一种多工位钻铣加工中心工作台面驱动机构的制作方法
本技术涉及木料钻铣加工设备,具体属于一种多工位钻铣加工中心工作台面驱动机构。
背景技术:
1、在木料钻铣加工过程中,为提高加工效率,通常设置多组同步工作的加工单元,各加工单元对应木料的加工位置在单次加工操作中需要行进指定距离,现有钻铣设备多通过单伺服驱机构驱动加工单元在水平方向移动,多组加工单元整体长度较长,使用传统的单伺服驱动机构驱动各加工单元运行时,会出现设备两端受力不均匀的情况,影响各加工单元的同步精度,降低机床的动态性能,导致各加工单元加工的木料精度不同,最终影响产品的加工的质量。
技术实现思路
1、本实用新型提出一种多工位钻铣加工中心工作台面驱动机构,用于解决现有单伺服驱动机构驱动多个加工单元水平移动时存在的设备两端受力不均衡,加工单元同步精度低的问题。
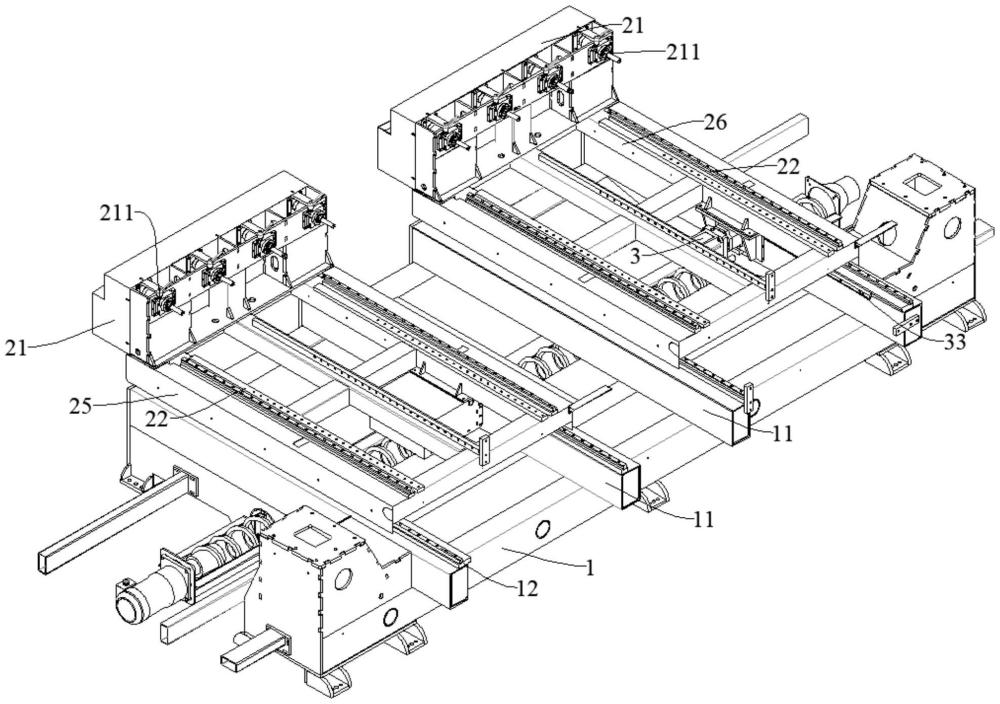
2、本实用新型的技术方案是这样实现的:一种多工位钻铣加工中心工作台面驱动机构,包括:
3、机架底座;
4、夹具驱动底座,所述夹具驱动底座沿其长度方向设置多组用于钻铣加工的加工单元,所述夹具驱动底座下端面长度两端部分别设置导向槽,所述机架底座上设有与所述导向槽对应的导轨滑块,所述导轨滑块滑动装配在所述导向槽内;
5、驱动组件,所述夹具驱动底座在其长度方向上设置两组驱动组件,所述驱动组件包括驱动源、驱动齿轮和齿条,所述驱动源的驱动端与所述驱动齿轮接,所述驱动齿轮与所述齿条啮合,所述齿条与所述导轨滑块固定,所述齿条相对所述导轨滑块平行。
6、优选的,所述夹具驱动底座包括第一夹具底座和第二夹具底座,所述第一夹具底座与所述第二夹具底座在所述机架底座的长度方向相邻设置,所述第一夹具底座与所述第二夹具底座均通过一组驱动组件与所述机架底座滑动装配。
7、优选的,所述夹具驱动底座的宽度一端设有安装座,各所述加工单元设于所述安装座上,所述夹具驱动底座上端部设置有滑轨,所述滑轨相对所述导向槽平行设置。
8、优选的,各所述加工单元与所述安装座可拆卸装配。
9、优选的,所述驱动源的驱动端连接有减速机,所述减速机与所述驱动齿轮连接。
10、优选的,所述导轨滑块下端部固定有连接块,所述连接块相对所述机架底座上端面固定,所述齿条固定在所述连接块一侧。
11、优选的,所述机架底座上端面固定有支座,所述连接块固定在所述支座上端面。
12、优选的,所述夹具驱动底座下端面设有连接座,所述驱动源安装在所述连接座上。
13、优选的,所述导向槽与所述导轨滑块的滑动装配面设有滚珠。
14、采用了上述技术方案,本实用新型的有益效果为:
