一种预制盖梁生产模具的制作方法
1.本实用新型涉及建筑施工技术领域,具体涉及一种预制盖梁生产模具。
背景技术:
2.盖梁通常用于支承、分布和传递上部结构的荷载。由于桥梁所处路线交通量较大,若采用传统的施工方法(盖梁和墩柱的制作是现场现浇,一般墩柱和盖梁分别现浇)则存在施工周期长,支模浇筑拆模工序属于高空作业、安全性差,施工质量不易保证、环保压力大以及对交通的影响大的缺点。现在预制盖梁模板加固采用常规对拉螺杆加固,利用对拉螺杆进行固定,需要人工进行安装、拆卸施工,存在人工效率低、笨重的模板安拆耗时较长、人工及机械投入增加的问题。针对上述问题,本实用新型提供了一种自动化程度高、节省人力、生产效率大大提高的预制盖梁生产模具。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种自动化程度高、节省人力、生产效率大大提高的预制盖梁生产模具。
4.为解决上述问题,本实用新型所采取的技术方案是:
5.一种预制盖梁生产模具,其包括底模、设于底模两端的端模和设于底模两侧将端模夹紧的侧模,所述侧模外侧设有支撑架,所述支撑架下方设有升降架,所述升降架下方设有若干个顶升油缸,若干个所述顶升油缸竖直固设在滑块上,所述滑块下方设有行走小车,所述滑块与行走小车外端之间设有平移油缸,所述行走小车下方沿侧模长度方向设有轨道。
6.作为本实用新型的一种实施方式,所述底模底部沿宽度方向设有下拉紧杆,所述支撑架底部设有与下拉紧杆相对应的连接件,所述下拉紧杆从连接件上穿过后通过螺栓拧紧;两个所述支撑架上端之间设有上拉紧杆,所述上拉紧杆从支撑架上端穿过,且在支撑架两侧分别通过锁紧螺栓拧紧。
7.作为本实用新型的一种实施方式,所述侧模呈ㄑ形,所述支撑架下部沿侧模长度方向设有工型钢,所述工型钢与水平设置的升降架外部相对应,所述升降架里端轮廓与侧模外部相适配。
8.作为本实用新型的一种实施方式,所述升降架内部上方沿侧模长度方向设有两个槽钢,两个所述槽钢分别与支撑架内侧和侧模外侧相接触。
9.作为本实用新型的一种实施方式,所述支撑架上部外侧沿支撑架长度方向固设有操作平台。
10.作为本实用新型的一种实施方式,每个所述行走小车下方设有两条相互平行的轨道,所述行走小车下方设有与所述轨道相适配的两排轮子,所述轮子通过驱动电机驱动。
11.采用上述技术方案所产生的有益效果在于:
12.本实用新型提供的预制盖梁生产模具,自动化程度高,侧模通过顶升油缸和平移
油缸可实现高低和左右位置调节,侧模在顶升油缸和平移油缸作用下可以将两个端模夹紧,与底模形成浇筑预制盖梁的模具,当需要拆除侧模时,通过平移油缸可以使侧模与浇筑好的预制盖梁分开;所述行走小车可以沿着轨道行走,可配合沿着轨道设置的多个底模以及配套的端模进行预制盖梁的浇筑,节省人力,生产效率得到了很大提高。
附图说明
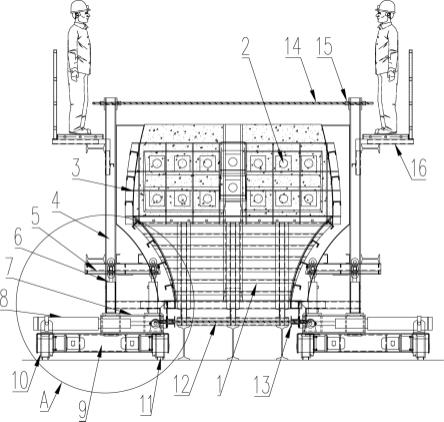
13.图1是本实用新型的主视结构示意图。
14.图2是本实用新型的俯视结构示意图。
15.图3是本实用新型的左视结构示意图。
16.图4是图3中a处局部放大示意图。
17.图5是本实用新型中底模的主视结构示意图。
18.图6是本实用新型中底模的俯视结构示意图。
19.图7是本实用新型中底模的左视结构示意图。
20.图8是本实用新型中端模的结构示意图。
21.图9是本实用新型中侧模的主视结构示意图。
22.图10是本实用新型中侧模的左视结构示意图。
23.图11是本实用新型中盖梁的结构示意图。
24.图12是本实用新型的工作状态示意图。
25.图13是本实用新型的不同工作状态示意图。
26.其中:1底模、2端模、3侧模、4支撑架、401工型钢、5升降架、501槽钢、6顶升油缸、7滑块、8平移油缸、9行走小车、10轮子、11轨道、12下拉紧杆、13连接件、14上拉紧杆、15锁紧螺栓、16操作平台、17预制盖梁。
具体实施方式
27.为使本实用新型的目的、技术方案和优点更加清楚,下面结合具体实施例对实用新型进行清楚、完整的描述。
28.如图1-图10所示的一种预制盖梁生产模具,其包括底模1、设于底模1两端的端模2和设于底模1两侧可以将端模2夹紧的侧模3,所述底模1、端模2和侧模3构成浇筑预制盖梁17的生产模具;所述侧模3外侧设有支撑架4,所述支撑架4下方设有升降架5,所述升降架5下方设有若干个顶升油缸6,本实施例中设有两个,两个所述顶升油缸6竖直固设在滑块7上,所述顶升油缸6的油缸杆自由端连接在所述支撑架4底部,所述滑块7下方设有行走小车9,所述滑块7与行走小车9外端之间设有平移油缸8,所述平移油缸8的油缸杆自由端连接在所述滑块7右端,所述行走小车9下方沿侧模3长度方向设有轨道11。
