一种碳纤维织布液压随动成型方法与流程
本发明属于碳纤维织布热压处理,具体涉及一种碳纤维织布液压随动成型方法。
背景技术:
1、碳纤维制品,一般采用热压成型的方式加工而成,即通过一定压力和温度使得碳纤维织布加热软化后液压固化定型。
2、在现有技术中,碳纤维织布一般采用多工位多工序的方式进行加工,加工过程中,碳纤维织布需要在各工位工序间进行搬移,很多时候都是通过人工方式进行搬移,工作效率低、自动化程度低且人工成本高,同时,碳纤维织布液压为碳纤维制品的过程中,固化成型过程实际上是一种包含材料热变形效应的过程。
3、中国专利cn115449993a公开了一种碳纤维织布自动成型生产线,该专利是本企业研发的一套碳纤维织布产线,解决了传统生产工序不连续和效率低的问题,中国专利cn106696156b公开了一种全自动热压成型油压机生产线,旨在提供一种自动且高效地完成大型碳纤维成型加工的生产线,该专利通过热压成型油压机和冷却定型油压机进行热压和定型,其中,固化成型的冷却定型油压机通过冷定型上模下移与移动平台合模进行冷却定型,现有技术并未综合考虑碳纤维制品冷却固化成型过程的热变形效应,碳纤维制品在冷却固化过程中易发生褶皱,碳纤维制品的成品率得不到进一步的提升。
技术实现思路
1、本发明的目的可以通过以下技术方案实现:
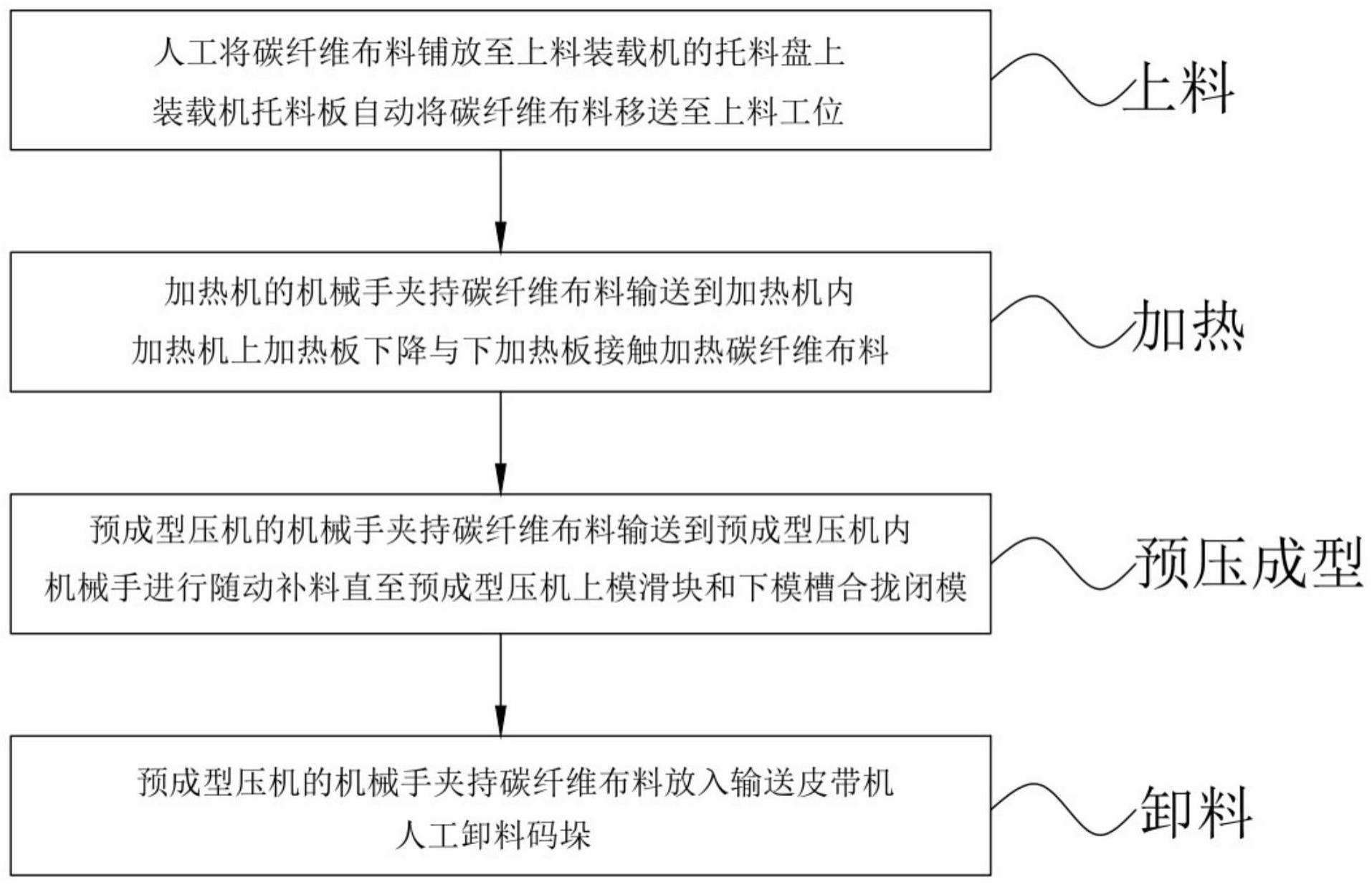
2、一种碳纤维织布液压随动成型方法,包括上料、加热、预压成型和卸料过程;
3、所述上料是通过上料装载机将碳纤维布料输送至上料工位;
4、所述加热是通过加热机对碳纤维布料进行预热软化;
5、所述预压成型过程:预成型压机的上下料机械手移动到加热机内,机械手下行,机械手夹持加热完毕的碳纤维布料后升起,机械手移送碳纤维布料到预成型压机的下模槽的上方,机械手下行至预成型高度,预成型压机的上模滑块下行,同时,预成型压机的上下料机械手进行随动补料直至成型压机上模滑块和下模槽合拢闭模,模具保压至布料定型后,上模滑块上行复位;
6、所述卸料是通过输送皮带将预成型完毕的碳纤维布料送出;
7、所述随动补料过程:预成型压机的上下料机械手随着上模块下行向侧内移动,具体地:
8、所述上模滑块开始合模高度为h1,合模完成高度为h2,下行速度为s1;
9、所述机械手补料开始位置为l1,补料完成位置为l2,补料速度为s2;
10、s2=(l2-l1)/((h1-h2)/s1)。
11、进一步地,所述上料和加热的具体工艺过程:
12、上料:将成叠碳纤维布料放置在指定的上料装载机边上,人工将成片碳纤维布料沿定位导向装置铺放至上料装载机的托料板上,启动上料装载机,装载机托料板自动将碳纤维布料移送至上料工位;
