一种装配式墙板拉模孔通用工装的制作方法
1.本实用新型属于装配式建筑领域,特别是涉及一种装配式墙板拉模孔通用工装。
背景技术:
2.现有墙板中的拉模孔洞工装采用焊接螺母、丝杆进行对拉固定,施工难度大,当对拉改变时,墙板模具上焊接螺母需要切除,并需要打磨模台,然后重新将螺母焊接在需要的位置,造成后期改制模具困难。由于固定方式为焊接工艺,调整通孔定位,需要反复对墙板模具做打磨工艺处理,会对模台表面造成焊疤,模具表面会不平整从而影响后续构件生产的表观质量。螺母尺寸小,对于孔洞定位不精准,难以满足项目对孔洞位置的要求。
技术实现要素:
3.本实用新型的目的在于针对现有技术的不足之处,提供一种可简化改模制模环节、定位精准且可重复使用的装配式墙板拉模孔通用工装。
4.本实用新型提供的这种装配式墙板拉模孔通用工装,包括磁性底座和成型定位组件,成型定位组件包括成型套管、定位杆和锁紧组件,磁性底座吸附于墙板预制底模上,定位杆与磁性底座可拆卸连接,成型套管同心套置于定位杆外将磁性底座罩住,锁紧组件连接于定位杆上对应成型套管的上端。
5.上述技术方案的一种实施方式中,所述磁性底座包括中心钢座、磁块和钢挡板,中心钢座的中心位置处设置有螺纹孔,磁块设置于中心钢座的外围,钢挡板设置于磁块的外围,三者之间可拆卸连接为整体。
6.上述技术方案的一种实施方式中,所述中心钢座为长方体块。
7.上述技术方案的一种实施方式中,所述中心钢座、磁块和钢挡板均为长方体块,两磁块分别布置于中心钢座的宽度方向两侧,两钢挡板分别布置于磁块的外侧,中心钢座、磁块和钢挡板之间通过内六角螺栓连接固定。
8.上述技术方案的一种实施方式中,所述中心钢座和磁块上设置用于安装螺栓的圆孔,一块钢挡板上设置用于安装螺栓的螺纹孔、另一块钢挡板上设置于安装螺栓的沉头孔。
9.上述技术方案的一种实施方式中,所述定位杆为长度大于所述成型套管长度的螺杆,其下端与所述中心钢座螺纹连接。
10.上述技术方案的一种实施方式中,所述成型套管与所述中心钢座之间间隙配合。
11.上述技术方案的一种实施方式中,所述锁紧组件包括盖板和螺母,盖板通过其中心圆孔套于定位杆上盖于所述成型套管上端,螺母连接于定位杆上将盖板压紧。
12.本实用新型通过磁性底座附着于模台上,便于移动和更改位置,简化改模制模环节,提高生产效率。磁性底座四周与成型套管的内壁间隙小,避免了成型套管错位,确保浇筑时孔洞的位置精度。不需要对模具进行焊接或者切割,保证模具表面平整,从而保证了构件的表观质量;平整模台表面与成型套管底部的空隙小,加之通过盖板压紧,避免了浇筑过程中漏浆情况的发生,提高浇筑质量。简言之,本工装在浇筑过程中可提高生产效率、确保
定位精度并提高浇筑质量。
附图说明
13.图1为本实用新型一个实施例的轴侧结构示意图。
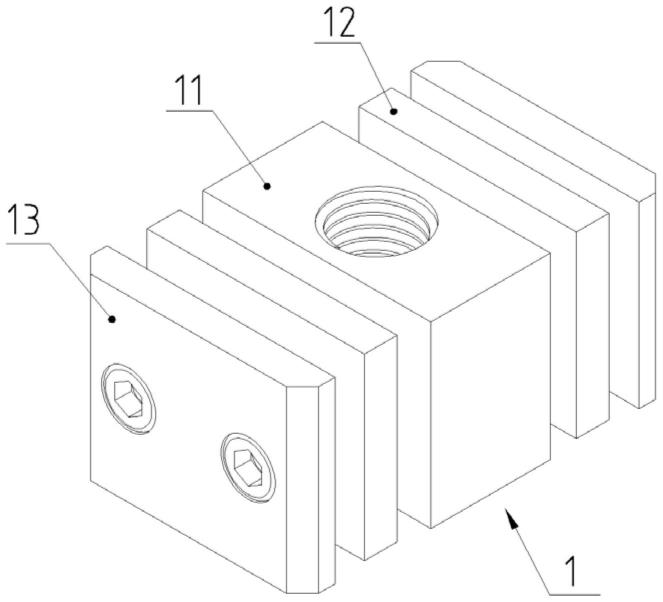
14.图2为图1中成型套管内磁性底座的轴侧结构示意图。
15.图3为图1中内部构件的轴侧结构示意图。
16.图4为本实施例使用状态的轴侧结构示意图。
具体实施方式
17.如图1至图4所示,本实施例公开的这种装配式墙板拉模孔通用工装,包括磁性底座1、成型套管2、定位杆3、锁紧组件4。
18.磁性底座1包括中心钢座11、磁块12和钢挡板13。
19.中心钢座11为长方体块,其中心位置处设置有竖直螺纹孔。磁块12和钢挡板13均为长方体块,两磁12块分别布置于中心钢座的宽度方向两侧,两钢挡板分别布置于磁块的外侧。
20.中心钢座11和磁块12上设置用于安装螺栓的圆孔,一块钢挡板13上设置用于安装螺栓的螺纹孔、另一块钢挡板13上设置于安装螺栓的沉头孔,中心钢座11、磁块12和钢挡板13之间通过内六角螺栓连接固定。磁性底座1通过磁块12附着于模台上。
21.成型套管2为长圆管,其长度大于预制墙板的厚度,成型套管2内壁与磁性底座1的间隙宜为2mm,以增加成型套管2的定位精度。
22.定位杆3为长度大于成型套管2长度的螺杆。
23.锁紧组件4包括盖板41和螺母42。盖板41为圆形钢板,其直径大于成型套管2的截面直径,盖板41的中心位置处开有与螺杆相匹配的圆孔。