29.本实施例中,所述底模1底部沿宽度方向设有下拉紧杆12,所述支撑架4底部设有与下拉紧杆12相对应的连接件13,所述下拉紧杆12从连接件13上穿过后通过螺栓拧紧;两个所述支撑架4上端之间设有上拉紧杆14,所述上拉紧杆14从支撑架4上端穿过,且在支撑架4两侧分别通过锁紧螺栓15拧紧。所述下拉紧杆12和上拉紧杆14沿底模1长度方向均匀设置有多根,通过所述下拉紧杆12和上拉紧杆14可以将两个侧模3拉紧在一起,防止在浇筑过程中发生变形以及漏浆。
30.如图4和图11所示,所述侧模3呈ㄑ形,所述支撑架4下部沿侧模3长度方向设有工型钢401,所述工型钢401与水平设置的升降架5外部相对应,所述升降架5里端轮廓与侧模3外部相适配。作为进一步优化,所述升降架5内部上方沿侧模3长度方向设有两个槽钢501,两个所述槽钢501分别与支撑架4内侧和侧模3外侧相接触,保证升降架5的结构强度,保证升降架5能将支撑架4和侧模3平稳支撑。
31.所述支撑架4上部外侧沿支撑架4长度方向固设有操作平台16,供工作人员在上边行走。
32.每个所述行走小车9下方设有两条相互平行的轨道11,所述行走小车9下方设有与所述轨道11相适配的两排轮子10,所述轮子10通过驱动电机驱动。
33.如图12和图13所示,本实用新型提供的预制盖梁生产模具,自动化程度高,侧模3通过顶升油缸6和平移油缸8可实现高低和左右位置调节,侧模3在顶升油缸6和平移油缸8作用下可以将两个端模2夹紧,与底模1形成浇筑预制盖梁17的模具,当需要拆除侧模3时,通过平移油缸8可以使侧模3与浇筑好的预制盖梁17分开;所述行走小车9可以沿着轨道11行走,可配合沿着轨道设置的多个底模1以及配套的端模2进行预制盖梁17的浇筑,节省人力,生产效率得到了很大提高。
34.尽管参照前述实施例对本实用新型进行了详细的说明,本领域技术人员依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的精神和范围。
技术特征:
1.一种预制盖梁生产模具,其特征在于:其包括底模、设于底模两端的端模和设于底模两侧将端模夹紧的侧模,所述侧模外侧设有支撑架,所述支撑架下方设有升降架,所述升降架下方设有若干个顶升油缸,若干个所述顶升油缸竖直固设在滑块上,所述滑块下方设有行走小车,所述滑块与行走小车外端之间设有平移油缸,所述行走小车下方沿侧模长度方向设有轨道。2.根据权利要求1所述的一种预制盖梁生产模具,其特征在于:所述底模底部沿宽度方向设有下拉紧杆,所述支撑架底部设有与下拉紧杆相对应的连接件,所述下拉紧杆从连接件上穿过后通过螺栓拧紧;两个所述支撑架上端之间设有上拉紧杆,所述上拉紧杆从支撑架上端穿过,且在支撑架两侧分别通过锁紧螺栓拧紧。3.根据权利要求1所述的一种预制盖梁生产模具,其特征在于:所述侧模呈ㄑ形,所述支撑架下部沿侧模长度方向设有工型钢,所述工型钢与水平设置的升降架外部相对应,所述升降架里端轮廓与侧模外部相适配。4.根据权利要求3所述的一种预制盖梁生产模具,其特征在于:所述升降架内部上方沿侧模长度方向设有两个槽钢,两个所述槽钢分别与支撑架内侧和侧模外侧相接触。5.根据权利要求1所述的一种预制盖梁生产模具,其特征在于:所述支撑架上部外侧沿支撑架长度方向固设有操作平台。6.根据权利要求1所述的一种预制盖梁生产模具,其特征在于:每个所述行走小车下方设有两条相互平行的轨道,所述行走小车下方设有与所述轨道相适配的两排轮子,所述轮子通过驱动电机驱动。
技术总结
本实用新型涉及一种预制盖梁生产模具,其包括底模、设于底模两端的端模和设于底模两侧将端模夹紧的侧模,所述侧模外侧设有支撑架,所述支撑架下方设有升降架,所述升降架下方设有若干个顶升油缸,若干个所述顶升油缸竖直固设在滑块上,所述滑块下方设有行走小车,所述滑块与行走小车外端之间设有平移油缸,所述行走小车下方沿侧模长度方向设有轨道。本实用新型提供的预制盖梁生产模具,自动化程度高,侧模通过顶升油缸和平移油缸可实现高低和左右位置调节,侧模在顶升油缸和平移油缸作用下可以将两个端模夹紧,与底模形成浇筑预制盖梁的模具,当需要拆除侧模时,通过平移油缸可以使侧模与浇筑好的预制盖梁分开。侧模与浇筑好的预制盖梁分开。侧模与浇筑好的预制盖梁分开。
技术研发人员:刘工念 王立强 孙宝明 孙震 杨飞 张金国 刘志怀
受保护的技术使用者:河北东风世景轨道有限公司
技术研发日:2022.05.23
技术公布日:2022/11/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1