一种夹芯绷缝用压脚及夹芯绷缝工艺的制作方法
1.本发明涉及缝纫器械技术领域,尤其是一种夹芯绷缝用压脚及夹芯绷缝工艺。
背景技术:
2.绷缝机作为一种服装制造业的制造机器,主要应用于缝制针织内衣、运动衣裤、t恤衫、胸罩、束腰裙松紧带等各种弹性织物的领口、袖口等,还可进行卷边缝制,适用于内衣裤、运动衫的领口、袖口的卷边缝制。其中,绷缝机内通常设有剪线、抬压脚、针距调节以及送布等多种功能机构,在各个功能机构的配合之下使其具有缝纫布料的功能。
3.现有的绷缝机内部设有多个不同功能的机构,绷缝机的压脚在一定程度上决定了最终缝制的线型,现有的压脚一般在织物背面形成网格状结构,正面形成简单的平面网格形状,无法达到立体美观的效果,不利于绷缝机朝向多功能以及美观便捷的方向发展。
技术实现要素:
4.本发明所要解决的技术问题在于针对现有技术的不足提供一种能够使得绷缝线更加立体美观的夹芯绷缝用压脚及夹芯绷缝工艺。
5.本发明所要解决的技术问题是通过以下技术方案来实现的,本发明是一种夹芯绷缝用压脚,包括底座和与绷缝机连接的连杆座,连杆座安装在底座的顶端,所述底座的左右两侧分别安装有限位挡条和限位挡块,底座的中部设置有让绷缝针穿过的进针孔,进针孔的内部设有与限位挡条平行设置的隔挡条,进针孔与隔挡条之间形成让缝槽,其特点是,所述进针孔前端的底座底部设有芯线限位部件,芯线限位部件上设有让芯线穿过的导芯孔,所述导芯孔与隔挡条设置在同一条直线上;所述进针孔后端底座的底部设有与限位挡条平行设置的芯线限位槽,所述芯线限位槽穿过进针孔与导芯孔相通。
6.本发明所要解决的技术问题还可以通过以下技术方案来进一步实现,所述连杆座包括安装在底座顶部的连接块以及安装在连接块上的抱箍,所述抱箍通过紧固螺栓与绷缝机连接。
7.本发明所要解决的技术问题还可以通过以下技术方案来进一步实现,所述隔挡条设有2根,芯线限位部件相应的设置有2个。
8.本发明所要解决的技术问题还可以通过以下技术方案来进一步实现,所述芯线限位部件为管道,管道朝向连杆座的一端为与芯线限位槽连通的倾斜面。
9.本发明所要解决的技术问题还可以通过以下技术方案来进一步实现,所述底座底端为弧形弯折部,芯线限位部件安装在弧形弯折结构的底部。
10.本发明所要解决的技术问题还可以通过以下技术方案来进一步实现,所述弧形弯折部的弯折度角为15
°
至45
°
。
11.本发明所要解决的技术问题还可以通过以下技术方案来进一步实现,所述限位挡块上安装有能够减少绷缝机运行时对压脚冲击力的缓冲弹簧。
12.一种应用权利要求1所述的夹芯绷缝用压脚进行夹芯绷缝的制作工艺,其特征在
于:包括如下制作步骤:步骤一:将压脚和绷缝针安装到绷缝机上,调整压脚的位置和抱箍的松紧,将绷缝针设置在压脚上让缝槽的正上方;步骤二:将芯线穿过芯线限位部件的导芯孔,置于隔挡条的底部后穿过进针口后端的芯线限位槽;步骤三:摆放好芯线的位置后将网格线穿过让缝槽上方的绷缝针;步骤四:将纺织物放置到压脚与工作台之间,启动绷缝机,形成网格线将芯线包裹住的具有立体效果的绷缝线。
