一种墙板成型用压板机构及墙板成型装置的制作方法
本申请公开了一种墙板成型用压板机构及墙板成型装置,属于墙板生产领域。
背景技术:
1、墙板成型是指运用立模法模板模腔成型、平模模板成型或者挤压成型的方法制作墙板,现有技术中在发泡墙板的制作过程中,首先向模具中加入发泡料浆后,然后在模具的上方压紧压盖,最后料浆发泡并在压盖和模具内凝固形成所需外形的墙板。
2、在生产过程中,往往是一排多个墙板同时进行生产,而现有技术中所使用的上方压盖,多通过电机或液压杆进行简单升降来控制上方压盖与下方模具的配合,由于多个平行墙板在成型过程中,料浆会因发泡而对上方压盖产生压力有所差别,因此难于针对性地对每一个墙板的压盖对下方模具的压力进行调节,存在压盖向下的压力不均匀的问题,而且通过电机或液压杆进行简单升降的方式,上方压盖与下方模具配合并对齐的操作不便,且由于上方压盖的控制方式单一,导致上方压盖与下方模具贴合性较差,因此现有技术中若采用同时对一排多个墙板成型来提高效率,就会导致上方压盖与下方模具配合对齐使用过程中不方便,以及上方压盖与下方模具对齐效果差导致墙板成型效果不佳。
技术实现思路
1、本申请提供了一种墙板成型用压板机构及墙板成型装置,该墙板成型用压板机构中,弯折板可与下方模具直接抵接并用于墙板成型,弯折板通过弯折板调节器固定于矩形框架下,并且在矩形框架下方设置至少两个、并行的弯折板,能够实现同时压制至少两个墙板,弯折板与下方模具贴合性好,又能精准调节各个弯折板的高度,可以提高墙板成型的效果。
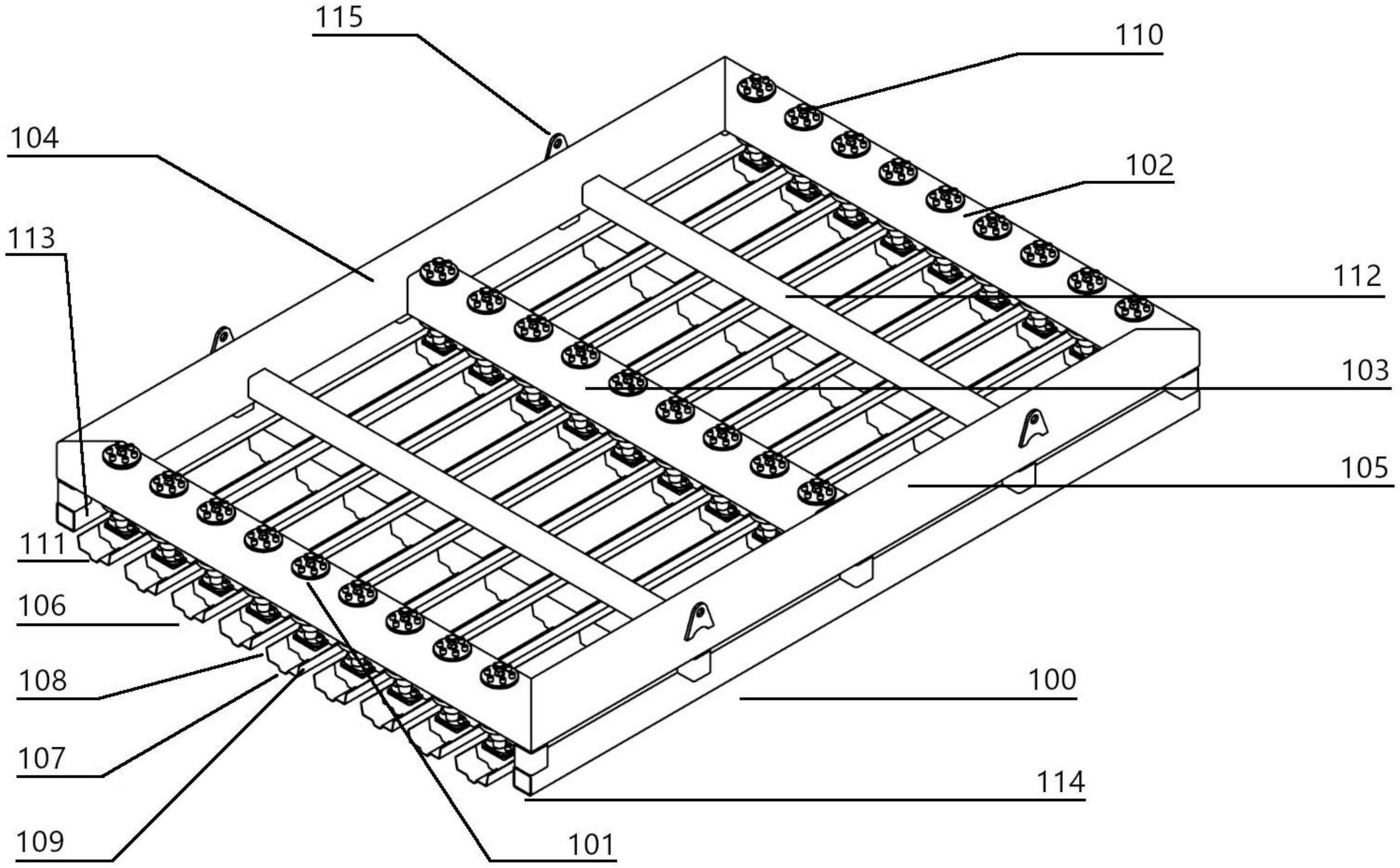
2、根据本申请的一个方面,提供一种墙板成型用压板机构,包括:矩形框架,所述矩形框架包括平行设置的第一横杆、第二横杆和平行设置的第一纵杆、第二纵杆,所述第一横杆与所述第一纵杆、第二纵杆垂直连接,所述第二横杆与所述第一纵杆、第二纵杆垂直连接,所述第一横杆和第二横杆上均设置有弯折板调节器,所述弯折板调节器贯穿于所述第一横杆和第二横杆;
3、至少两个弯折板,所述弯折板包括位于中间的压板和分别连接于所述压板两侧的第一翼板和第二翼板,所述第一翼板向远离所述第二翼板的方向倾斜设置,所述第二翼板向远离所述第一翼板的方向倾斜设置,所述弯折板并排设置,并与所述第一纵杆平行,并通过所述弯折板调节器固定于所述第一横杆和第二横杆的下方,所述弯折板调节器能够调节所述弯折板的高度,所述压板用于压制墙板。
4、可选的,所述压板的中间位置设置有凸台。
5、可选的,所述第一翼板、第二翼板与水平面的夹角为50~80°。
6、可选的,还包括与所述第一横杆平行的第三横杆,所述第三横杆位于所述第一横杆和所述第二横杆之间,且所述第三横杆的对应位置上固定有所述弯折板配合的所述弯折板调节器。
