一种旋切机压尺条耐磨材料快夹机构的制作方法
本技术涉及一种旋切机压尺条耐磨材料快夹机构。
背景技术:
1、无卡轴旋切机工作原理是三根驱动辊(双驱动辊和单驱动辊)夹住木材并驱动木材在双驱动辊中心线上旋转,双驱动辊在驱动木材的同时往刀片方向移动挤压木材(即往单驱动辊方向移动),靠刀片将木材切成单板。由于无卡轴旋切机的单驱动辊需要与木材接触来辅助驱动木材转动,因此无法设置压尺来进行旋切定厚,在旋切过程中木材不会时刻都保持在中心线上,会不可避免的在刀口处上下抖动(震颤),从而出现板面拉丝、波浪、厚薄不均匀现象,影响单板的质量,目前的方案是通过[cn]一种无卡轴旋切机复合压尺梁 -cn217372724u,其在压尺梁前侧固定连接有多个沿横向排列的压尺,并通过压尺前侧向前凸起的隆起部与木材接触压紧,锁定与刀刃的距离,将板厚控制在标准精度内,但长时间使用后其隆起部即容易磨损,即需更换整根压尺,压尺的生产及应用成本较高,且更换不便,不利于高效的旋切工作且木材旋切效果不佳。
技术实现思路
1、鉴于现有技术的不足,本实用新型所要解决的技术问题是提供一种旋切机压尺条耐磨材料快夹机构,不仅结构合理,而且便捷高效。
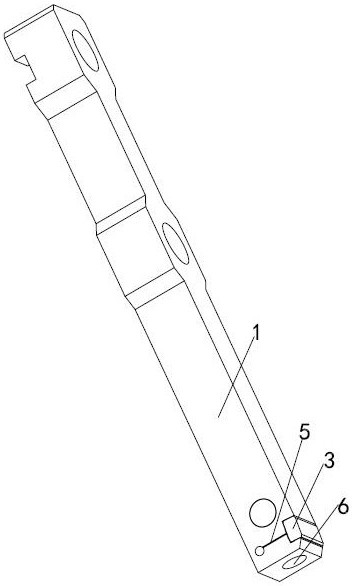
2、为了解决上述技术问题,本实用新型的技术方案是:一种旋切机压尺条耐磨材料快夹机构,包括压尺,所述压尺前侧底部朝后凹设有卡槽,卡槽内夹设有以利与木材接触并呈矩形的耐磨块,所述耐磨块邻边之间均设置有倒角,所述卡槽内朝后水平延伸有夹缝,压尺底部朝上开设有螺孔,该螺孔穿过夹缝并经螺栓伸入将耐磨块卡紧在卡槽内。
3、进一步的,所述耐磨块前、后、上、下四面之间的边角为倒角,且倒角角度为60~62°。
4、进一步的,所述卡槽设置有一定斜度以使耐磨块卡入其后侧面与卡槽底部贴合后前侧面为顺着旋切方向朝后倾斜,卡槽的倾斜角为2°。
5、进一步的,所述压尺前侧底端沿耐磨块前侧底部倒角方向同设置倒角。
6、进一步的,所述夹缝左右贯穿压尺且其后端与一左右贯通压尺的通孔连通。
7、进一步的,所述压尺于夹缝上方开设嵌槽并于内部嵌设有嵌块,所述螺孔竖向伸入嵌槽内以便旋紧螺栓夹紧耐磨块。
8、与现有技术相比,本实用新型具有以下有益效果:通过倒角以及角度的设置可便于木材顺着倒角方向纠正输出,避免旋切后木材呈卷曲状,同时可保证板材纹路均匀,板面平整光滑,当与木材接触面处倒角出现磨损情况时可更换其余三处倒角作为与木材接触侧,即一块耐磨块可翻转使用四次,耐用度提升,大大增加使用寿命且降低成本,拆卸切换便捷,该旋切机压尺条耐磨材料快夹机构结构简单,可保证木材稳定旋切。
9、下面结合附图和具体实施方式对本实用新型做进一步详细的说明。
技术特征:
1.一种旋切机压尺条耐磨材料快夹机构,其特征在于:包括压尺,所述压尺前侧底部朝后凹设有卡槽,卡槽内夹设有以利与木材接触并呈矩形的耐磨块,所述耐磨块邻边之间均设置有倒角,所述卡槽内朝后水平延伸有夹缝,压尺底部朝上开设有螺孔,该螺孔穿过夹缝并经螺栓伸入将耐磨块卡紧在卡槽内。
2.根据权利要求1所述的一种旋切机压尺条耐磨材料快夹机构,其特征在于:所述耐磨块前、后、上、下四面之间的边角为倒角,且倒角角度为60~62°。
3.根据权利要求1所述的一种旋切机压尺条耐磨材料快夹机构,其特征在于:所述卡槽设置一定斜度以使耐磨块卡入其后侧面与卡槽底部贴合后前侧面为顺着旋切方向朝后倾斜。
4.根据权利要求1所述的一种旋切机压尺条耐磨材料快夹机构,其特征在于:所述压尺前侧底端沿耐磨块前侧底部倒角方向同设置倒角。
5.根据权利要求1所述的一种旋切机压尺条耐磨材料快夹机构,其特征在于:所述夹缝左右贯穿压尺且其后端与一左右贯通压尺的通孔连通。
6.根据权利要求1所述的一种旋切机压尺条耐磨材料快夹机构,其特征在于:所述压尺于夹缝上方开设嵌槽并于内部嵌设有嵌块,所述螺孔竖向伸入嵌槽内以便旋紧螺栓夹紧耐磨块。
技术总结
本技术涉及一种旋切机压尺条耐磨材料快夹机构,包括压尺,所述压尺前侧底部朝后凹设有卡槽,卡槽内夹设有以利与木材接触并呈矩形的耐磨块,所述耐磨块邻边之间均设置有倒角,所述卡槽内朝后水平延伸有夹缝,压尺底部朝上开设有螺孔,该螺孔穿过夹缝并经螺栓伸入将耐磨块卡紧在卡槽内,该旋切机压尺条耐磨材料快夹机构结构简单,不仅可保证木材稳定旋切,且增加使用寿命,降低生产成本,拆装便捷。
技术研发人员:李承华,丁强,张景南,李望
受保护的技术使用者:福州三木三森机械有限公司
技术研发日:20230816
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!