用于轮胎胎体的超高强度钢丝及其制备方法与流程
本发明涉及钢丝帘线,具体而言涉及一种用于轮胎胎体的超高强度钢丝及其制备方法。
背景技术:
1、钢丝帘线具有高强度、韧性好,耐疲劳等优点,是轮胎的主要骨架材料,而随着汽车工业和运输业快速发展,子午线轮胎向着轻量化、低滚动阻力、高安全性,以及可翻新性发展。因此,作为全钢载重子午线轮胎主要部件的胎体帘线,对成品轮胎的重量、承载、安全、耐磨和可翻新等方面起到了重要作用。
2、目前作为轮胎胎体的人的钢丝帘线主要是采用3+9×0.22+0.15ht的结构,帘线的破断力不能满足要求,且因帘布厚度大,重温是的钢丝帘线的用用量增加,不能满足轻量化和低滚动阻力的需求,且增加成本。
技术实现思路
1、本发明目的在于针对现有技术的不足,提供一种用于轮胎胎体的超高强度钢丝及其制备方法,采用单丝强度达到3800~4000mpa的钢帘线捻制成3×d1/9×d2 ccut结构的钢丝绳,直径小,帘线破断力高,帘布厚度小,从而减少钢丝帘线的用量,节约制造成本,实现轮胎轻量化和降低轮胎滚动阻力。
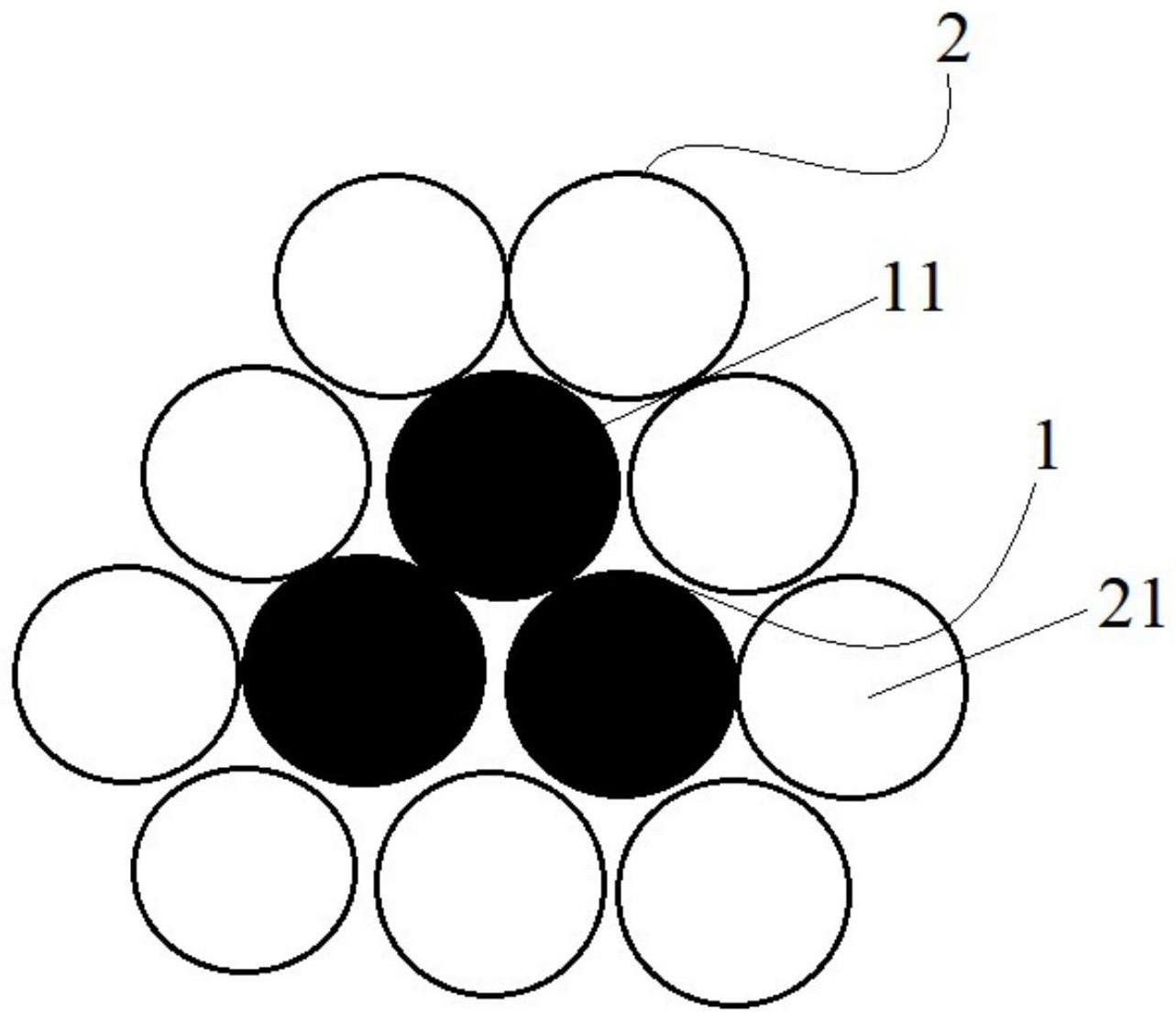
2、根据本发明目的的第一方面,提供一种用于轮胎胎体的超高强度钢丝,该钢丝包括芯线和均匀分布在芯线周侧的外层丝,所述芯线为三根直径为d1的芯丝组成,所述外层丝由九根直径为d2的外层单丝组成,所述芯丝与外层单丝按相同捻向一次性捻制成型;
3、其中,d1与d2的比例在1~1.2之间;
4、芯丝和外层单丝采用相同成分的钢丝,成分以质量百分比计,包括:c 0.89~0.99%,si0.12~0.22%,mn 0.32~0.42%,cr 0.18~0.28%,剩余为fe和其他杂质。
5、在可选的实施方式中,芯丝的直径d1的范围为0.17~0.27mm。
6、在可选的实施方式中,外层单丝的直径d2的范围为0.15~0.25mm。
7、在可选的实施方式中,钢丝的成分以质量百分比计,包括:c 0.94%,si 0.17%,mn 0.37%,s 0.003%,ni 0.003%,cu 0.005%,al 0.001%,p+s 0.015%,cr 0.23%,剩余为fe。
8、根据本发明目的的第二方面,提供一种前述用于轮胎胎体的超高强度钢丝的制备方法,包括以下步骤:
9、s1、将盘条进行预处理后备用,其中,盘条的成分以质量百分比计,包括:c 0.89~0.99%,si 0.12~0.22%,mn 0.32~0.42%,cr 0.18~0.28%,剩余为fe和其他杂质;
