一种中国结自动成型专机的制作方法
本发明属于机械设备,涉及一种中国结自动成型专机。
背景技术:
1、中国结是一种手工编织工艺品。发展至今,中国结的样式多种多样,有的中国结是从头到尾都是用一根丝线穿插编织而成的;还有一种中国结是将采用一根绳索在特定的模具上绕卷一周,再将绕卷后的绳索的正反两面粘上印有福字的面板,绕卷后的绳索一部分固定在两块面板之间,还有一部分延伸出面板外弯折组合成中国结的外形。
2、相比较而言,第一种方法更能体现编织的传统工艺,第二种方法保留了中国结传统外形的同时,加工制作也更加简单快捷,同时也能通过面板上的图案使中国结更加多样化。针对第二种编织方法,目前市面上的这类中国结都是采用手工编织的方式,存在工作效率低下的问题。
技术实现思路
1、本发明的目的是针对现有的中国结编织存在效率低下的问题,而提出了一种能够自动编织中国结的设备。
2、本发明的目的可通过下列技术方案来实现:
3、一种中国结自动成型专机,其特征在于,包括机架以及设置在机架上的拉绳装置、定位装置、推绳装置、进线导向组件,所述的拉绳装置共有三组,机架上设有一正方形的成型工位,三组拉绳装置、进线导向组件分设在成型工位的四个顶角处,三组拉绳装置分别沿成型工位的对角线方向来回运动,用于拉动绕卷在进线导向组件上的绳索,所述的定位装置包括分设在成型工位外周的可升降的定型组件,所述的推绳装置共有四组,分设在成型工位的四个侧边,用于推动被拉绳装置拉开后的绳索,使绳索弯折并绕设在定型组件上。
4、在上述的一种中国结自动成型专机中,所述的进线导向组件包括若干个导向柱,若干导向柱分成两组间隔对称排列,绳索绕设在导向柱上形成开口朝外的u型结构。
5、在上述的一种中国结自动成型专机中,所述拉绳装置包括安装板、驱动气缸一、拉线柱、驱动气缸二,驱动气缸一固设在机架上,用于驱动驱动安装板沿成型工位对角线方向来回运动;驱动气缸二固设在安装板上,用于驱动拉线柱升降。
6、在上述的一种中国结自动成型专机中,所述的定型组件包括定位圈、定位块,机架上还设有驱动气缸三用于驱动定位圈和定位块升降,所述的定位块共有四组,分设在成型工位的四个侧边,每组有两个及以上的定位块,各组的定位块沿着成型工位的侧边均匀间隔排列;所述定位圈的外周设有若干竖直转动的定位柱,定位圈共有两组,与进线导向组件相邻的两组拉绳装置的位置与定位圈的位置相对应,两定位圈分别位于对应安装板的运动路径上,该拉绳装置拉动绳索至定位圈外再松开绳索,使绳索抵靠在各定位柱上。
7、在上述的一种中国结自动成型专机中,所述的推绳装置包括推线柱、驱动推线柱升降的驱动气缸四,机架上开有四组垂直于成型工位四个侧边的导向槽,每组导向槽的数量与定位块的数量相对应,导向槽均匀间隔分布于上述定位块的一侧,所述的推绳装置还包括驱动气缸五,该驱动气缸五用于推动推线柱沿导向槽来回运动。
8、在上述的一种中国结自动成型专机中,所述的推线柱包括中心轴和转动套,中心轴与驱动气缸四的端部固连,转动套转动设置在中心轴上,所述转送套的外周沿其周向开有一弧形凹槽,推线柱推动绳索时,绳索卡设在该弧形凹槽内。
