一种TC2133-190新式警礼服用衬的制作方法与流程
本发明涉及一种tc2133-190新式警礼服用衬的制作方法,属于服装布料制作。
背景技术:
1、目前的新式警礼服要求辅料不能影响服装的总体垂感效果,同时还要使衣服穿出来美感,这就对粘合用衬提出了高要求,如果基布选用密实的,成品服装会显得厚实和僵硬,穿着后影响衣服的垂感。
技术实现思路
1、本发明所要解决的技术问题是提供一种使警礼服穿着后挺括、修身、庄严的tc2133-190新式警礼服用衬的制作方法。
2、本发明采用如下技术方案:
3、本发明tc2133-190新式警礼服用衬的制作方法,采用如下步骤制作:
4、步骤一、配棉纺纱:清棉→梳棉→并条→粗纱→细纱→络筒;
5、步骤二、上机织造;
6、步骤三、翻布、打印、缝头;
7、步骤四、退煮漂前处理;
8、步骤五、烘干前定型;
9、步骤六、染色;
10、步骤七、定型后整理;
11、步骤八、涂层。
12、本发明步骤一中:清棉是把原料经开松、除杂和混合制成棉卷;梳棉是将棉卷经过梳棉机把棉卷中的棉块、棉束分梳成单纤维状态,并进一步清除原棉中的细小杂质,经过锡林道夫对纤维进行均匀混合并制成薄的棉网,再经喇叭口集合和大压辊压缩成可供并条机使用的生条;并条是将生条经多道并合和牵伸纺出均匀的熟条;粗纱是将熟条牵伸并z形加捻;细纱是将粗纱通过细纱机的牵伸机构抽长拉细,再回捻。
13、本发明步骤一中:粗纱由经、纬纱采用80%涤纶纤维和20%棉纤维混纺,经纱为21支纱,z形加捻;纬纱为14/2合股纱,s形加捻,单纱为14支纱,z形加捻。
14、本发明步骤七具体采用如下步骤:
15、s701.采用纠偏架将步骤六染色的布通过导布辊a进入立式三辊轧车工作液槽内,立式三辊轧车的胶辊加压挤压布面上的工作液;工作液为常温,辊压力0.45mpa,使布面的纬纱呈扁平状,加大纬纱横截面积;
16、s702.布面带着50-60%的工作液进入预烘箱,将布面水分烘干至20-30%,使布面预定型;布料在工序中的运行速度:25-30m/min;布面幅宽94-95cm;
17、s703.通过整纬器调整布料纬斜,超喂后进入32米焙烘箱a拉宽定型,使布料幅宽94-95cm;布料出焙烘箱经冷却辊冷却,通过落布架落入布车。
18、本发明所述工作液组成成分:
19、
20、
21、所述工作液的ph值为5-6。
22、本发明所述步骤八的面层采用瑞士卡拉奇粉点涂层机涂层;
23、具体采用:将步骤七定型整理后的布料经导布辊b进入使布面平展的开幅机,再通过张力架进入纠偏装置纠偏,使布料不跑偏;布料呈环抱状分别通过预热辊和前加热辊,使加热的布料呈环抱状经过雕刻辊,粉斗内的胶粉通过雕刻辊受热呈点状压在布面上,通过传送张力经后加热辊,以保持布面温度,然后进入焙烘箱b使粉点充分熔融与布面结合牢固,出焙烘箱b,制成tc2133-190新式警礼服用衬,经冷却辊打轴,待检验;
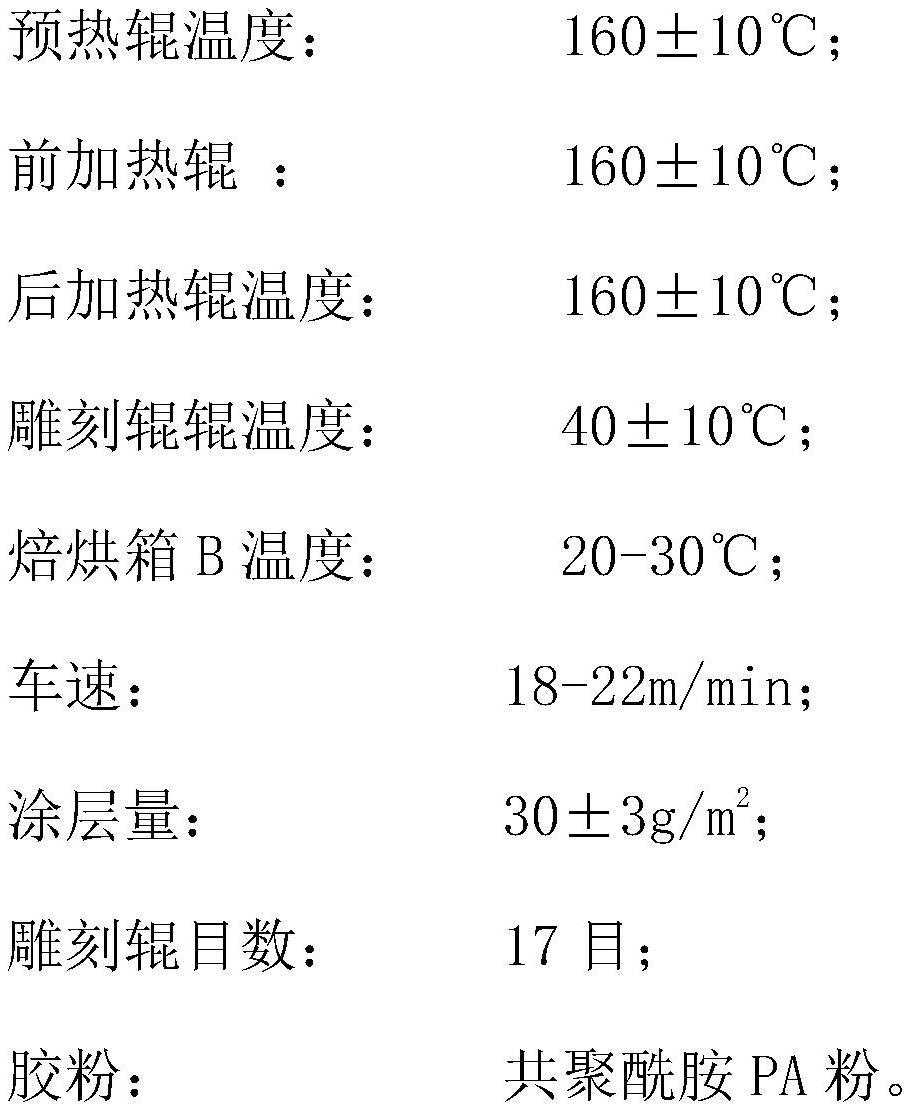
24、所述涂层机具体操作参数如下:
25、
26、本发明所述步骤八的tc2133-190新式警礼服用衬的单位面积质量为:190±5g/m2,tc2133-190新式警礼服用衬的经线密度为:200±6根/10cm,纬线密度为:102±6根/10cm。
27、本发明步骤四采用碱氧一浴法进行处理,具体流程如下:
28、坯布→室温浸轧碱氧工作液,碱氧工作液的轧液率95%-100%→100℃汽蒸60min→85-90℃的热水冲洗三次→65-70℃的温水洗两次→冷水洗一次→烘干→落布待用;
29、
