一种多孔砖坯料成型模具设备的制作方法
本技术涉及多孔砖生产,具体涉及一种多孔砖坯料成型模具设备。
背景技术:
1、环保多孔砖是指以粘土、页岩、粉煤灰为主要原料的坯料经成型、焙烧而成的多孔砖,孔洞率不小于15%-30%,孔型为圆孔或非圆孔,孔的尺寸小而数量多,具有长方形或圆形孔的承重烧结多孔砖。目前模具成型多孔砖的方式,一般为将坯料填充于模具内,在对模具加热使模具内的坯料烧结成型。此加热方式可使靠近模具侧面的坯料得到充分加热,而位于模具内部接近中心位置的坯料无法得到均匀的受热,因此容易造成多孔砖在使用时无法实现各向受力均匀的情况。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的在于提供一种多孔砖坯料成型模具设备,能够克服现有多孔砖坯料烧结受热不均匀导致生产质量不佳的问题,同时还可提高生产效率。
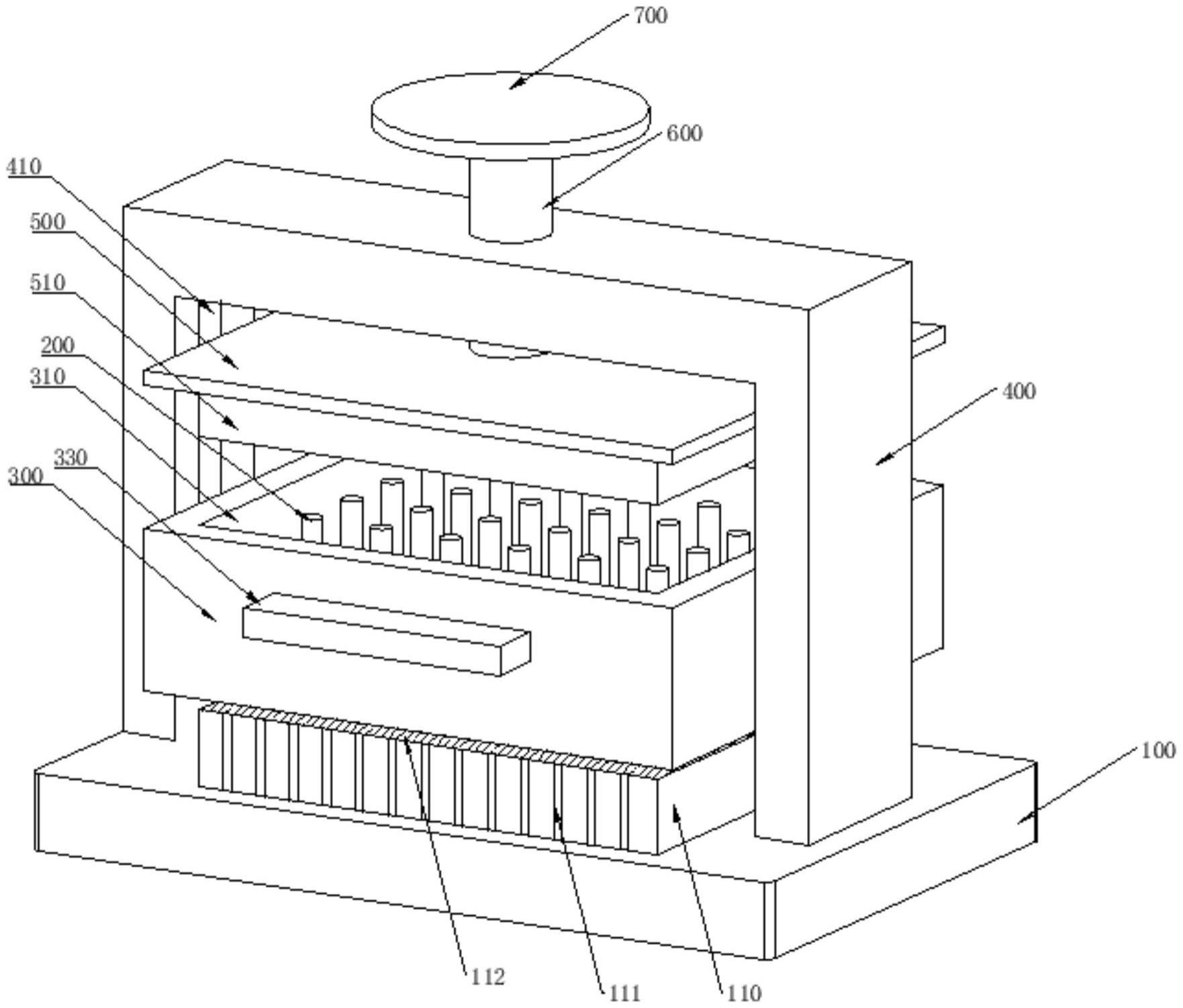
2、本实用新型所采用的技术方案是:一种多孔砖坯料成型模具设备,包括上下布置的上模总成和下模总成;所述下模总成包括底座,所述底座上端设有坯料台,所述坯料台上设有若干阵列布置的芯杆,所述芯杆内设有加热管,所述加热管连接有加热控制器;所述底座上方还设有中框,所述中框下端能够套在坯料台上,中框内部构成容纳多孔砖坯料的成型腔;所述上模总成包括安装架和上模板,所述安装架呈倒u形布置并且下端与底座固定连接,所述上模板位于坯料台上方,所述上模板下端设有能够卡入中框的挤压部,上模板上端活动连接有沿竖向穿过安装架的螺杆,所述螺杆与安装架螺纹配合,转动所述螺杆能够使挤压部卡入或退出中框的成型腔内。
3、本技术方案能够对多孔砖进行坯料成型操作,位于底座上端的坯料台作为多孔砖的坯料成型台面,在操作时将中框下端套在坯料台上,多孔砖的成型混合物料放入位于中框内部的成型腔内,通过转动螺杆的方式时上模板下端的挤压部卡入成型腔内,利用挤压部对成型腔内的坯料进行挤压使多孔砖初步挤压成型;经过挤压后可进行初步烧结,在烧结过程中利用加热控制器控制各个加热管发热,从而确保坯料内部受热固定形成成型的多孔砖,本技术方案烧结坯料的热量从坯料内部各个芯管进行扩散的方式,可保证坯料整体受热均匀,从而保证多孔砖的各向同性。经过初步加热成型后,上模板能够向上移动,随后可取下中框,便于操作者快速将多孔砖成型坯料取出,提高生产效率。
4、进一步地,所述挤压部顶壁设有供相应一芯杆上端穿过的穿过孔。
5、进一步地,所述中框下端设有与坯料台卡合的定位槽口,所述定位槽口内周壁设有定位凸棱,所述坯料台外周设有能够与定位凸棱卡合适配的插槽。
6、进一步地,所述中框外侧设有相对布置的提手。
7、进一步地,所述坯料台上表面设有加热层,所述加热层与加热控制器信号连接。
8、进一步地,所述安装架下端两侧设有固定板,所述固定板嵌入设于底座两侧的安装槽内通过螺栓固定。
9、进一步地,所述螺杆上端设有转动把手,螺杆上套有位于应安装架与上模板的弹性套管。
10、进一步地,所述上模板对应安装架两侧设有滑动部,所述滑动部与设于安装架内侧的滑槽滑动配合。