13、加热:加热机的上料机械手下行,机械手夹持碳纤维布料移送到加热机内,然后机械手返回上料工位,加热机的上加热板下降与下加热板接触对碳纤维布料进行加热,加热10-15s后,上加热板抬起复位,下加热板上的钢丝绳托盘将碳纤维布料托起,完成碳纤维布料的加热工艺。
14、进一步地,所述卸料的具体工艺过程:
15、预成型机的上下料机械手上行,将预成型完毕的碳纤维布料移送至输送皮带上方,机械手下行,机械手松开碳纤维布料,输送皮带机输送成型后的碳纤维织布,再经由人工将碳纤维织布进行码垛处理。
16、进一步地,所述碳纤维布料的重量≤10kg/pcs。
17、进一步地,所述加热机上料机械手移动速率为1.5-2m/s。
18、进一步地,所述加热机的作业温度为200-230℃。
19、进一步地,所述模具保压时间为30-40s。
20、本发明的有益效果:
21、本发明的碳纤维织布液压随动成型方法包括上料、加热、预压成型和卸料过程,整体工艺连续高效,其中,预压成型过程中,预成型压机的上下料机械手按照一定的速率进行随动补料,保证碳纤维织布完成热压成型过程中始终保持平整,防止褶皱的出现,进而提高碳纤维制品的成品率。
技术特征:
1.一种碳纤维织布液压随动成型方法,其特征在于,包括上料、加热、预压成型和卸料过程;
2.根据权利要求1所述的一种碳纤维织布液压随动成型方法,其特征在于,所述上料和加热的具体工艺过程:
3.根据权利要求1所述的一种碳纤维织布液压随动成型方法,其特征在于,所述卸料的具体工艺过程:
4.根据权利要求1所述的一种碳纤维织布液压随动成型方法,其特征在于,所述碳纤维布料的重量≤10kg/pcs。
5.根据权利要求1所述的一种碳纤维织布液压随动成型方法,其特征在于,所述加热机上料机械手移动速率为1.5-2m/s。
6.根据权利要求1所述的一种碳纤维织布液压随动成型方法,其特征在于,所述加热机的作业温度为200-230℃。
7.根据权利要求1所述的一种碳纤维织布液压随动成型方法,其特征在于,所述模具保压时间为30-40s。
技术总结
本发明公开了一种碳纤维织布液压随动成型方法,属于碳纤维织布热压处理技术领域,包括上料、加热、预压成型和卸料过程,其中,上料是通过上料装载机将碳纤维布料输送至上料工位;加热是通过加热机对碳纤维布料进行预热软化;预压成型是通过预成型压机的上模滑块与下模槽合模压制碳纤维布料,同时,预成型压机的上下料机械手进行随动补料直至成型压机上模滑块和下模槽合拢闭模,模具保压至布料定型后,上模滑块上行复位;卸料是通过输送皮带将预成型完毕的碳纤维布料送出。其中,预成型压机的上下料机械手按照一定的速率进行随动补料,保证碳纤维织布完成热压成型过程中始终保持平整,防止褶皱的出现,进而提高碳纤维制品的成品率。
技术研发人员:王磊,程国元,肖璐
受保护的技术使用者:安徽纳赫智能科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!