30、本发明步骤六是在染浴溢流染色机中对涤纶纤维进行染色,在染浴高温高压卷染机中对棉纤维进行染色;具体流程如下:
31、布料→室温浸轧染液→90℃烘干→195-200℃汽蒸1.5min→水洗→95℃以上皂洗3-5min→水洗→烘干;
32、涤纶纤维染色工作液采用如下成分:
33、
34、棉纤维染色工作液采用如下成分:
35、
36、本发明积极效果如下:采用本发明方法的制作的新式警礼服用衬为涤棉树脂粘合衬,手感微硬,质量克重为190±5g/m2,剥强≥7n/2.5cm,经线密度为200±6根/10cm,纬线密度为102±6根/10cm,面料复衬后不显单薄,成品警礼服有形,穿着挺括、修身和庄严。
技术特征:
1.一种tc2133-190新式警礼服用衬的制作方法,其特征在于,采用如下步骤:
2.根据权利要求1所述的一种tc2133-190新式警礼服用衬的制作方法,其特征在于,步骤一中:清棉是把原料经开松、除杂和混合制成棉卷;梳棉是将棉卷经过梳棉机把棉卷中的棉块、棉束分梳成单纤维状态,并进一步清除原棉中的细小杂质,经过锡林道夫对纤维进行均匀混合并制成薄的棉网,再经喇叭口集合和大压辊压缩成可供并条机使用的生条;并条是将生条经多道并合和牵伸纺出均匀的熟条;粗纱是将熟条牵伸并z形加捻;细纱是将粗纱通过细纱机的牵伸机构抽长拉细,再回捻。
3.根据权利要求1所述的一种tc2133-190新式警礼服用衬的制作方法,其特征在于,步骤一中:粗纱由经、纬纱采用80%涤纶纤维和20%棉纤维混纺,经纱为21支纱,z形加捻;纬纱为14/2合股纱,s形加捻,单纱为14支纱,z形加捻。
4.根据权利要求1所述的一种tc2133-190新式警礼服用衬的制作方法,其特征在于,步骤七具体采用如下步骤:
5.根据权利要求4所述的一种tc2133-190新式警礼服用衬的制作方法,其特征在于,所述工作液组成成分:
6.根据权利要求1所述的一种tc2133-190新式警礼服用衬的制作方法,其特征在于,所述步骤八的面层采用瑞士卡拉奇粉点涂层机涂层;
7.根据权利要求6所述的一种tc2133-190新式警礼服用衬的制作方法,其特征在于,所述步骤八的tc2133-190新式警礼服用衬的单位面积质量为:190±5g/m2,tc2133-190新式警礼服用衬的经线密度为:200±6根/10cm,纬线密度为:102±6根/10cm。
8.根据权利要求1所述的一种tc2133-190新式警礼服用衬的制作方法,其特征在于,步骤四采用碱氧一浴法进行处理,具体流程如下:
9.根据权利要求3所述的一种tc2133-190新式警礼服用衬的制作方法,其特征在于,步骤六是在染浴溢流染色机中对涤纶纤维进行染色,在染浴高温高压卷染机中对棉纤维进行染色;具体流程如下:
技术总结
本发明涉及一种TC2133‑190新式警礼服用衬的制作方法,采用如下步骤制作:一、配棉纺纱:清棉→梳棉→并条→粗纱→细纱→络筒;二、上机织造;三、翻布、打印、缝头;四、退煮漂前处理;五、烘干前定型;六、染色;七、定型后整理;步骤八、涂层;采用本发明方法的加工的新式警礼服用衬为涤棉树脂粘合衬,手感微硬,质量克重为190±5g/m2,剥强≥7N/2.5cm,经线密度为200±6根/10cm,纬线密度为102±6根/10cm,面料复衬后不显单薄,成品警礼服有形,穿着挺括、修身和庄严。
技术研发人员:刘鹏,郑志妍,冯天杰,刘利帅,曹世豪,贾丽丽,高彦红,王翠,杨彦霞,任豪雪
受保护的技术使用者:际华三五零二职业装有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!