一种用于石墨加工的PCD钻头的制作方法
一种用于石墨加工的pcd钻头
技术领域
1.本实用新型涉及pcd钻头技术领域,具体为一种用于石墨加工的pcd钻头。
背景技术:
2.钻头是具有一个或多个刀齿以及直刃或螺旋刃的旋转加工刀具,这是一种用在材料上钻孔加工的旋转刀具,可以实现钻孔或者扩孔。
3.目前用于加工石墨的钻头按材质可分为三类,分别是高速钢钻头、硬质合金钻头与pcd钻头,但这三种材料的钻头使用寿命都较短,特别是现有的pcd钻头,这种pcd钻头在主切削刃上焊接有pcd复合片,用于提升刀具的耐磨性能,但是钻头的钻尖部分采用的依旧是硬质合金材料,这一部位的耐磨性能没有得到提升,而在实际加工中钻尖相比pcd刃口的部分更容易磨损,从而导致钻头失效。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了一种用于石墨加工的pcd钻头,具备提高钻头使用寿命的优点,解决了现有的用于加工石墨的钻头使用寿命较短的问题。
6.(二)技术方案
7.为实现上述目的,本实用新型提供如下技术方案:一种用于石墨加工的pcd钻头,包括基体,所述基体的前侧开设有第一刃口,所述基体的后侧开设有第二刃口,所述第一刃口的前侧设置有第一复合片,所述第二刃口的后侧设置有第二复合片,所述第一复合片和第二复合片均设置在靠近基体的左端面处。
8.优选的,所述第一刃口后侧的内壁开设有第一固定槽,所述第一复合片的后侧与第一固定槽后侧的内壁焊接,从而将第一复合片与钻头的钻尖连接为一体,避免第一复合片在钻头转动过程中脱离。
9.优选的,所述第二刃口前侧的内壁开设有第二固定槽,所述第二复合片的前侧与第二固定槽前侧的内壁焊接,以便于将第二复合片与钻头连接为一体,防止第二复合片在钻头转动时发生脱落。
10.优选的,所述第一复合片的左侧为主切削刃面,主切削刃是钻头钻尖与代加工工件的第一接触点,主切削刃的好坏直接决定了钻头的适用程度。
11.优选的,所述基体包括钻柄和钻体两部分,所述钻柄与钻体为一体成型,从而保证钻柄与钻体具有良好的整体性。
12.优选的,所述pcd钻头钻尖处的横刃在0.1cm至0.3cm之间,第一后角在10
°
至15
°
之间,后宽度在0.1cm至0.15cm之间,第二后角在35
°
至55
°
之间,当钻头钻尖的规格参数符合上述要求后,该钻头使用时的力学性能较为合理。
13.优选的,所述第一复合片和第二复合片均为pcd材料复合片。
14.与现有技术相比,本实用新型提供了一种用于石墨加工的pcd钻头,具备以下有益
效果:
15.1、该用于石墨加工的pcd钻头,通过基体、第一刃口、第二刃口、第一复合片和第二复合片之间的相互配合,将第一复合片和第二复合片作为钻头的钻尖部分,降低了钻尖的损耗,达到了提高钻头使用寿命的效果,解决了现有的用于加工石墨的钻头使用寿命较短的问题。
16.2、该用于石墨加工的pcd钻头,通过基体、第一刃口、第二刃口、第一固定槽、第二固定槽、第一复合片和第二复合片之间的相互配合,只需在钻头的钻尖处设置pcd复合片,便可以代替传统pcd钻头主切削刃上设置的pcd复合片,节省了加工成本,达到了降低生产成本的效果,解决了现有pcd钻头生产时pcd复合片用料较大的问题。
附图说明
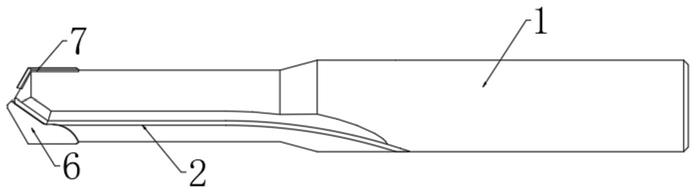
17.图1为本实用新型正视图;
18.图2为本实用新型左视图;
19.图3为本实用新型第一复合片结构示意图;
20.图4为本实用新型第二复合片结构示意图;
21.图5为本实用新型俯视图;
22.图6为本实用新型立体图;
23.图7为本实用新型基体结构示意图;
24.图8为本实用新型基体左视图。
25.其中:1、基体;2、第一刃口;3、第二刃口;4、第一固定槽;5、第二固定槽;6、第一复合片;7、第二复合片。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.请参阅图1-8,一种用于石墨加工的pcd钻头,包括基体1,基体1为硬质合金材质,硬质合金制成基体1具有刚性好和强度高等优点,基体1包括钻柄和钻体两部分,钻柄与钻体为一体成型,基体1的前侧开设有第一刃口2,基体1的后侧开设有第二刃口3,第一刃口2的前侧设置有第一复合片6,第一复合片6的左侧为主切削刃面,第二刃口3的后侧设置有第二复合片7,第二刃口3前侧的内壁开设有第二固定槽5,第二复合片7的前侧与第二固定槽5前侧的内壁焊接,第一固定槽4和第二固定槽5均为磨削加工出的焊接位,第一复合片6和第二复合片7均为pcd材料复合片。