7、可选的,所述矩形框架还包括与所述第一横杆平行的加强杆。
8、可选的,所述第一纵杆底部均设置有与所述第一纵杆平行的第一限位柱,所述第二纵杆底部均设置有与所述第二纵杆平行的第二限位柱。
9、可选的,所述弯折板调节器包括:
10、套管,所述套管包括顶盖、管体和底盖,所述顶盖和所述底盖分别固定于所述管体的两端,所述管体内设置有弹簧,所述管体贯穿于所述第一横杆、第二横杆和第三横杆,所述顶盖设置于所述第一横杆、第二横杆和第三横杆的上方,所述底盖设置于所述第一横杆、第二横杆和第三横杆的下方;
11、顶部调节柱,所述顶部调节柱包括第一顶柱和顶板,所述顶板的一侧与所述弹簧的顶部抵接,所述顶板的另一侧连接有所述第一顶柱,所述第一顶柱远离所述弹簧的一端穿过所述顶盖,并与所述顶盖通过螺纹连接;
12、底部调节柱,所述底部调节柱包括第一底柱和底板,所述底板的一侧与所述弹簧的底部抵接,所述底板的另一侧连接有所述第一底柱,所述第一底柱远离所述弹簧的一端穿过所述底盖;
13、固定块,所述固定块与所述第一底柱远离所述弹簧的一端通过螺纹连接,所述固定块与所述弯折板连接。
14、可选的,所述顶部调节柱还包括第二顶柱,所述第二顶柱设置在所述顶板的底部,所述第二顶柱嵌合在所述弹簧的内部。
15、可选的,所述底部调节柱还包括第二底柱,所述第二底柱设置在所述底板的顶部,所述第二底柱嵌合在所述弹簧的内部。
16、可选的,所述第一底柱的周向开设有至少一对平行的凹槽,所述凹槽设置在所述底板与所述固定块之间。
17、可选的,还包括限位环,所述限位环的内侧壁设置有卡块,所述卡块与所述凹槽的底部抵接。
18、可选的,所述限位环包括一对通过螺钉固定的半圆环。
19、可选的,所述顶盖包括连接板和螺母,所述连接板上开设有通孔,所述螺母设置在所述通孔上方,并与所述通孔共中心轴线设置,所述第一顶柱远离所述弹簧的一端穿过所述通孔,并与所述螺母通过螺纹连接。
20、可选的,所述第一底柱远离所述弹簧的一端设置有螺纹,所述固定块上开设有螺纹孔。
21、可选的,所述顶盖与所述管体通过螺纹连接。
22、可选的,所述第一顶柱与所述顶板通过螺纹连接。
23、根据本申请的另一个方面,提供一种墙板成型装置,包括墙板成型用模具车、升降控制机构和上述任一墙板成型用压板机构;所述墙板成型用模具车设置有模具槽,所述模具槽的数量与弯折板的数量相等,所述模具槽的两端设置有与所述弯折板形状相适配的定位件;所述矩形框架设置有固定件,所述升降控制机构通过所述固定件与所述矩形框架连接,所述墙板成型用压板机构设置于所述墙板成型用模具车的上方,所述升降控制机构用于控制所述矩形框架上升或下降。