9、在上述的一种中国结自动成型专机中,所述的推绳装置还包括插杆、驱动插杆平移的驱动气缸六,两组插杆分设在于进线导向组件相对的拉绳装置的两侧,两插杆分别推动绳索抵靠在与该拉绳装置相邻的定位块上。
10、在上述的一种中国结自动成型专机中,所述的机架上还设有四组压绳装置,四组压绳装置分设在成型工位的四个侧边,所述压绳装置包括翻板、驱动气缸七,翻板通过一根转动转动设置在机架上,驱动气缸七驱动翻板绕转轴上下翻转,所述翻板转动下压后压紧在对应定位块的上方。
11、在上述的一种中国结自动成型专机中,所述的机架上还设有一压板装置,该压板装置包括压料板、驱动压料板升降的驱动气缸八,所述压料板位于成型工位的中心。
12、在上述的一种中国结自动成型专机中,所述的机架上还设有一限位装置,该限位装置位于进线导向组件的一侧,用于限制绳索从进线导向组件处脱离,所述的限位装置包括压杆、驱动压杆升降的驱动气缸九,水平的压杆下降后的最低位置低于导向柱的顶面。
13、与传动手工制作工艺相比,本发明通过设置在机架上的拉绳装置、推绳装置,实现自动拉绳、推绳的动作,并通过定位装置、进线导向组件使拉长、推动后的绳索能够弯折成特定的中国结形状。本发明自动化程度高、工作效率高。
技术特征:
1.一种中国结自动成型专机,其特征在于,包括机架(1)以及设置在机架(1)上的拉绳装置、定位装置、推绳装置、进线导向组件,所述的拉绳装置共有三组,机架(1)上设有一正方形的成型工位,三组拉绳装置、进线导向组件分设在成型工位的四个顶角处,三组拉绳装置分别沿成型工位的对角线方向来回运动,用于拉动绕卷在进线导向组件上的绳索(2),所述的定位装置包括分设在成型工位外周的可升降的定型组件,所述的推绳装置共有四组,分设在成型工位的四个侧边,用于推动被拉绳装置拉开后的绳索(2),使绳索(2)弯折并绕设在定型组件上。
2.根据权利要求1所述的一种中国结自动成型专机,其特征在于,所述的进线导向组件包括若干个导向柱(4),若干导向柱(4)分成两组间隔对称排列,绳索(2)绕设在导向柱(4)上形成开口朝外的u型结构。
3.根据权利要求1所述的一种中国结自动成型专机,其特征在于,所述拉绳装置包括安装板(5)、驱动气缸一(6)、拉线柱(7)、驱动气缸二(8),驱动气缸一(6)固设在机架(1)上,用于驱动驱动安装板(5)沿成型工位对角线方向来回运动;驱动气缸二(8)固设在安装板(5)上,用于驱动拉线柱(7)升降。
4.根据权利要求1所述的一种中国结自动成型专机,其特征在于,所述的定型组件包括定位圈(10)、定位块(9),机架(1)上还设有驱动气缸三用于驱动定位圈(10)和定位块(9)升降,所述的定位块(9)共有四组,分设在成型工位的四个侧边,每组有两个及以上的定位块(9),各组的定位块(9)沿着成型工位的侧边均匀间隔排列;所述定位圈(10)的外周设有若干竖直转动的定位柱(12),定位圈(10)共有两组,与进线导向组件相邻的两组拉绳装置的位置与定位圈(10)的位置相对应,两定位圈(10)分别位于对应安装板(5)的运动路径上,该拉绳装置拉动绳索(2)至定位圈(10)外再松开绳索(2),使绳索(2)抵靠在各定位柱(12)上。
