一种陶瓷数码喷釉装置的制作方法
本发明涉及陶瓷打印,特别是一种陶瓷数码喷釉装置。
背景技术:
1、陶瓷喷釉中的釉料施加一般采用淋釉和喷釉两种施釉方式,但现有的陶瓷喷釉装置采用这两种方式施釉时,均通过人工把控施釉量,人工把控施釉量并不准确,从而容易导致一些陶瓷的施釉量偏低,一些陶瓷的施釉量偏高,施釉量偏低会导致釉层太薄而起不了作用,施釉量偏高会导致釉层过厚而提高成本。由于釉层的厚度很难得到保证,容易导致胚体烧裂,导致打印成品的质量低下。另外,现有的陶瓷喷釉装置都只能使用于对瓷砖进行全幅面施釉的情况,无法实现3d陶瓷喷釉的多样化喷釉的按需施釉需求。
技术实现思路
1、针对上述缺陷,本发明的目的在于提出一种陶瓷数码喷釉装置,解决了现有的陶瓷喷釉装置难以保证釉层的厚度,以及法实现3d陶瓷喷釉的多样化喷釉的按需施釉需求的问题。
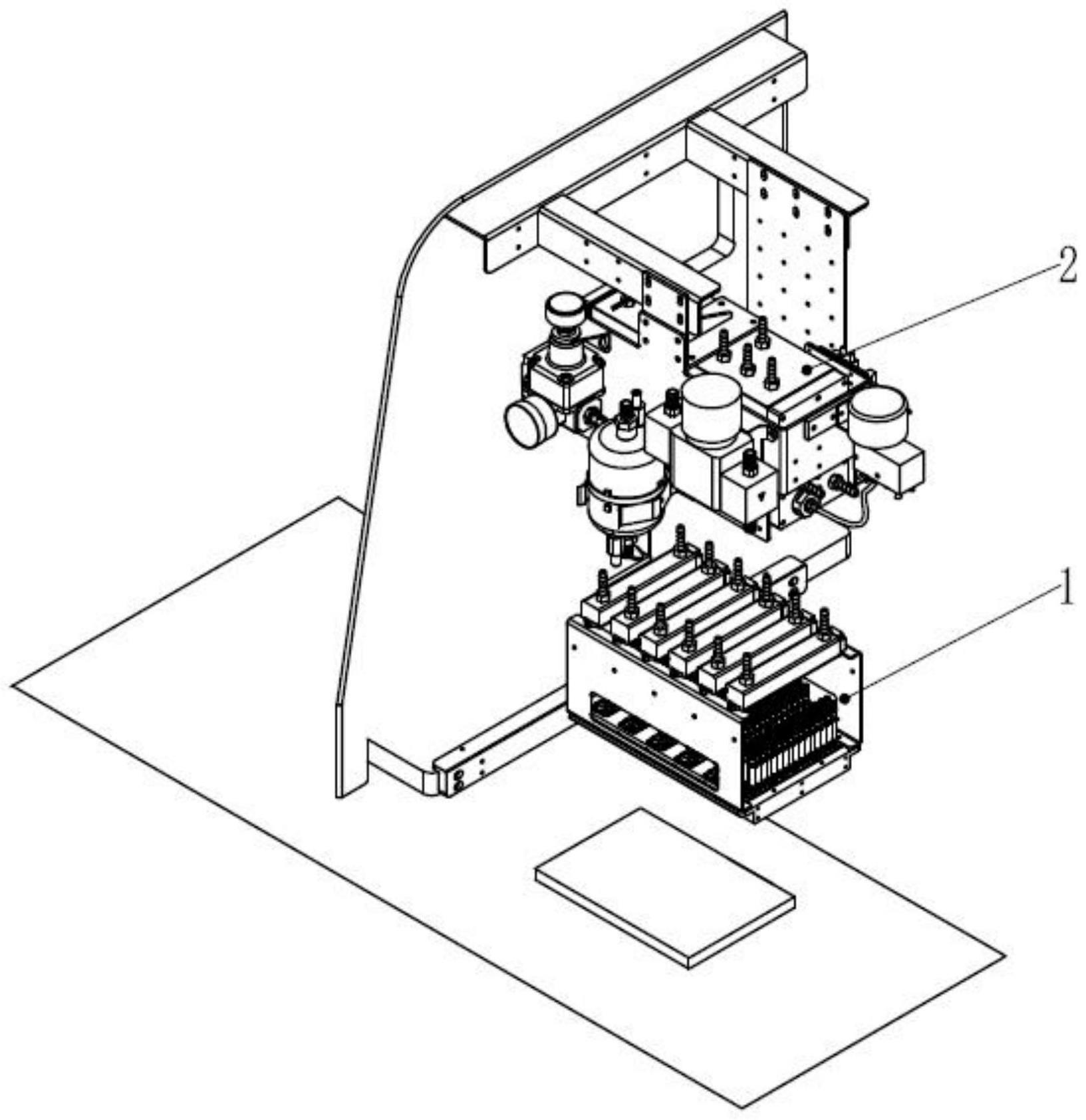
2、为达此目的,本发明采用以下技术方案:一种陶瓷数码喷釉装置,包括数码打印釉模块和供釉模块,所述数码打印釉模块和所述供釉模块连通;
3、所述数码打印釉模块包括长条釉管、快接管组件和喷釉喷头组件,所述长条釉管设有进釉口和打印釉口,喷釉喷头组件设有多个,所述进釉口通过所述长条釉管内的釉料腔与所述打印釉口连通,所述长条釉管的打印釉口通过所述快接管组件与各个所述喷釉喷头组件一一连通并形成相互独立的多条喷射釉路;
4、所述喷釉喷头组件包括阀门喷头单元和阀门喷嘴,所述阀门喷头单元的输入端与所述快接管组件连接,所述阀门喷头单元的输出端与所述阀门喷嘴连接,所述阀门喷头单元用于控制对应所述喷釉喷头组件的所述喷射釉路的通断;
5、所述供釉模块包括釉桶、供釉泵、釉盒组件、空气压缩机和调压阀,所述釉盒组件包括第一釉盒;
6、所述釉桶通过所述供釉泵与所述第一釉盒的釉料输入口连通,所述第一釉盒的釉料输出口通过所述进釉口与所述长条釉管内的釉料腔连通,所述釉桶、供釉泵、第一釉盒和所述长条釉管的进釉口依次连接并形成供釉通路;
7、所述空气压缩机、所述调压阀和所述第一釉盒的正压进气孔依次连通。
8、值得说明的是,所述长条釉管还设有出釉口,所述出釉口通过所述长条釉管内的釉料腔与所述进釉口连通;所述供釉模块还包括循环泵,所述釉盒组件还包括第二釉盒;
9、所述长条釉管的出釉口与所述第二釉盒的釉料输入口连通,所述第二釉盒的釉料输出口与所述循环泵的输入口连通,所述循环泵的输出口与所述第一釉盒的釉料输入口连通;
10、所述长条釉管的出釉口、所述第二釉盒、所述循环泵和所述第一釉盒的釉料输入口依次连接并形成大循环釉路。
11、可选地,所述供釉模块还包括过滤器,所述过滤器的输入口分别与所述供釉泵的输出口连接和与所述循环泵的输出口连接,所述过滤器的输出口与所述第一釉盒的釉料输入口连接。
12、具体地,所述供釉模块还包括缓冲罐,所述空气压缩机、所述缓冲罐、所述调压阀和所述第一釉盒的正压进气孔依次连接并形成气路。
13、优选的,所述供釉模块设置于所述数码打印釉模块的上方;