10、s2、将经过步骤s1预处理后的盘条经过粗拉、中拉工艺,分别得到第一中拉丝和第二中拉丝,其中,第一中拉丝的直径大于第二中拉直径;
11、s3、将步骤s2得到的第一中拉丝和第二中拉丝经过热处理达到完全奥氏体化,再通过aq液水淬火形成索氏体组织;
12、s4、将完成步骤s3的第一中拉丝和第二中拉丝进行酸洗、镀黄酮层工序,得到镀黄铜的第一中拉丝和镀黄铜的第二中拉丝;
13、s5、将步骤s4得到的镀黄铜的第一中拉丝通过水箱拉拔至直径为d1的第一单丝,镀黄铜的第二中拉丝通过水箱拉拔至直径为d2的第二单丝,d1与d2的比例在1~1.2之间;
14、s6、选取三根第一单丝为芯丝,九根第二单丝为外层单丝,将芯丝和外层丝通过双捻机一次性捻制成3×d1/9×d2 ccut的钢丝绳,检验,得到具有紧密型结构的超高强度钢丝。
15、在可选的实施方式中,所述步骤s1中,盘条的预处理工序包括:盘条经过水洗、酸洗、水洗、涂硼工序,在盘条表面涂上硼砂涂层。
16、在可选的实施方式中,所述步骤s2中,盘条经过粗拉后的直径为3.15~3.25mm。
17、在可选的实施方式中,第一中拉丝的直径为1.55mm,第二中拉丝的直径为1.50mm。
18、在可选的实施方式中,所述步骤s3中,热处理的温度为960~1060℃;aq液的浓度为7~13%。
19、在可选的实施方式中,所述步骤s5中,第一单丝的直径范围为0.17~0.27mm,第二单丝的d2的范围为0.15~0.25mm。
20、与现有技术相比,本发明的显著有益效果在于:
21、本发明的用于轮胎胎体的超高强度钢丝,采用单丝强度达到3800~4000mpa的钢帘线捻制成3×d1/9×d2 ccut结构的钢丝绳,直径小,帘线破断力高,帘布厚度小,从而减少钢丝帘线的用量,节约制造成本,实现轮胎轻量化和降低轮胎滚动阻力;并且钢丝结构由原来的层与层之间点接触改变成钢丝帘线层与层之间线接触,从而使得钢丝帘线在轮胎中使用避免局部的应力集中,大大提高了轮胎疲劳性能和轮胎的使用寿命。
22、本发明的用于轮胎胎体的超高强度钢丝,破断力不低于1500n,帘布厚度和质量减小,帘线疲劳提高,帘线刚度降低;所制得的成品轮胎的外缘尺寸、强度性能,均满足标准要求。
技术特征:
1.一种用于轮胎胎体的超高强度钢丝,其特征在于,该钢丝包括芯线和均匀分布在芯线周侧的外层丝,所述芯线为三根直径为d1的芯丝组成,所述外层丝由九根直径为d2的外层单丝组成,所述芯丝与外层单丝按相同捻向一次性捻制成型;
2.根据权利要求1所述的用于轮胎胎体的超高强度钢丝,其特征在于,芯丝的直径d1的范围为0.17~0.27mm。
