一种三维预制件成型装置的制作方法
本技术涉及非织造预制件制备,特别涉及一种三维预制件成型装置。
背景技术:
1、三维预制件成型技术是将纤维网胎均匀铺设在预制件模具上,通过逐层针刺的方法在厚度方向引入纤维,形成的三维结构预制体,克服了层间强度弱的缺点。
2、目前传统的三维预制件的制备方法是将梳理成网的网胎层叠层的形式包裹在预制件模具上然后针刺,此方法生产效率低,造成材料浪费,成本高。
技术实现思路
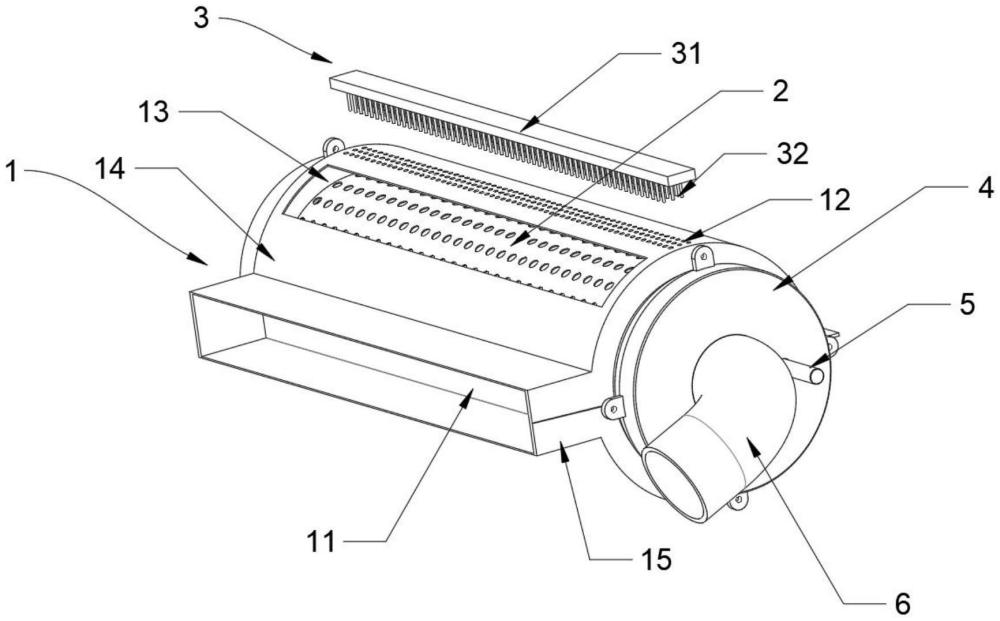
1、针对以上现有技术存在的缺陷,本实用新型的主要目的在于克服现有技术的不足之处,公开了一种三维预制件成型装置,包括挡棉外壳、网笼组件、针刺组件、固定组件和转动组件,所述挡棉外壳上设置进棉风道和针孔,所述网笼组件设置在所述挡棉外壳内,所述网笼组件与所述固定组件转动连接,所述固定组件与机架连接,利用所述转动组件驱动所述网笼组件在所述挡棉外壳内转动,所述固定组件上连接吸风风道,使得所述挡棉外壳内处于低压状态,所述针刺组件穿过所述针孔对网笼组件上的纤维棉层不断针刺。
2、进一步地,所述网笼组件包括网笼本体和网笼壳体,所述网笼壳体可拆卸的套设在所述网笼本体外,所述网笼本体和所述网笼壳体上对应位置设置若干气孔,使得网笼组件内外实现气流流动,将纤维吸附在网笼组件上,所述网笼壳体为软性材料。
3、进一步地,所述网笼壳体为橡胶制品。
4、进一步地,所述网笼壳体的端部与所述网笼本体通过螺丝固定。
5、进一步地,所述固定组件包括网笼固定板、网笼挡板和网笼罩,所述网笼固定板与所述网笼挡板通过轴承与所述网笼组件转动连接,所述网笼罩为环状结构,所述网笼罩套设在所述网笼组件和所述网笼挡板的端部。
6、进一步地,所述网笼罩的外周设置连接耳,通过所述连接耳与支架固定。
7、进一步地,支架上设置连接件,所述连接件通过螺丝与所述网笼固定板、所述网笼挡板固定。
8、进一步地,所述挡棉外壳上还设置有观察窗,所述观察窗上安装pc透明板。
9、进一步地,所述挡棉外壳包括密封拼接的上罩壳和下罩壳。
10、进一步地,所述转动组件包括转轴、内齿圈和齿轮,所述齿轮设置在所述转轴上,所述转轴与电机连接,所述内齿圈固定在所述网笼组件内,所述齿轮与所述内齿圈啮合,利用所述电机驱动所述转轴并带动所述齿轮转动,以实现所述内齿圈带动所述网笼组件转动。
11、本实用新型取得的有益效果:
12、本实用新型将开清处理后的纤维输送至进棉风道,网笼组件内连接吸风风道,使得网笼组件内腔为相对低压区,将输入的纤维吸附在网笼组件上,包裹在网笼组件形成纤维层,通过针刺组件对纤维曾经进行针刺,以使得预制件达到所需要求的密度质量,实现预制件的生产。并且下料方便,大大提高了生产效率。
技术特征:
1.一种三维预制件成型装置,其特征在于,包括挡棉外壳、网笼组件、针刺组件、固定组件和转动组件,所述挡棉外壳上设置进棉风道和针孔,所述网笼组件设置在所述挡棉外壳内,所述网笼组件与所述固定组件转动连接,所述固定组件与机架连接,利用所述转动组件驱动所述网笼组件在所述挡棉外壳内转动,所述固定组件上连接吸风风道,使得所述挡棉外壳内处于低压状态,所述针刺组件穿过所述针孔对网笼组件上的纤维棉层不断针刺。
2.根据权利要求1所述的一种三维预制件成型装置,其特征在于,所述网笼组件包括网笼本体和网笼壳体,所述网笼壳体可拆卸的套设在所述网笼本体外,所述网笼本体和所述网笼壳体上对应位置设置若干气孔,使得网笼组件内外实现气流流动,将纤维吸附在网笼组件上,所述网笼壳体为软性材料。
3.根据权利要求2所述的一种三维预制件成型装置,其特征在于,所述网笼壳体为橡胶制品。
4.根据权利要求2所述的一种三维预制件成型装置,其特征在于,所述网笼壳体的端部与所述网笼本体通过螺丝固定。
5.根据权利要求1所述的一种三维预制件成型装置,其特征在于,所述固定组件包括网笼固定板、网笼挡板和网笼罩,所述网笼固定板与所述网笼挡板通过轴承与所述网笼组件转动连接,所述网笼罩为环状结构,所述网笼罩套设在所述网笼组件和所述网笼挡板的端部。
6.根据权利要求5所述的一种三维预制件成型装置,其特征在于,所述网笼罩的外周设置连接耳,通过所述连接耳与支架固定。
7.根据权利要求5所述的一种三维预制件成型装置,其特征在于,支架上设置连接件,所述连接件通过螺丝与所述网笼固定板、所述网笼挡板固定。
8.根据权利要求1所述的一种三维预制件成型装置,其特征在于,所述挡棉外壳上还设置有观察窗,所述观察窗上安装pc透明板。
9.根据权利要求1所述的一种三维预制件成型装置,其特征在于,所述挡棉外壳包括密封拼接的上罩壳和下罩壳。
10.根据权利要求1所述的一种三维预制件成型装置,其特征在于,所述转动组件包括转轴、内齿圈和齿轮,所述齿轮设置在所述转轴上,所述转轴与电机连接,所述内齿圈固定在所述网笼组件内,所述齿轮与所述内齿圈啮合,利用所述电机驱动所述转轴并带动所述齿轮转动,以实现所述内齿圈带动所述网笼组件转动。
技术总结
本技术公开了一种三维预制件成型装置,包括挡棉外壳、网笼组件、针刺组件、固定组件和转动组件,挡棉外壳上设置进棉风道和针孔,网笼组件设置在挡棉外壳内,网笼组件与固定组件转动连接,固定组件与机架连接,利用转动组件驱动网笼组件在挡棉外壳内转动,固定组件上连接吸风风道,使得挡棉外壳内处于低压状态,针刺组件穿过针孔对网笼组件上的纤维棉层不断针刺。本技术将开清处理后的纤维输送至进棉风道,网笼组件内连接吸风风道,使得网笼组件内腔为相对低压区,将输入的纤维吸附在网笼组件上,包裹在网笼组件形成纤维层,通过针刺组件对纤维进行针刺,以使得预制件达到所需要求的密度质量,实现预制件的生产。
技术研发人员:杜庆祥,范臻,丁旭
受保护的技术使用者:常熟万龙机械有限公司
技术研发日:20230907
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!