喷口砖模具的制作方法
本技术涉及热能工程,特别涉及一种喷口砖模具。本技术还涉及一种喷口砖。
背景技术:
1、多点燃烧,一般常用于蓄热式燃烧燃料分级供给方式中,为从源头减少氮氧化物生成量,燃料分级供应、多点喷火。蓄热式燃烧一般应用于高温加热炉,常规使用温度大多在1200℃甚至更高,火焰喷口装置多采用捣打料浇注后烘烤预制成型,俗称喷口砖或烧嘴砖。
2、传统喷口砖预制,多采用耐火骨料添加硅酸盐或者氧化铝成分混合而成的散料,与水搅拌,在预制模具中浇注成型,再经烘烤烧制脱除水分提升结构强度,完成预制成型。预制喷口砖的模具,材质和结构以及固定连接方式,直接影响成型后火焰喷口的尺寸精度、位置精度,影响燃烧质量和使用寿命。
3、传统模具,采用耐热钢板件和管件组合成型的,浇注成型振打过程稳固性好,但预制烘烤和高温使用时会因膨胀系统与耐火骨料的差异出现开裂,长期使用出现氧化烧损,从而出现窜火或者堵塞火眼;采用泡沫材料或者聚合物材料成型的,浇注成型振打过程容易跑模,成型后的喷口结构尺寸和位置精度难以保证,经常发生火眼被浇注料堵塞的问题。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种喷口砖模具,以提高喷口砖的成型效果。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
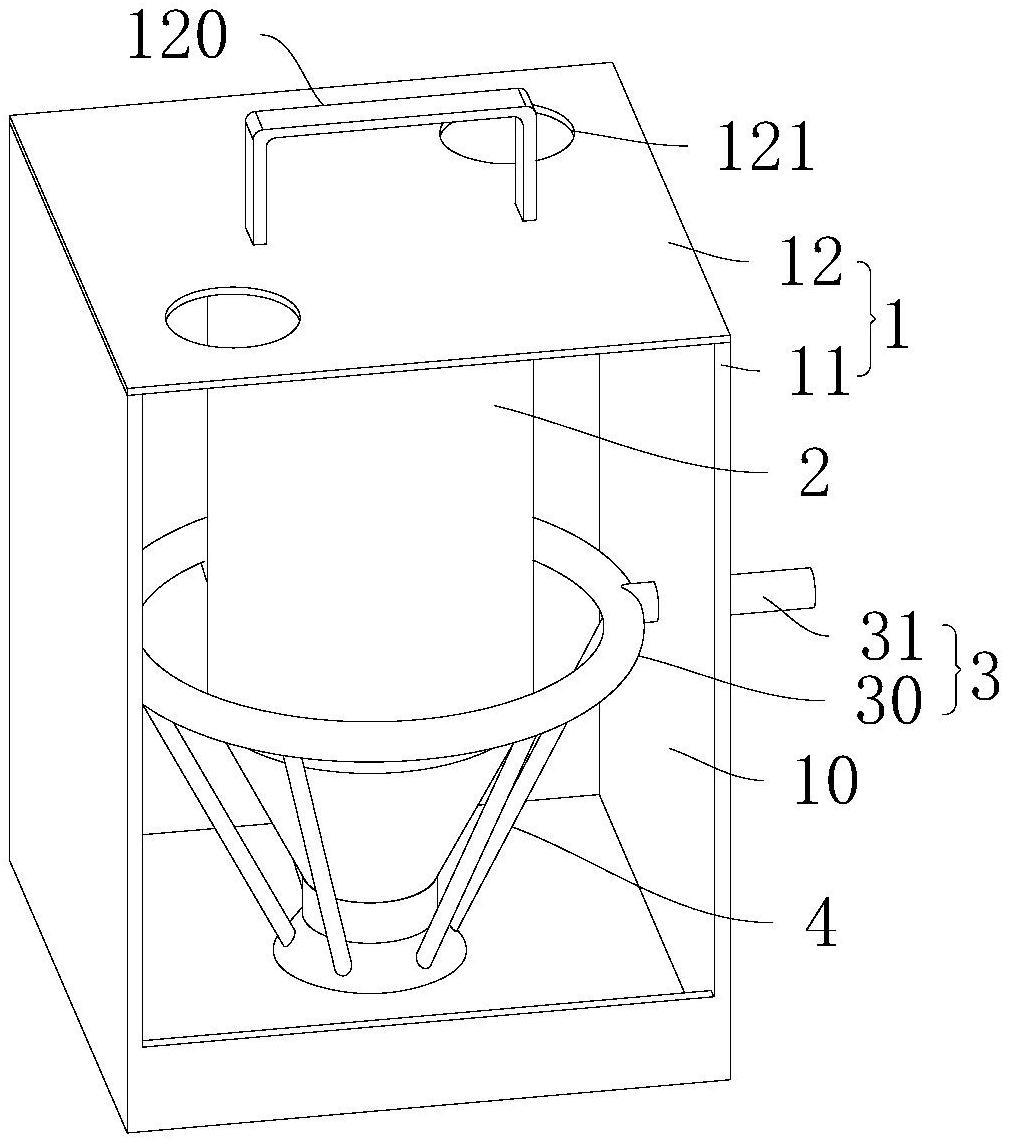
3、一种喷口砖模具,包括用于围构出和喷口砖外形一致的腔室的模具外皮,以及设于所述腔室中的主通道内模、燃料通道模具和火眼模具;所述模具外皮上设有注料口;所述主通道内模沿所述腔室的中心轴线设置,并上下贯通所述腔室;所述燃料通道模具包括围绕所述主通道内模设置的主通道部,以及连接于所述模具外皮和所述主通道部之间的外连部;所述火眼模具为环绕所述中心轴线间隔布置的多个,且各所述火眼模具连接于所述主通道内模的端部和所述主通道部之间。
4、进一步的,所述模具外皮呈盒状,包括盒体和扣盖于所述盒体敞口处的盖板,所述注料口设于所述盖板上;所述盒体上设有把手,和/或,所述盖板上设有提手。
5、进一步的,所述主通道内模为回转体,包括设于所述盒体上的喷火口内模,以及设于所述盖板上的主模;所述主模和所述喷火口内模上下对接形成所述主通道内模。
6、进一步的,所述喷火口内模上设有火眼模具定位孔,所述火眼模具的一端插设于所述火眼模具定位孔内。
7、进一步的,所述喷火口内模呈圆台状,所述喷火口内模的顶面和所述主模对接;所述火眼模具定位孔设于所述喷火口内模的侧面上。
8、进一步的,所述主模的径向尺寸大于所述喷火口内模的径向尺寸;所述主模包括连接所述盖板的主体部分,以及至少部分轴向长度上径向尺寸渐变的过渡部分,所述过渡部分连接于所述主体部分和所述喷火口内模之间。
9、进一步的,所述火眼模具和/或所述燃料通道模具采用合成石蜡制成。
10、进一步的,所述火眼模具的表面均匀刷涂有硅溶胶。
11、进一步的,所述主通道部上设有火眼模具支撑孔,相对于连接所述主通道内模的一端,所述火眼模具的另一端插设于所述火眼模具支撑孔内。
12、本实用新型所述的喷口砖模具,模具外皮和腔室中的主通道内模、燃料通道模具和火眼模具采用分体的结构,便于喷口砖的脱模,同时火眼模具为环绕中心轴线间隔布置的多个,火眼不易堵塞,能够提高制作出的喷口砖的精度和成型效果。