3.根据权利要求1所述的用于轮胎胎体的超高强度钢丝,其特征在于,外层单丝的直径d2的范围为0.15~0.25mm。
4.根据权利要求1所述的用于轮胎胎体的超高强度钢丝,其特征在于,钢丝的成分以质量百分比计,包括:c 0.94%,si 0.17%,mn 0.37%,s 0.003%,ni 0.003%,cu 0.005%,al 0.001%,p+s 0.015%,cr 0.23%,剩余为fe。
5.一种权利要求1-4中任意一项所述的用于轮胎胎体的超高强度钢丝的制备方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的用于轮胎胎体的超高强度钢丝的制备方法,其特征在于,所述步骤s1中,盘条的预处理工序包括:盘条经过水洗、酸洗、水洗、涂硼工序,在盘条表面涂上硼砂涂层。
7.根据权利要求5所述的用于轮胎胎体的超高强度钢丝的制备方法,其特征在于,所述步骤s2中,盘条经过粗拉后的直径为3.15~3.25mm。
8.根据权利要求5所述的用于轮胎胎体的超高强度钢丝的制备方法,其特征在于,第一中拉丝的直径为1.55mm,第二中拉丝的直径为1.50mm。
9.根据权利要求5所述的用于轮胎胎体的超高强度钢丝的制备方法,其特征在于,所述步骤s3中,热处理的温度为960~1060℃;aq液的浓度为7~13%。
10.根据权利要求5所述的用于轮胎胎体的超高强度钢丝的制备方法,其特征在于,所述步骤s5中,第一单丝的直径范围为0.17~0.27mm,第二单丝的直径范围为0.15~0.25mm。
技术总结
本发明提供一种用于轮胎胎体的超高强度钢丝,该钢丝包括芯线和均匀分布在芯线周侧的外层丝,所述芯线为三根直径为D1的芯丝组成,所述外层丝由九根直径为D2的外层单丝组成,所述芯丝与外层单丝按相同捻向一次性捻制成型;其中,D1与D2的比例在1~1.2之间;芯丝和外层单丝采用相同成分的钢丝,成分以质量百分比计,包括:C 0.89~0.99%,Si 0.12~0.22%,Mn 0.32~0.42%,Cr 0.18~0.28%,剩余为Fe和其他杂质。本发明还提供一种用于轮胎胎体的超高强度钢丝的制备方法。本发明的钢丝直径小,帘线破断力高,帘布厚度小,从而减少钢丝帘线的用量,节约制造成本,实现轮胎轻量化和降低轮胎滚动阻力。
技术研发人员:姚凤刚
受保护的技术使用者:张家港市骏马钢帘线有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!