5.根据权利要求4所述的一种中国结自动成型专机,其特征在于,所述的推绳装置包括推线柱(13)、驱动推线柱(13)升降的驱动气缸四,机架(1)上开有四组垂直于成型工位四个侧边的导向槽(15),每组导向槽(15)的数量与定位块(9)的数量相对应,导向槽(15)均匀间隔分布于上述定位块(9)的一侧,所述的推绳装置还包括驱动气缸五,该驱动气缸五用于推动推线柱(13)沿导向槽(15)来回运动。
6.根据权利要求5所述的一种中国结自动成型专机,其特征在于,所述的推线柱(13)包括中心轴和转动套,中心轴与驱动气缸四的端部固连,转动套转动设置在中心轴上,所述转送套的外周沿其周向开有一弧形凹槽,推线柱(13)推动绳索(2)时,绳索(2)卡设在该弧形凹槽内。
7.根据权利要求4所述的一种中国结自动成型专机,其特征在于,所述的推绳装置还包括插杆(16)、驱动插杆(16)平移的驱动气缸六(17),两组插杆(16)分设在于进线导向组件相对的拉绳装置的两侧,两插杆(16)分别推动绳索(2)抵靠在与该拉绳装置相邻的定位块(9)上。
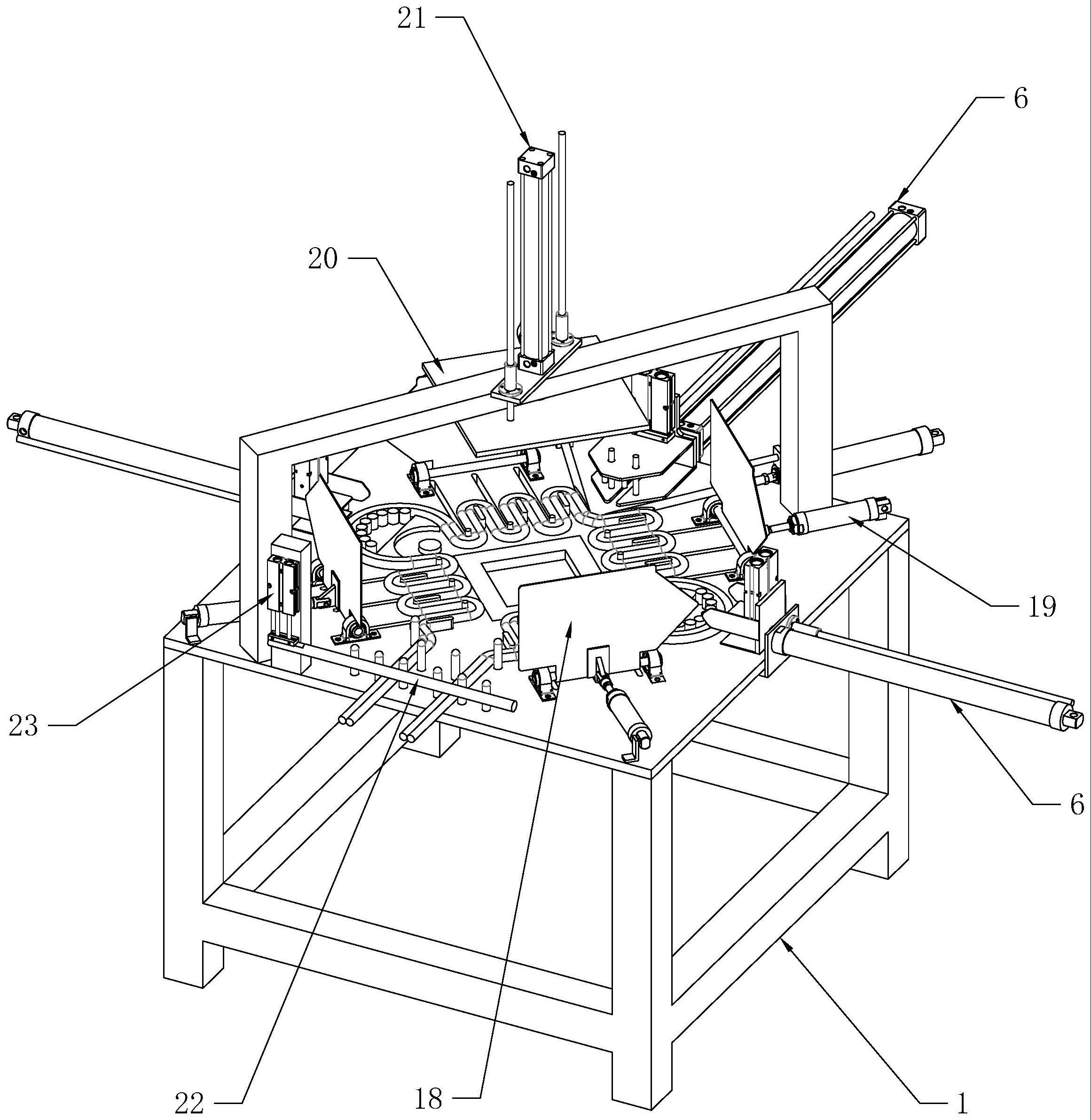
8.根据权利要求4所述的一种中国结自动成型专机,其特征在于,所述的机架(1)上还设有四组压绳装置,四组压绳装置分设在成型工位的四个侧边,所述压绳装置包括翻板(18)、驱动气缸七(19),翻板(18)通过一根转动转动设置在机架(1)上,驱动气缸七(19)驱动翻板(18)绕转轴上下翻转,所述翻板(18)转动下压后压紧在对应定位块(9)的上方。
9.根据权利要求1所述的一种中国结自动成型专机,其特征在于,所述的机架(1)上还设有一压板装置,该压板装置包括压料板(20)、驱动压料板(20)升降的驱动气缸八(21),所述压料板(20)位于成型工位的中心。
10.根据权利要求2所述的一种中国结自动成型专机,其特征在于,所述的机架(1)上还设有一限位装置,该限位装置位于进线导向组件的一侧,用于限制绳索(2)从进线导向组件处脱离,所述的限位装置包括压杆(22)、驱动压杆(22)升降的驱动气缸九(23),水平的压杆(22)下降后的最低位置低于导向柱(4)的顶面。
技术总结
本发明提供了一种中国结自动成型专机,属于机械设备技术领域。它解决了现有的中国结手工编织的方式存在工作效率低下的问题。本发明包括机架以及设置在机架上的拉绳装置、定位装置、推绳装置、进线导向组件,拉绳装置共有三组,机架上设有一正方形的成型工位,三组拉绳装置、进线导向组件分设在成型工位的四个顶角处,三组拉绳装置分别沿成型工位的对角线方向来回运动拉动绕卷在进线导向组件上的绳索,定位装置包括分设在成型工位外周的可升降的定型组件,推绳装置用于推动被拉绳装置拉开后的绳索,使绳索弯折并绕设在定型组件上。本发明的优点在于能够实现自动拉绳、推绳的动作,使绳索能够弯折成特定的中国结形状。
技术研发人员:许海斌
受保护的技术使用者:许海斌
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!