一种复合材料进气机匣预制体三维机织组织结构及设计方法
本发明属于复合材料预制体成形,具体涉及复合材料进气机匣预制体三维机织组织结构的设计。
背景技术:
1、航空发动机进气机匣进气机匣框架结构为发动机的承力框架,如公开号为cn111486004a的专利申请所公开的一种进气机匣框架结构,其包括:内环、外环及连接内环及外环之间的若干支板。
2、通常采用金属材料或层合结构复合材料制备而成。金属材料产品质量大,极大限制了航空发动机的推重,制约了航空飞行器的发展,传统层合形成复合材料进气机匣构件层间性能差,内外环及支板之间的连接效果差,影响发动机的整体性能。
3、故,需要一种新的技术方案以解决上述问题。
技术实现思路
1、发明目的:针对上述存在的技术问题,本发明提供一种复合材料进气机匣预制体三维机织组织结构及设计方法,目的是提供可以通过复合材料进行编织的进气机匣预制体组织结构。
2、技术方案:为实现上述目的,本发明采用以下技术方案:
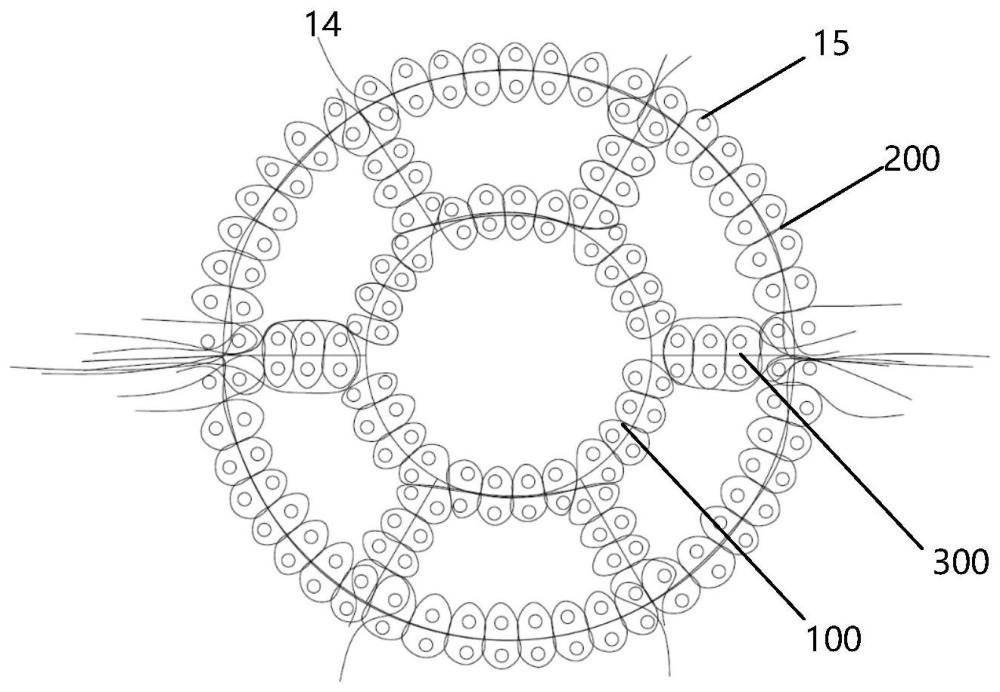
3、一种复合材料进气机匣预制体三维机织组织结构,包括内环、外环及若干支板,内环、外环为同心圆环,所述支板连接于内环及外环之间,其特征在于,所述内环、外环及若干支板均由纱线织造而成,其中,所述纱线包括经纱及纬纱;围绕复合材料进气机匣预制体内环、外环以及穿过进气机匣预制体支板的纱线为经纱;沿同心圆环进气机匣预制体轴向方向的纱线作为纬纱。
4、进一步的,复合材料进气机匣预制体的纱线包含四种路径,第一种路径从进气机匣的预制体外环的一端引入,绕进气机匣预制体外环半圈至外环的另一端;第二种路径从进气机匣预制体外环引入,穿过进气机匣支板,绕进气机匣预制体内环,再经过支板,从预制体外环穿出;第三种路径从预制体的外环引入,跳过支板直接穿入内环,再穿过支板,从外环穿入;第四种路径从预制体的外环引入,穿过支板,穿入内环,再跳过支板直接穿入外环。
5、进一步的,进气机匣预制体外环、支板、内环使用的三维组织结构,包含三维正交组织结构、三维层间角联锁组织结构、三维贯穿角联锁组织结构中的一种或几种。
6、进一步的,所述支板的数量为六支板、八支板或十二支板。
7、进一步的,通过改变内环、外环及支板纱线交织长度、层数参数而调整内环、外环及支板的尺寸及厚度。
8、本发明同时提供一种复合材料进气机匣预制体三维机织组织结构设计方法的技术方案:
9、以围绕复合材料进气机匣预制体内环、外环以及穿过进气机匣预制体支板的纱线作为经纱,沿同心圆环进气机匣预制体轴向方向的纱线作为纬纱。
10、进一步的,设计四种路径进行引纱,第一种路径从进气机匣的预制体外环的一端引入,绕进气机匣预制体外环半圈至外环的另一端;第二种路径从进气机匣预制体外环引入,穿过进气机匣支板,绕进气机匣预制体内环,再经过支板,从预制体外环穿出;第三种路径从预制体的外环引入,跳过支板直接穿入内环,再穿过支板,从外环穿入;第四种路径从预制体的外环引入,穿过支板,穿入内环,再跳过支板直接穿入外环。
11、进一步的,进气机匣预制体外环、支板、内环使用的三维组织结构,包含三维正交组织结构、三维层间角联锁组织结构、三维贯穿角联锁组织结构中的一种或几种。
12、进一步的,通过改变内环、外环及支板纱线交织长度、层数参数而调整内环、外环及支板的尺寸及厚度。
13、进一步的,复合材料进气机匣预制体首尾及周围存在未参与交织的纱线,通过粘贴、缝合的后处理工序将复合材料进气机匣预制体制备成一个整体。
14、有益效果:与现有技术相比,本发明具有以下优点:
15、1、本发明提供的复合材料进气机匣预制体三维机织组织结构及设计方法,将三维机织技术运用到复合材料进气机匣预制体成形上,相较于现有金属材料进气机匣及层合复合材料进气机匣实现了进气机匣的质量的轻量化和结构的整体化。
16、2、本发明一种复合材料进气机匣预制体三维机织组织结构设计方法基于平织机设计,在普通的平织机上可以实现设计方法验证,降低了对设备的要求,使复合材料进气机匣预制体的成形织造更为便捷,也有利于预制体的批量化生产。