13.与现有技术相比,本发明的有益效果是,通过在底座的底部设置芯线限位槽以及在底座端部设置的芯线限位部件实现在缝制过程中将芯线包裹到网格线中,从而使得织物的缝制线更加立体美观,起到非常好的装饰作用;并且在缝合过程中一遍成型,方便快速。
附图说明
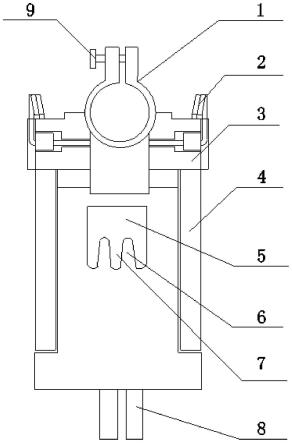
14.图1为本发明的俯视结构示意图;图2为本发明的仰视结构示意图;图3为本发明的侧视结构示意图;图4为立体装饰线的结构示意图。
15.图中:1.抱箍,2.缓冲弹簧,3.限位挡块,4.限位挡条,5.进针口,6.隔挡条,7.让缝槽,8.芯线限位部件,9.紧固螺栓,10.芯线限位槽,11.弧形弯折部,12.芯线。
具体实施方式
16.以下进一步描述本发明的具体技术方案,以便于本领域的技术人员进一步地理解本发明,而不构成对其权利的限制。
17.参照图1-图4,一种夹芯绷缝用压脚,包括底座和与绷缝机连接的连杆座,连杆座安装在底座的顶端,所述底座的左右两侧分别安装有限位挡条和限位挡块,底座的中部设置有让绷缝针穿过的进针孔,进针孔的内部设有与限位挡条平行设置的隔挡条,进针孔与隔挡条之间形成让缝槽,所述进针孔前端的底座底部设有芯线限位部件,芯线限位部件上设有让芯线穿过的导芯孔,所述导芯孔与隔挡条设置在同一条直线上;所述进针孔后端底座的底部设有与限位挡条平行设置的芯线限位槽,所述芯线限位槽穿过进针孔与导芯孔相通。
18.所述连杆座包括安装在底座顶部的连接块以及安装在连接块上的抱箍,所述抱箍通过紧固螺栓与绷缝机连接。
19.所述隔挡条设有2根,芯线限位部件相应的设置有2个。
20.所述芯线限位部件为管道,管道朝向连杆座的一端为与芯线限位槽连通的倾斜面。
21.所述底座底端为弧形弯折结构,芯线限位部件安装在弧形弯折结构的底部。
22.所述弧形弯折结构的弯折度角为15
°
至45
°
。
23.所述限位挡块上安装有能够减少绷缝机运行时对压脚冲击力的缓冲弹簧。
24.一种应用权利要求1所述的夹芯绷缝用压脚进行夹芯绷缝的制作工艺,其特征在
于:包括如下制作步骤:步骤一:将压脚和绷缝针安装到绷缝机上,调整压脚的位置和抱箍的松紧,将绷缝针设置在压脚上让缝槽的正上方;步骤二:将芯线穿过芯线限位部件的导芯孔,置于隔挡条的底部后穿过进针口后端的芯线限位槽;步骤三:摆放好芯线的位置后将网格线穿过让缝槽上方的绷缝针;步骤四:将纺织物放置到压脚与工作台之间,启动绷缝机,形成网格线将芯线包裹住的具有立体效果的绷缝线。
25.本发明的压脚在与绷缝机配合使用时,首先将压脚上的抱箍通过紧固螺栓连接在绷缝机上,将芯线穿过芯线限位部件的导芯孔,放置到芯线限位槽内,在芯线的左右两侧设置绷缝针,绷缝针穿过进针口的让缝槽进行缝合,启动绷缝机将芯线包裹在网格线中间;芯线的直径远大于丝线,在一遍成型后能够明显看到立体的装饰线。
26.通过在底座的底部设置芯线限位槽以及在底座端部设置的芯线限位部件实现在缝制过程中将芯线包裹到网格线中,从而使得织物的缝制线更加立体美观,起到非常好的装饰作用;立体装饰线在缝合过程中一遍成型,方便快速。
