弧形织带及其制备方法与流程
本申请涉及纺织,特别是涉及一种弧形织带及其制备方法。
背景技术:
1、在纺织领域中,织带是以一种或多种不同纱线为原料制成的狭幅状织物或管状织物。织带可以通过机织、编织、针织的方式织造出不同外观及性能效果。传统的织带一直以来普遍以直条型形状为主,织带编织过程中出现的弯带被视为瑕疵品,弯带的弯曲弧度是不稳定且不可控的。传统技术并没有弯曲织带的编织方法,难以满足市场多样需要。
技术实现思路
1、基于此,有必要提供一种弧形织带。本发明的弧形织带弯曲弧度稳定可控。
2、本申请一实施例提供了一种弧形织带。
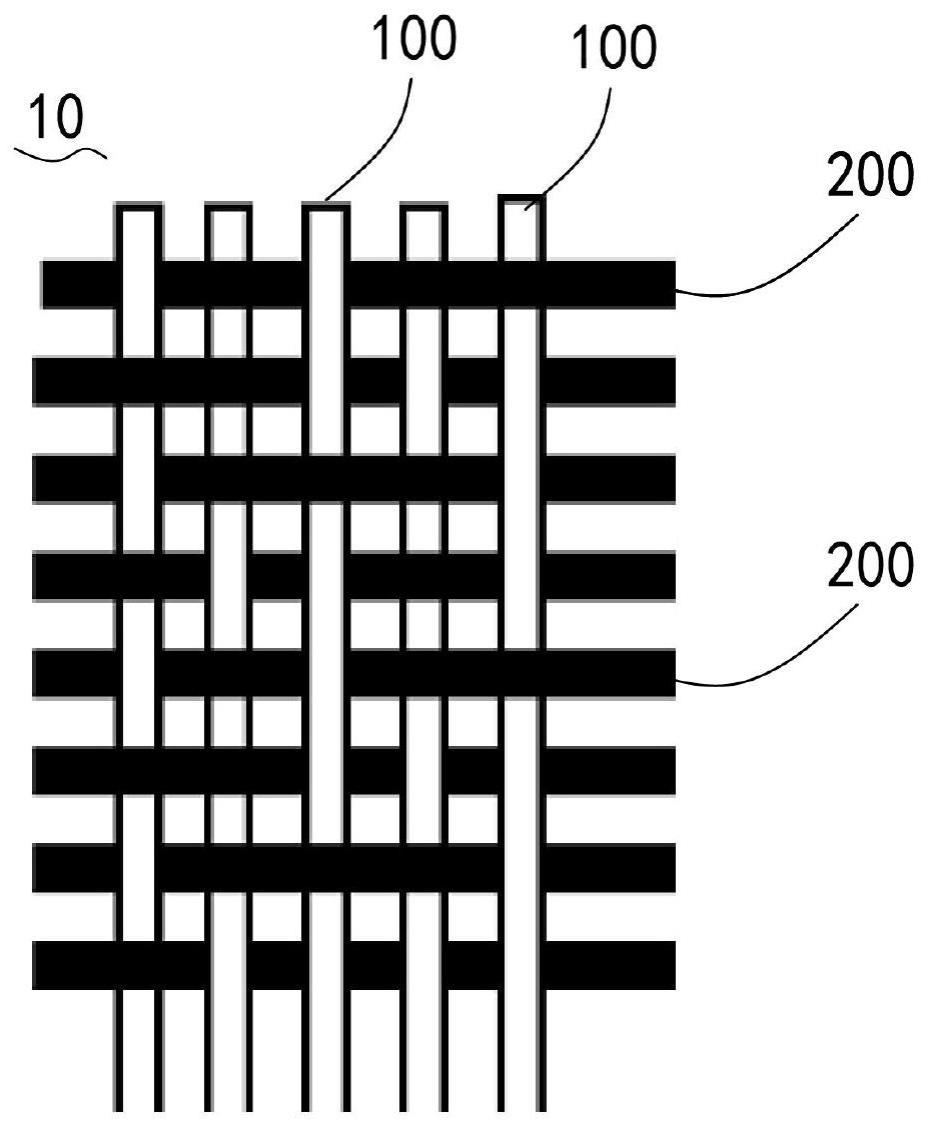
3、一种弧形织带,采用经纱和纬纱通过梭织方式编织而成,或者采用经纱和衬纬纱通过针织方式编织而成;
4、其中,梭织方式编织时,所述经纱包括弹性纱和非弹性纱,所述纬纱包括非弹性纱;针织方式编织时,所述经纱包括非弹性纱形成的经编编链组织,所述衬纬纱包括弹性纱衬纬纱和非弹性纱衬纬纱;编织时弧形织带的弧度通过如下方法控制:控制经纱的非弹性纱张力形成张力差,或者控制弹性纱的张力形成张力差,或者同步控制弹性纱及非弹性纱的送纱张力形成张力差。
5、在其中一些实施例中,所述弹性纱的纱线弹性伸长率大于或等于20%。
6、在其中一些实施例中,梭织方式编织中,所述弧形织带的经纱密度为70经/厘米~130经/厘米,纬纱密度为8纬/厘米~20纬/厘米;
7、和/或,针织方式编织中,所述弧形织带针数为14针~28针,纬纱密度为8纬/英寸~40纬/英寸。
8、在其中一些实施例中,梭织方式编织中,所述弧形织带组织结构为平纹组织、斜纹组织或者联合组织;
9、针织方式编织中,所述弧形织带组织结构为衬纬经编组织。
10、本申请一实施例还提供了一种弧形织带的制造方法。
11、一种所述弧形织带的制造方法,包括如下步骤:
12、采用经纱和纬纱通过梭织方式编织而成,或者采用经纱和衬纬纱通过针织方式编织而成;
13、其中,梭织方式编织时,所述经纱包括弹性纱和非弹性纱,所述纬纱包括非弹性纱;针织方式编织时,所述经纱包括非弹性纱形成的经编编链组织,所述衬纬纱包括弹性纱衬纬纱和非弹性纱衬纬纱;
14、通过控制经纱的非弹性纱张力形成张力差,或者控制弹性纱的张力形成张力差,或者同步控制弹性纱及非弹性纱的送纱张力形成张力差,使得弧形织带弯曲成预定弧度。
15、在其中一些实施例中,所述弧形织带的制造方法还包括如下步骤:对所述经纱进行整经处理,整经处理时采用大于或等于两个经轴,整经张力差为0.5n~5n。
16、在其中一些实施例中,所述弧形织带的制造方法还包括如下步骤:
17、将经纱条数分为两个或多个区域,每个区域对应至少一个经轴,由第一个区域至最后一个区域,经轴张力逐渐递增或逐渐递减,经纱上机织造时多个经轴按张力递增或递减的排列,送经时通过张力控制装置检测每根经纱的送经张力。
18、在其中一些实施例中,通过张力控制装置自动检测并调整每根经纱的送经张力,送经张力偏差控制在正负0.5n以内。