11、本实用新型的有益效果是:本实用新型提供的多孔砖坯料成型模具设备能够对多孔砖进行坯料成型操作,多孔砖的成型混合物料放入位于中框内部的成型腔内,通过转动螺杆的方式时上模板下端的挤压部卡入成型腔内,利用挤压部对成型腔内的坯料进行挤压使多孔砖初步挤压成型;在烧结过程中利用加热控制器控制各个加热管发热,从而确保坯料内部受热固定形成成型的多孔砖,本实用新型在烧结坯料时产生的热量从坯料内部各个芯管进行扩散,能够保证坯料整体受热均匀,从而保证多孔砖的各向同性。经过初步加热成型后,上模板能够向上移动,随后可取下中框,便于操作者快速将多孔砖成型坯料取出,提高生产效率;具有较高的实用价值。
技术特征:
1.一种多孔砖坯料成型模具设备,其特征在于;包括上下布置的上模总成和下模总成;
2.根据权利要求1所述的多孔砖坯料成型模具设备,其特征在于,所述挤压部(510)顶壁设有供相应一芯杆(200)上端穿过的穿过孔。
3.根据权利要求1所述的多孔砖坯料成型模具设备,其特征在于,所述中框(300)下端设有与坯料台(110)卡合的定位槽口(320),所述定位槽口(320)内周壁设有定位凸棱,所述坯料台(110)外周设有能够与定位凸棱卡合适配的插槽(111)。
4.根据权利要求1所述的多孔砖坯料成型模具设备,其特征在于,所述中框(300)外侧设有相对布置的提手(330)。
5.根据权利要求1所述的多孔砖坯料成型模具设备,其特征在于,所述坯料台(110)上表面设有加热层(112),所述加热层(112)与加热控制器信号连接。
6.根据权利要求1所述的多孔砖坯料成型模具设备,其特征在于,所述安装架(400)下端两侧设有固定板,所述固定板嵌入设于底座(100)两侧的安装槽内通过螺栓固定。
7.根据权利要求1所述的多孔砖坯料成型模具设备,其特征在于,所述螺杆(600)上端设有转动把手(700),螺杆(600)上套有位于应安装架(400)与上模板(500)的弹性套管。
8.根据权利要求1所述的多孔砖坯料成型模具设备,其特征在于,所述上模板(500)对应安装架(400)两侧设有滑动部,所述滑动部与设于安装架(400)内侧的滑槽(410)滑动配合。
技术总结
本技术涉及多孔砖生产技术领域,公开了一种多孔砖坯料成型模具设备,包括上下布置的上模总成和下模总成;下模总成包括底座,底座上端设有坯料台,坯料台上设有若干阵列布置的芯杆;底座上方还设有中框,中框能够套在坯料台上,中框内部构成容纳多孔砖坯料的成型腔;上模总成包括安装架和上模板,安装架呈倒U形布置并且下端与底座固定连接,上模板位于坯料台上方,多孔砖的成型混合物料放入位于中框内部的成型腔内,通过转动螺杆的方式时上模板下端的挤压部卡入成型腔内,利用挤压部对成型腔内的坯料进行挤压使多孔砖初步挤压成型;在烧结过程中利用加热控制器控制各个加热管发热,可保证坯料整体受热均匀,从而保证多孔砖的各向同性。
技术研发人员:阙继亮,蔡佩钢,陈姗
受保护的技术使用者:永泰大圣新材料科技有限公司
技术研发日:20221118
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!