28.第一复合片6和第二复合片7均设置在靠近基体1的左端面处,即钻头的钻尖处,此时第一复合片6和第二复合片7成为了钻头的主要切削部位,然而由于pcd材料的硬度极高,加工难度非常大,目前pcd的加工方式有三种,分别是线切割、砂轮磨削和激光加工,其中激光加工相相较于其他两种加工方式而言具有可对刀具刃口形状轮廓进行无限制加工,还具有加工效率高、损耗小、环保和无污染的优点,并且刃口崩缺可控制在小于两微米以内,因
此激光加工是最合适的pcd材料加工方式,而且该种钻头上的pcd复合片还具有硬度高和强度低的特点,所以这种钻头只适用于石墨和纤维复合材料等加工,并不适用于有色金属的加工,该pcd钻头钻尖处的横刃在0.1cm至0.3cm之间,第一后角在10
°
至15
°
之间,后宽度在0.1cm至0.15cm之间,第二后角在35
°
至55
°
之间。
29.在使用该种钻头对石墨进行加工时,由第一复合片6和第二复合片7组成的钻尖部位先与待加工的石墨表面接触,然后钻机通过基体1带动钻尖转动,第一复合片6和第二复合片7会先后对石墨进行切削钻,从而使得钻头能快速钻入石墨内部,而且因为pcd材料硬度极高,所以在钻孔加工时,钻尖的磨损较小,相比于硬质合金的基体1而言磨损率更低。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种用于石墨加工的pcd钻头,包括基体(1),其特征在于:所述基体(1)的前侧开设有第一刃口(2),所述基体(1)的后侧开设有第二刃口(3),所述第一刃口(2)的前侧设置有第一复合片(6),所述第二刃口(3)的后侧设置有第二复合片(7),所述第一复合片(6)和第二复合片(7)均设置在靠近基体(1)的左端面处。2.根据权利要求1所述的一种用于石墨加工的pcd钻头,其特征在于:所述第一刃口(2)后侧的内壁开设有第一固定槽(4),所述第一复合片(6)的后侧与第一固定槽(4)后侧的内壁焊接。3.根据权利要求1所述的一种用于石墨加工的pcd钻头,其特征在于:所述第二刃口(3)前侧的内壁开设有第二固定槽(5),所述第二复合片(7)的前侧与第二固定槽(5)前侧的内壁焊接。4.根据权利要求1所述的一种用于石墨加工的pcd钻头,其特征在于:所述第一复合片(6)的左侧为主切削刃面。5.根据权利要求1所述的一种用于石墨加工的pcd钻头,其特征在于:所述基体(1)包括钻柄和钻体两部分,所述钻柄与钻体为一体成型。6.根据权利要求1所述的一种用于石墨加工的pcd钻头,其特征在于:所述pcd钻头钻尖处的横刃在0.1cm至0.3cm之间,第一后角在10
°
至15
°
之间,后宽度在0.1cm至0.15cm之间,第二后角在35
°
至55
°
之间。7.根据权利要求1所述的一种用于石墨加工的pcd钻头,其特征在于:所述第一复合片(6)和第二复合片(7)均为pcd材料复合片。
技术总结
本实用新型涉及PCD钻头技术领域,且公开了一种用于石墨加工的PCD钻头,包括基体,所述基体的前侧开设有第一刃口,所述基体的后侧开设有第二刃口,所述第一刃口的前侧设置有第一复合片,所述第二刃口的后侧设置有第二复合片,所述第一复合片和第二复合片均设置在靠近基体的左端面处。该用于石墨加工的PCD钻头,通过基体、第一刃口、第二刃口、第一复合片和第二复合片之间的相互配合,将第一复合片和第二复合片作为钻头的钻尖部分,降低了钻尖的损耗,达到了提高钻头使用寿命的效果,解决了现有的用于加工石墨的钻头使用寿命较短的问题。用于加工石墨的钻头使用寿命较短的问题。用于加工石墨的钻头使用寿命较短的问题。
技术研发人员:吴建军 何全优 屈忠勇
受保护的技术使用者:深圳市力博刀具技术有限公司
技术研发日:2021.12.10
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1