19、在其中一些实施例中,所述弧形织带的制造方法还包括如下步骤:
20、所述弧形织带使用平烫机进行后处理,在平烫机的进料端以及出料端分别设置进口挡板、出口挡板,后处理时使用直条织带做过机带,使弧形织带按轨道出带。
21、在其中一些实施例中,控制所述平烫机的整烫温度范围为100℃~170℃。
22、在其中一些实施例中,织带宽度范围为1cm~7cm。
23、上述弧形织带,弯曲弧度稳定可控。本申请的弧形织带的弯曲弧度准度提高,弧度可控,生产不同批次时弧度偏差减小,同理在织造直条织带时也能控制减少弯带出现的几率,提高生产效率,减少废带的产生。本申请的弧形织带可以更贴合人体曲线,直条弹力织带使用在有围度差的区域时,如手臂大腿等的上粗下细,腰部的上细下粗等,围度较大一方的橡筋老化速度会比围度较小一方快,弧形织带则可以根据围度差织造更贴合人体的织带。
技术特征:
1.一种弧形织带,其特征在于,采用经纱和纬纱通过梭织方式编织而成,或者采用经纱和衬纬纱通过针织方式编织而成;
2.根据权利要求1所述的弧形织带,其特征在于,所述弹性纱的纱线弹性伸长率大于或等于20%。
3.根据权利要求1所述的弧形织带,其特征在于,梭织方式编织中,所述弧形织带的经纱密度为70经/厘米~130经/厘米,纬纱密度为8纬/厘米~20纬/厘米;
4.根据权利要求1所述的弧形织带,其特征在于,梭织方式编织中,所述弧形织带组织结构为平纹组织、斜纹组织或者联合组织;
5.一种权利要求1~4任意一项所述的弧形织带的制造方法,其特征在于,包括如下步骤:
6.根据权利要求5所述的弧形织带的制造方法,其特征在于,所述弧形织带的制造方法还包括如下步骤:对所述经纱进行整经处理,整经处理时采用大于或等于两个经轴,整经张力差为0.5n~5n。
7.根据权利要求5所述的弧形织带的制造方法,其特征在于,所述弧形织带的制造方法还包括如下步骤:
8.根据权利要求7所述的弧形织带的制造方法,其特征在于,通过张力控制装置自动检测并调整每根经纱的送经张力,送经张力偏差控制在正负0.5n以内。
9.根据权利要求5~8任意一项所述的弧形织带的制造方法,其特征在于,所述弧形织带的制造方法还包括如下步骤:
10.根据权利要求9所述的弧形织带的制造方法,其特征在于,控制所述平烫机的整烫温度范围为100℃~170℃。
技术总结
本发明公开了一种弧形织带及其制造方法。弧形织带采用经纱和纬纱通过梭织方式编织而成,或者采用经纱和衬纬纱通过针织方式编织而成;其中,梭织方式编织时,所述经纱包括弹性纱和非弹性纱,所述纬纱包括非弹性纱;针织方式编织时,所述经纱包括非弹性纱形成的经编编链组织,所述衬纬纱包括弹性纱和非弹性纱;编织时弧形织带的弧度通过如下方法控制:控制经纱的非弹性纱张力形成张力差,或者控制弹性纱的张力形成张力差,或者同步控制弹性纱及非弹性纱的送纱张力形成张力差。本发明的弧形织带弯曲弧度可控。
技术研发人员:劳芷靖,周建,张俭
受保护的技术使用者:广东康派环创科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!