15、提高了钻机加工设备工作台面长度两端的均匀受力,保证其两端部同步运行,提高各加工单元的同步精度,本方案通过在夹具驱动底座长度两端分别设置同步驱动的驱动组件,实现了夹具驱动底座两端部同步移动的精度,与传统的通过单伺服电机驱动的方式相比,有效避免了设备两端移动时受力不均衡的问题,提高了设备的动态性能,保证了各加工单元对木料加工的加工精度,提高了产品的加工质量。
技术特征:
1.一种多工位钻铣加工中心工作台面驱动机构,其特征在于,包括
2.根据权利要求1所述的一种多工位钻铣加工中心工作台面驱动机构,其特征在于,所述夹具驱动底座包括第一夹具底座和第二夹具底座,所述第一夹具底座与所述第二夹具底座在所述机架底座的长度方向相邻设置,所述第一夹具底座与所述第二夹具底座分别通过一组驱动组件与所述机架底座滑动装配。
3.根据权利要求1所述的一种多工位钻铣加工中心工作台面驱动机构,其特征在于,所述夹具驱动底座的宽度一端设有安装座,各所述加工单元设于所述安装座上,所述夹具驱动底座上端部设置有滑轨,所述滑轨相对所述导向槽平行设置。
4.根据权利要求3所述的一种多工位钻铣加工中心工作台面驱动机构,其特征在于,各所述加工单元与所述安装座可拆卸装配。
5.根据权利要求1所述的一种多工位钻铣加工中心工作台面驱动机构,其特征在于,所述驱动源的驱动端连接有减速机,所述减速机与所述驱动齿轮连接。
6.根据权利要求1所述的一种多工位钻铣加工中心工作台面驱动机构,其特征在于,所述导轨滑块下端部固定有连接块,所述连接块相对所述机架底座上端面固定,所述齿条固定在所述连接块一侧。
7.根据权利要求6所述的一种多工位钻铣加工中心工作台面驱动机构,其特征在于,所述机架底座上端面固定有支座,所述连接块固定在所述支座上端面。
8.根据权利要求7所述的一种多工位钻铣加工中心工作台面驱动机构,其特征在于,所述夹具驱动底座下端面设有连接座,所述驱动源安装在所述连接座上。
9.根据权利要求1所述的一种多工位钻铣加工中心工作台面驱动机构,其特征在于,所述导向槽与所述导轨滑块的滑动装配面设有滚珠。
技术总结
本技术涉及木料加工设备技术领域,具体为一种多工位钻铣加工中心工作台面驱动机构,包括机架底座和夹具驱动底座,夹具驱动底座滑动装配在机架底座上,夹具驱动底座的长度方向上设有多组加工单元,夹具驱动底座长度方向上设置两组驱动组件,驱动组件包括驱动源、驱动齿轮和齿条,本技术提供的驱动机构实现了夹具驱动底座长度两端的受力均衡,提高了木料的钻铣加工精度,保证了产品的加工质量。
技术研发人员:李丽
受保护的技术使用者:佛山市顺德区集新机械制造有限公司
技术研发日:20230629
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!