13、另外,通过取下扣盖于盒体敞口处的盖板,便于成型的喷口砖的脱模,同时,盒体上设有把手或者盖板上设有提手,便于工作人员对盒体或者盖板的施力。此外,喷火口内模上的火眼模具定位孔,能够辅助火眼模具的定位,方便火眼模具的装配。
14、本实用新型的另一目的在于提出一种喷口砖,所述喷口砖采用本实用新型所述的喷口砖模具制备成型。
15、本实用新型所述的喷口砖,通过采用如上所述的喷口砖模具,能够提升喷口砖整体精度和成型效果。
技术特征:
1.一种喷口砖模具,其特征在于:
2.根据权利要求1所述的喷口砖模具,其特征在于:所述模具外皮(1)呈盒状,包括盒体(11)和扣盖于所述盒体(11)敞口处的盖板(12),所述注料口(121)设于所述盖板(12)上;所述盒体(11)上设有把手,和/或,所述盖板(12)上设有提手(120)。
3.根据权利要求2所述的喷口砖模具,其特征在于:所述主通道内模(2)为回转体,包括设于所述盒体(11)上的喷火口内模(21),以及设于所述盖板(12)上的主模(20);所述主模(20)和所述喷火口内模(21)上下对接形成所述主通道内模(2)。
4.根据权利要求3所述的喷口砖模具,其特征在于:所述喷火口内模(21)上设有火眼模具定位孔(210),所述火眼模具(4)的一端插设于所述火眼模具定位孔(210)内。
5.根据权利要求4所述的喷口砖模具,其特征在于:所述喷火口内模(21)呈圆台状,所述喷火口内模(21)的顶面和所述主模(20)对接;所述火眼模具定位孔(210)设于所述喷火口内模(21)的侧面上。
6.根据权利要求3所述的喷口砖模具,其特征在于:所述主模(20)的径向尺寸大于所述喷火口内模(21)的径向尺寸;所述主模(20)包括连接所述盖板(12)的主体部分(200),以及至少部分轴向长度上径向尺寸渐变的过渡部分(201),所述过渡部分(201)连接于所述主体部分(200)和所述喷火口内模(21)之间。
7.根据权利要求1至6中任一项所述的喷口砖模具,其特征在于:所述火眼模具(4)和/或所述燃料通道模具(3)采用合成石蜡制成。
8.根据权利要求7所述的喷口砖模具,其特征在于:所述火眼模具(4)的表面均匀刷涂有硅溶胶。
9.根据权利要求7所述的喷口砖模具,其特征在于:所述主通道部(30)上设有火眼模具支撑孔,相对于连接所述主通道内模(2)的一端,所述火眼模具(4)的另一端插设于所述火眼模具支撑孔内。
技术总结
本技术提供了一种喷口砖模具及喷口砖,其中,该喷口砖模具包括用于围构出和喷口砖外形一致的腔室的模具外皮,以及设于腔室中的主通道内模、燃料通道模具和火眼模具;模具外皮上设有注料口;主通道内模沿腔室的中心轴线设置,并上下贯通腔室;燃料通道模具包括围绕主通道内模设置的主通道部,以及连接于模具外皮和主通道部之间的外连部;火眼模具为环绕中心轴线间隔布置的多个,且各火眼模具连接于主通道内模的端部和主通道部之间。本技术所述的喷口砖模具,模具外皮和腔室中的主通道内模、燃料通道模具和火眼模具采用分体的结构,便于喷口砖的脱模,同时火眼模具为环绕中心轴线间隔布置的多个,能够提高制作出的喷口砖的精度和成型效果。
技术研发人员:杨瑛娣,陈彦锦
受保护的技术使用者:河冶科技股份有限公司
技术研发日:20220815
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!