技术特征:
1.一种复合材料进气机匣预制体三维机织组织结构,包括内环、外环及若干支板,内环、外环为同心圆环,所述支板连接于内环及外环之间,其特征在于,所述内环、外环及若干支板均由纱线织造而成,其中,所述纱线包括经纱及纬纱;围绕复合材料进气机匣预制体内环、外环以及穿过进气机匣预制体支板的纱线为经纱;沿同心圆环进气机匣预制体轴向方向的纱线作为纬纱。
2.根据权利要求1所述的复合材料进气机匣预制体三维机织组织结构,其特征在于,复合材料进气机匣预制体的纱线包含四种路径,第一种路径从进气机匣的预制体外环的一端引入,绕进气机匣预制体外环半圈至外环的另一端;第二种路径从进气机匣预制体外环引入,穿过进气机匣支板,绕进气机匣预制体内环,再经过支板,从预制体外环穿出;第三种路径从预制体的外环引入,跳过支板直接穿入内环,再穿过支板,从外环穿入;第四种路径从预制体的外环引入,穿过支板,穿入内环,再跳过支板直接穿入外环。
3.根据权利要求1或2所述的复合材料进气机匣预制体三维机织组织结构,其特征在于,进气机匣预制体外环、支板、内环使用的三维组织结构,包含三维正交组织结构、三维层间角联锁组织结构、三维贯穿角联锁组织结构中的一种或几种。
4.根据权利要求1所述的复合材料进气机匣预制体三维机织组织结构,其特征在于,所述支板的数量为六支板、八支板或十二支板。
5.根据权利要求4所述的复合材料进气机匣预制体三维机织组织结构,其特征在于,通过改变内环、外环及支板纱线交织长度、层数参数而调整内环、外环及支板的尺寸及厚度。
6.一种复合材料进气机匣预制体三维机织组织结构设计方法,其特征在于,以围绕复合材料进气机匣预制体内环、外环以及穿过进气机匣预制体支板的纱线作为经纱,沿同心圆环进气机匣预制体轴向方向的纱线作为纬纱。
7.根据权利要求6所述的复合材料进气机匣预制体三维机织组织结构设计方法,其特征在于,设计四种路径进行引纱,第一种路径从进气机匣的预制体外环的一端引入,绕进气机匣预制体外环半圈至外环的另一端;第二种路径从进气机匣预制体外环引入,穿过进气机匣支板,绕进气机匣预制体内环,再经过支板,从预制体外环穿出;第三种路径从预制体的外环引入,跳过支板直接穿入内环,再穿过支板,从外环穿入;第四种路径从预制体的外环引入,穿过支板,穿入内环,再跳过支板直接穿入外环。
8.根据权利要求6或7所述的复合材料进气机匣预制体三维机织组织结构设计方法,其特征在于,进气机匣预制体外环、支板、内环使用的三维组织结构,包含三维正交组织结构、三维层间角联锁组织结构、三维贯穿角联锁组织结构中的一种或几种。
9.根据权利要求6所述的复合材料进气机匣预制体三维机织组织结构设计方法,其特征在于,通过改变内环、外环及支板纱线交织长度、层数参数而调整内环、外环及支板的尺寸及厚度。
10.根据权利要求6或7所述的复合材料进气机匣预制体三维机织组织结构设计方法,其特征在于,复合材料进气机匣预制体首尾及周围存在未参与交织的纱线,通过粘贴、缝合的后处理工序将复合材料进气机匣预制体制备成一个整体。
技术总结
本发明公开了一种复合材料进气机匣预制体三维机织组织结构及设计方法,该结构包括内环、外环及若干支板。所述内环、外环及若干支板均由纱线织造而成,其中,所述纱线包括经纱及纬纱;围绕复合材料进气机匣预制体内环、外环以及穿过进气机匣预制体支板的纱线为经纱;沿同心圆环进气机匣预制体轴向方向的纱线作为纬纱。从而将三维机织技术运用到复合材料进气机匣预制体成形上,相较于现有金属材料进气机匣及层合复合材料进气机匣实现了进气机匣的质量的轻量化和结构的整体化。
技术研发人员:单忠德,王亚兰,高文博,袁志超,郭子桐,王尧尧,孙正
受保护的技术使用者:南京航空航天大学
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!