技术特征:
1.一种夹芯绷缝用压脚,包括底座和与绷缝机连接的连杆座,连杆座安装在底座的顶端,所述底座的左右两侧分别安装有限位挡条和限位挡块,底座的中部设置有让绷缝针穿过的进针孔,进针孔的内部设有与限位挡条平行设置的隔挡条,进针孔与隔挡条之间形成让缝槽,其特征在于:所述进针孔前端的底座底部设有芯线限位部件,芯线限位部件上设有让芯线穿过的导芯孔,所述导芯孔与隔挡条设置在同一条直线上;所述进针孔后端底座的底部设有与限位挡条平行设置的芯线限位槽,所述芯线限位槽穿过进针孔与导芯孔相通。2.根据权利要求1所述的夹芯绷缝用压脚,其特征在于:所述连杆座包括安装在底座顶部的连接块以及安装在连接块上的抱箍,所述抱箍通过紧固螺栓与绷缝机连接。3.根据权利要求1所述的夹芯绷缝用压脚,其特征在于:所述隔挡条设有2根,芯线限位部件相应的设置有2个。4.根据权利要求1所述的夹芯绷缝用压脚,其特征在于:所述芯线限位部件为管道,管道朝向连杆座的一端为与芯线限位槽连通的倾斜面。5.根据权利要求1所述的夹芯绷缝用压脚,其特征在于:所述底座底端为弧形弯折结构,芯线限位部件安装在弧形弯折结构的底部。6.根据权利要求5所述的夹芯绷缝用压脚,其特征在于:所述弧形弯折结构的弯折度角为15
°
至45
°
。7.根据权利要求1所述的夹芯绷缝用压脚,其特征在于:所述限位挡块上安装有能够减少绷缝机运行时对压脚冲击力的缓冲弹簧。8.一种应用权利要求1所述的夹芯绷缝用压脚进行夹芯绷缝的制作工艺,其特征在于:包括如下制作步骤:步骤一:将压脚和绷缝针安装到绷缝机上,调整压脚的位置和抱箍的松紧,将绷缝针设置在压脚上让缝槽的正上方;步骤二:将芯线穿过芯线限位部件的导芯孔,置于隔挡条的底部后穿过进针口后端的芯线限位槽;步骤三:摆放好芯线的位置后将网格线穿过让缝槽上方的绷缝针;步骤四:将纺织物放置到压脚与工作台之间,启动绷缝机,形成网格线将芯线包裹住的具有立体效果的绷缝线。
技术总结
一种用于夹芯绷缝的压脚,属于缝纫器械技术领域。包括底座和与绷缝机连接的连杆座,底座的左右两侧分别安装有限位挡条和限位挡块,底座的中部设置有让绷缝针穿过的进针孔,进针孔的内部设有与限位挡条平行设置的隔挡条,进针孔与隔挡条之间形成让缝槽,所述进针孔前端的底座底部设有芯线限位部件,芯线限位部件上设有让芯线穿过的导芯孔,所述导芯孔与隔挡条设置在同一条直线上;所述进针孔后端底座的底部设有与限位挡条平行设置的芯线限位槽,所述芯线限位槽穿过进针孔与导芯孔相通。本发明的有益效果是,在缝制过程中将芯线包裹到缝制线中,从而使得织物的缝制线更加立体美观,起到非常好的装饰作用;在缝合过程中一遍成型,方便快速。便快速。便快速。
技术研发人员:王丽萍 周吉相 颜小季 毕雪 朱莹 徐溪 冯杨 王敖 李彩云 刘玉桥 韩正江
受保护的技术使用者:连云港金典纺织科技有限公司
技术研发日:2022.05.30
技术公布日:2022/7/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1