一种钢丝绳双捻机过捻方法和过捻装置与流程
1.本发明属于钢丝绳加工技术领域,尤其涉及一种钢丝绳成绳后的去扭转应力的方法和设备,具体是一种钢丝绳双捻机过捻方法和过捻装置。
背景技术:
2.随着城市化建设,工业化的迅速发展,对钢丝绳等线缆的需求日益增加。所属的钢丝绳成绳设备也快速发展,目前钢丝绳制备大都是采用管丝机设备,此方式结构简单,但是设备转速低,生产效率低。
3.当采用双捻机设备后,转速高,生产效率高,钢丝绳在经过双捻机捻制成绳的过程中,由于转速较高,而且还要经过一系列导线轮、矫直器、牵引轮等受到多次反复弯曲。包括中心丝和在内的所有丝都要围绕自身轴线受到强烈的扭转变形,从而导致其内部残余应力远高于管丝机设备。
4.由此,成品钢丝绳在捻制过程中因为高转速容易导致扭转应力集中,从而导致内部存在残存的应力,成绳后容易松散,所以必须寻求一种结构简单、安全可靠的去扭转应力方法、装置。
技术实现要素:
5.针对背景技术存在的问题,本发明的目的在于提供一种结构简单、功能可靠的在高转速下对成品钢丝绳去除扭转应力的钢丝绳双捻机过捻方法和过捻装置。
6.第一方面,为达到上述目的,本发明设计的钢丝绳双捻机过捻方法,其特征在于:在钢丝绳合股完成后,收线之前对钢丝绳强制加捻,然后再松捻。
7.第二方面,为达到上述目的,本发明设计的钢丝绳双捻机过捻装置,包括机架,其特征在于:还包括转动连接在所述机架上的过捻轴总成,所述过捻轴总成包括转动连接在机架上的轴本体,驱动所述过轴本体转动的驱动装置;依次沿轴本体轴线布置的第一过线轮、第一过捻轮、第二过捻轮、第二过线轮;
8.合股后的钢丝绳经第一过线轮进,随后绕经第二过捻轮,然后折回绕经第一过捻轮,再经第二过线轮出。
9.优选的,所述第一过线轮、第一过捻轮、第二过捻轮、第二过线轮布置在轴本体内,且第一过线轮、第一过捻轮、第二过捻轮、第二过线轮的轴线均与轴本体的轴线相交;轴本体两端设有供钢丝绳通过的孔。
10.进一步优选的,所述第一过捻轮的轴线与轴本体的轴线之间设有锐角夹角α。
11.再进一步优选的,83
°
≤α≤87
°
。
12.进一步优选的,所述第二过捻轮的轴线与轴本体的轴线之间设有锐角夹角β。
13.再进一步优选的,83
°
≤β≤87
°
。
14.作为优选方案,所述夹角α和夹角β相等。
15.进一步优选的,所述第一过捻轮的轴线与所述第二过捻轮的轴线平行。
16.优选的,第一过捻轮和第二过捻轮分别位于轴本体轴线的两侧。
17.优选的,第一过捻轮和第二过捻轮的轮轴上均设有保证动平衡的平衡轮。
18.本发明的过捻装置结构紧凑、零件拆卸和装配方便,且在成品钢丝绳合股完成后使用,在合股和收线之间独立安装;应用本发明过捻方法使钢丝绳通过后能够消除内部扭转应力,在使用过程中不出现松散现象。本发明运行稳定可靠,既可保证钢丝绳的生产效率,又能够消除内应力。
附图说明
19.图1是本发明过捻装置的结构示意图;
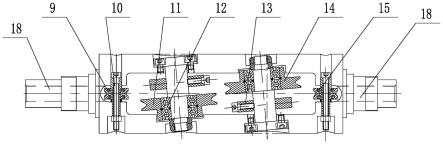
20.图2是本发明过捻装置中过捻轴总成的结构示意图;
21.图3是本发明过捻方法的过捻原理图。
具体实施方式
22.下面通过附图以及列举本发明的一些可选实施例的方式,对本发明的技术方案(包括优选技术方案)做进一步的详细描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.如图1和图3所示,本发明设计的钢丝绳双捻机过捻装置包括电机1,第一同步带轮2,同步带3,第二同步带轮4,过捻轴总成5,过捻轴轴承6,过捻轴轴承座7,机架8。过捻轴总成5包括第一过线轮9,过线轮轴承10,第一过捻轮11,过捻轮轴承12,平衡轮13,第二过捻轮14,第二过线轮15,轴本体16;第一过线轮9、第一过捻轮11、第二过捻轮14、第二过线轮15依次沿轴本体16的轴线布置。
24.电机1带动第一同步带轮2转动,第一同步带轮2带动同步带3转动,同步带3带动第二同步带轮4,第二同步带轮4带动过捻轴总成5转动。
25.过捻轴总成5,具体的是轴本体16两端通过过捻轴轴承6安装在过捻轴轴承座7上,过捻轴轴承7座固定在机架8上。过捻轴总成5在工作时一直转动。
26.第一过线轮9和第二过线轮15通过过线轮轴承10固定在轴本体16上;第一过捻轮11和第二过捻轮14通过过捻轮轴承12固定在轴本体16上,平衡轮13安装在过捻轮的轮轴上。平衡轮13的作用是保证的高速旋转下实现动平衡,减小振动。