24.装配成定位杆3和型套管2时,定位杆3的下端与中心钢座的竖直螺纹孔连接,成型套管2同心套置于定位杆3外,将磁性底座1罩住。
25.盖板41通过其中心圆孔套于定位杆3后上盖于成型套管2的上端,螺母42连接于定位杆3上将盖板压紧,并通过盖板41将成型套管2的下端压紧于模台表面上,可防止浇筑墙板时漏浆情况的发生。
26.本实用新型的使用过程如下:
27.1、磁性底座定位:根据墙板所需的拉孔位置,在模台上做出标记,根据标记位置使磁性底座附着于模台上。
28.2、定位杆连接:将定位杆的下端连接于磁性底座的螺纹孔中。
29.3、成型套管安装:将成型套管套置于磁性底座外围,并检查成型套管底部与模台是否存在间隙,防止浇筑时漏浆情况的发生。
30.4、锁紧组件安装:盖板盖于成型套管2的上端,螺母连接于定位杆上将盖板压紧。
31.本实用新型具有以下优势:
32.本工装通过磁性底座附着于模台上,便于移动和更改位置,简化改模制模环节,提高生产效率。
33.磁性底座四周与成型套管的内壁间隙小,避免了成型套管错位,确保浇筑时孔洞
的位置精度。
34.不需要对模具进行焊接或者切割,保证模具表面平整,从而保证了构件的表观质量;平整模台表面与成型套管底部的空隙小,加之通过盖板压紧,避免了浇筑过程中漏浆情况的发生,提高浇筑质量。
技术特征:
1.一种装配式墙板拉模孔通用工装,其特征在于:本工装包括磁性底座和成型定位组件,成型定位组件包括成型套管、定位杆和锁紧组件,磁性底座吸附于墙板预制底模上,定位杆与磁性底座可拆卸连接,成型套管同心套置于定位杆外将磁性底座罩住,锁紧组件连接于定位杆上对应成型套管的上端。2.如权利要求1所述的装配式墙板拉模孔通用工装,其特征在于:所述磁性底座包括中心钢座、磁块和钢挡板,中心钢座的中心位置处设置有螺纹孔,磁块设置于中心钢座的外围,钢挡板设置于磁块的外围,三者之间可拆卸连接为整体。3.如权利要求2所述的装配式墙板拉模孔通用工装,其特征在于:所述中心钢座为长方体块。4.如权利要求3所述的装配式墙板拉模孔通用工装,其特征在于:所述中心钢座、磁块和钢挡板均为长方体块,两磁块分别布置于中心钢座的宽度方向两侧,两钢挡板分别布置于磁块的外侧,中心钢座、磁块和钢挡板之间通过内六角螺栓连接固定。5.如权利要求4所述的装配式墙板拉模孔通用工装,其特征在于:所述中心钢座和磁块上设置用于安装螺栓的圆孔,一块钢挡板上设置用于安装螺栓的螺纹孔、另一块钢挡板上设置于安装螺栓的沉头孔。6.如权利要求5所述的装配式墙板拉模孔通用工装,其特征在于:所述定位杆为长度大于所述成型套管长度的螺杆,其下端与所述中心钢座螺纹连接。7.如权利要求4所述的装配式墙板拉模孔通用工装,其特征在于:所述成型套管与所述中心钢座之间间隙配合。8.如权利要求6所述的装配式墙板拉模孔通用工装,其特征在于:所述锁紧组件包括盖板和螺母,盖板通过其中心圆孔套于定位杆上盖于所述成型套管上端,螺母连接于定位杆上将盖板压紧。
技术总结
本实用新型公开了一种装配式墙板拉模孔通用工装,包括磁性底座和成型定位组件,成型定位组件包括成型套管、定位杆和锁紧组件,磁性底座吸附于墙板预制底模上,定位杆与磁性底座可拆卸连接,成型套管同心套置于定位杆外将磁性底座罩住,锁紧组件连接于定位杆上对应成型套管的上端。通过磁性底座附着于模台上,便于移动和更改位置,简化改模制模环节,提高生产效率。磁性底座四周与成型套管的内壁间隙小,避免了成型套管错位,确保浇筑时孔洞的位置精度。不需要对模具进行焊接或者切割,保证模具表面平整,从而保证了构件的表观质量;平整模台表面与成型套管底部的空隙小,加之通过盖板压紧,避免了浇筑过程中漏浆情况的发生,提高浇筑质量。提高浇筑质量。提高浇筑质量。
技术研发人员:粟光胜 张志文 胡鹏 龙刚 张友能 苗先忠 张建红 龚鹏 欧勇
受保护的技术使用者:湖南东方红住宅工业有限公司
技术研发日:2021.12.10
技术公布日:2022/6/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1