14、所述进釉口和所述出釉口分别开设于所述长条釉管的两端;
15、所述打印釉口开设于所述长条釉管的下表面,所述喷釉喷头组件设置于所述长条釉管的下方。
16、值得说明的是,所述快接管组件包括多个上快接管、多个下快接管和多个连接管道,所述上快接管和所述下快接管一一对应,所述上快接管和对应的所述下快接管通过对应的所述连接管道连通;
17、所述长条釉管开设有多个打印釉口,所述打印釉口与所述上快接管一一对应,并且所述上快接管与对应的所述打印釉口连接;
18、所述阀门喷头单元与所述下快接管一一对应,并且所述下快接管与对应的所述阀门喷头单元连接。
19、可选地,所述数码打印釉模块还包括喷头安装组件、第一安装架和第二安装架,所述喷头安装组件包括安装板,所述第一安装架和所述第二安装架均垂直于所述安装板设置,并且所述第一安装架的下端与所述安装板的上表面的左端连接,所述第二安装架的下端与所述安装板的上表面的右端连接,所述长条釉管的左端与所述第一安装架的上端连接,所述长条釉管的右端与所述第一安装架的上端连接;
20、所述安装板、所述第一安装架、所述第二安装架和所述长条釉管围成安装内腔,所述喷釉喷头组件设置于所述安装内腔内。
21、具体地,所述喷头安装组件还包括安装座和调节安装部,所述喷釉喷头组件从所述安装座的上表面往其下表面的方向穿过,并且所述喷釉喷头组件固定于所述安装座,所述安装座通过所述调节安装部固定于所述安装板。
22、优选的,所述喷釉喷头组件还包括凸出圆环,所述凸出圆环固定于所述阀门喷头单元的外壁,在所述喷釉喷头组件穿过所述安装座后,所述凸出圆环位于所述安装座的上表面;
23、所述喷头安装组件还包括压紧块,所述压紧块开设有喷头穿过孔,所述喷头穿过孔的半径大于所述阀门喷头单元的半径,并且所述喷头穿过孔的半径小于所述凸出圆环的外径;
24、所述压紧块通过所述喷头穿过孔所述阀门喷头单元的外壁,并且所述压紧块通过螺杆将所述凸出圆环压紧于所述安装座的上表面。
25、值得说明的是,所述喷头安装组件还包括定位圆环,所述定位圆环外径大于所述喷头穿过孔的半径;
26、所述定位圆环套设于所述阀门喷头单元的外壁,并且所述定位圆环压紧于所述压紧块的上表面。
27、上述技术方案中的一个技术方案具有如下有益效果:在所述陶瓷数码喷釉装置中,通过供釉通路向所述数码打印釉模块提供陶瓷喷釉的釉料,然后通过所述空气压缩机和所述调压阀调节气压,就能控制釉料的单位时间的喷射量,另外,通过控制所述阀门喷头单元的开闭来控制所述喷射釉路的通断,来控制釉滴的大小,从而精准控制陶瓷打印中釉层的厚度,避免出现釉层太薄或者太厚的情况,从而提高打印成品的质量,还能实现数码按需打印,从而能满足3d陶瓷喷釉的多样化喷釉需求。
技术特征:
1.一种陶瓷数码喷釉装置,包括数码打印釉模块和供釉模块,所述数码打印釉模块和所述供釉模块连通,其特征在于:
2.根据权利要求1所述的一种陶瓷数码喷釉装置,其特征在于:所述长条釉管还设有出釉口,所述出釉口通过所述长条釉管内的釉料腔与所述进釉口连通;所述供釉模块还包括循环泵,所述釉盒组件还包括第二釉盒;
