便于封边带与加工好的造型粘合。
技术研发人员:张林
受保护的技术使用者:惠州市胜克机电设备有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!