27.所述第一过线轮9、第一过捻轮11、第二过捻轮14、第二过线轮15布置在轴本体16内,且第一过线轮9、第一过捻轮11、第二过捻轮14、第二过线轮15的轴线均与轴本体16的轴线相交;轴本体16两端设有供钢丝绳17通过的孔18。
28.在本发明的一实施例中,所述第一过捻轮11的轴线与轴本体16的轴线之间设有锐角夹角α。优选的,83
°
≤α≤87
°
。
29.在本发明的一实施例中,所述第二过捻轮14的轴线与轴本体16的轴线之间设有锐角夹角β。优选的,83
°
≤β≤87
°
。
30.优选的,应用于上述两个实施例中,所述夹角α和夹角β相等。
31.进一步优选的,所述第一过捻轮11的轴线与所述第二过捻轮14的轴线平行。
32.进一步优选的,第一过捻轮11和第二过捻轮14分别位于轴本体16轴线的两侧。
33.本发明设计的钢丝绳双捻机过捻方法,其特征在于:在钢丝绳17合股完成后,收线之前对钢丝绳强制加捻,然后再松捻。通俗地说就是先“捻死”后“松开”,从而达到消除内应力的目的。
34.在第一过线轮9和第二过捻轮14之间的钢丝绳段先使其股或帘线顺着捻制方向加捻,然后在过第一捻轮11和第二过线轮15之间的钢丝绳段使其松捻,即在第一过线轮9和的第二过捻轮14之间钢丝绳段的捻向与原捻向相同,在第一过捻轮11和第二过线轮15之间段的捻向与原捻向相反,使其恢复原来的捻距,过捻器并不影响捻距,但使钢丝受到更大的变形然后恢复正常,从而消除扭转应力,使得钢丝绳成绳后不会再出现松散现象。
35.本领域技术人员容易理解,以上仅为本发明的较佳实施例而已,并不以限制本发明,凡在本发明的精神和原则下所做的任何修改、组合、替换、改进等均包含在本发明的保护范围之内。
技术特征:
1.一种钢丝绳双捻机过捻方法,其特征在于:在钢丝绳合股完成后,收线之前对钢丝绳强制加捻,然后再松捻。2.一种应用权利要求1钢丝绳双捻机过捻方法的过捻装置,包括机架,其特征在于:还包括转动连接在所述机架上的过捻轴总成,所述过捻轴总成包括转动连接在机架上的轴本体,驱动所述过轴本体转动的驱动装置;依次沿轴本体轴线布置的第一过线轮、第一过捻轮、第二过捻轮、第二过线轮;合股后的钢丝绳经第一过线轮进,随后绕经第二过捻轮,然后折回绕经第一过捻轮,再经第二过线轮出。3.根据权利要求2所述的过捻装置,其特征在于:所述第一过线轮、第一过捻轮、第二过捻轮、第二过线轮布置在轴本体内,且第一过线轮、第一过捻轮、第二过捻轮、第二过线轮的轴线均与轴本体的轴线相交;轴本体两端设有供钢丝绳通过的孔。4.根据权利要求3所述的过捻装置,其特征在于:所述第一过捻轮的轴线与轴本体的轴线之间设有夹角α,且83
°
≤α≤87
°
。5.根据权利要求3所述的过捻装置,其特征在于:所述第二过捻轮的轴线与轴本体的轴线之间设有夹角β,且83
°
≤β≤87
°
。6.根据权利要求3或4或5所述的过捻装置,所述第一过捻轮的轴线与轴本体的轴线之间设有夹角α,所述第二过捻轮的轴线与轴本体的轴线之间设有夹角β,所述夹角α和夹角β相等。7.根据权利要求6所述的过捻装置,其特征在于:所述第一过捻轮的轴线与所述第二过捻轮的轴线平行。8.根据权利要求7所述的过捻装置,其特征在于:第一过捻轮和第二过捻轮分别位于轴本体轴线的两侧。9.根据权利要求7或8所述的过捻装置,其特征在于:第一过捻轮和第二过捻轮的轮轴上均设有保证动平衡的平衡轮。
技术总结
本发明公开一种设计的钢丝绳双捻机过捻方法和过捻装置,在钢丝绳合股完成后,收线之前对钢丝绳强制加捻,然后再松捻。包括机架,转动连接在机架上的过捻轴总成,过捻轴总成包括转动连接在机架上的轴本体,驱动过轴本体转动的驱动装置;依次沿轴本体轴线布置的第一过线轮、第一过捻轮、第二过捻轮、第二过线轮;合股后的钢丝绳经第一过线轮进,随后绕经第二过捻轮,然后折回绕经第一过捻轮,再经第二过线轮出。本发明的过捻装置结构紧凑、零件拆卸和装配方便,且在成品钢丝绳合股完成后使用,在合股和收线之间独立安装;应用本发明过捻方法使钢丝绳通过后能够消除内部扭转应力,在使用过程中不出现松散现象。程中不出现松散现象。程中不出现松散现象。
技术研发人员:周萌 张文 梁刚 刘练 程超
受保护的技术使用者:湖北三江航天江北机械工程有限公司
技术研发日:2022.10.14
技术公布日:2023/1/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1