3.根据权利要求2所述的一种陶瓷数码喷釉装置,其特征在于:所述供釉模块还包括过滤器,所述过滤器的输入口分别与所述供釉泵的输出口连接和与所述循环泵的输出口连接,所述过滤器的输出口与所述第一釉盒的釉料输入口连接。
4.根据权利要求3所述的一种陶瓷数码喷釉装置,其特征在于:所述供釉模块还包括缓冲罐,所述空气压缩机、所述缓冲罐、所述调压阀和所述第一釉盒的正压进气孔依次连接并形成气路。
5.根据权利要求2所述的一种陶瓷数码喷釉装置,其特征在于:所述供釉模块设置于所述数码打印釉模块的上方;
6.根据权利要求1所述的一种陶瓷数码喷釉装置,其特征在于:所述快接管组件包括多个上快接管、多个下快接管和多个连接管道,所述上快接管和所述下快接管一一对应,所述上快接管和对应的所述下快接管通过对应的所述连接管道连通;
7.根据权利要求1所述的一种陶瓷数码喷釉装置,其特征在于:所述数码打印釉模块还包括喷头安装组件、第一安装架和第二安装架,所述喷头安装组件包括安装板,所述第一安装架和所述第二安装架均垂直于所述安装板设置,并且所述第一安装架的下端与所述安装板的上表面的左端连接,所述第二安装架的下端与所述安装板的上表面的右端连接,所述长条釉管的左端与所述第一安装架的上端连接,所述长条釉管的右端与所述第一安装架的上端连接;
8.根据权利要求7所述的一种陶瓷数码喷釉装置,其特征在于:所述喷头安装组件还包括安装座和调节安装部,所述喷釉喷头组件从所述安装座的上表面往其下表面的方向穿过,并且所述喷釉喷头组件固定于所述安装座,所述安装座通过所述调节安装部固定于所述安装板。
9.根据权利要求8所述的一种陶瓷数码喷釉装置,其特征在于:所述喷釉喷头组件还包括凸出圆环,所述凸出圆环固定于所述阀门喷头单元的外壁,在所述喷釉喷头组件穿过所述安装座后,所述凸出圆环位于所述安装座的上表面;
10.根据权利要求9所述的一种陶瓷数码喷釉装置,其特征在于:所述喷头安装组件还包括定位圆环,所述定位圆环外径大于所述喷头穿过孔的半径;
技术总结
本发明公开了一种陶瓷数码喷釉装置,属于陶瓷打印技术领域,数码打印釉模块和供釉模块连通;数码打印釉模块包括长条釉管、快接管组件和喷釉喷头组件,长条釉管的打印釉口通过快接管组件与各个喷釉喷头组件一一连通并形成多条喷射釉路;喷釉喷头组件包括阀门喷头单元和阀门喷嘴,阀门喷头单元的输入端与快接管组件连接,阀门喷头单元的输出端与阀门喷嘴连接;供釉模块包括釉桶、供釉泵、釉盒组件、空气压缩机和调压阀;釉桶、供釉泵、第一釉盒和长条釉管的进釉口依次连接并形成供釉通路;空气压缩机、调压阀和第一釉盒的正压进气孔依次连通。本发明解决了陶瓷喷釉装置难以保证釉层的厚度,以及法实现陶瓷喷釉的多样化喷釉的按需施釉需求的问题。
技术研发人员:邓社广,钟志生
受保护的技术使用者:佛山希望数码印刷设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!