24、本申请具有的有益效果包括:
25、1.本申请提供的墙板成型用压板机构,在矩形框架下方设置有至少两个弯折板,并且每个弯折板通过弯折板调节器固定于矩形框架上,使得既能够使用该压板机构同时对至少两块墙板进行成型,又能针对每个弯折板进行精准调控,调节各个弯折板与下方模具的配合关系,提高墙板成型的效果。
26、2.本申请提供的墙板成型用压板机构,通过设置具有一定倾斜角度的第一翼板和第二翼板,一方面可以挤压溢出的料浆远离弯折板,防止因料浆溢出通道阻塞而导致料浆对弯折板的作用力过大,另一方面便于将弯折板与溢出的料浆进行分离。
27、3.本申请提供的墙板成型用压板机构,旋转底部调节柱可调节弯折板的高度,更方便地将压板机构与下方模具进行对位和微调,旋转顶部调节柱可改变弹簧的压缩程度,可精细调节各个弯折板对下方模具的压力,从而提高墙板成型的效果。
28、4.本申请提供的墙板成型装置,在墙板成型用模具车中模具槽的两侧分别设置与弯折板形状适配的定位件,一方面在压板机构与墙板成型用模具车对齐配合过程中可以起到定位作用,另一方面在料浆发泡墙板成型的过程中,定位件可以限制压板机构中弯折板的晃动,保证墙板成型过程中墙板成型装置的稳定性,提高墙板成型的效果。
技术特征:
1.一种墙板成型用压板机构,其特征在于,包括:
2.根据权利要求1所述的墙板成型用压板机构,其特征在于,所述压板的中间位置设置有凸台。
3.根据权利要求1所述的墙板成型用压板机构,其特征在于,所述第一翼板、第二翼板与水平面的夹角为50~80°。
4.根据权利要求1所述的墙板成型用压板机构,其特征在于,还包括与所述第一横杆平行的第三横杆,所述第三横杆位于所述第一横杆和所述第二横杆之间,且所述第三横杆的对应位置上固定有所述弯折板配合的所述弯折板调节器。
5.根据权利要求1所述的墙板成型用压板机构,其特征在于,所述矩形框架还包括与所述第一横杆平行的加强杆。
6.根据权利要求1所述的墙板成型用压板机构,其特征在于,所述第一纵杆的底部均设置有与所述第一纵杆平行的第一限位柱,所述第二纵杆的底部均设置有与所述第二纵杆平行的第二限位柱。
7.根据权利要求1所述的墙板成型用压板机构,其特征在于,所述弯折板调节器包括:
8.根据权利要求7所述的墙板成型用压板机构,其特征在于,所述第一底柱的周向开设有至少一对平行的凹槽,所述凹槽设置在所述底板与所述固定块之间。
9.根据权利要求7所述的墙板成型用压板机构,其特征在于,所述第一底柱远离所述弹簧的一端设置有螺纹,所述固定块上开设有螺纹孔。
10.一种墙板成型装置,其特征在于,包括墙板成型用模具车、升降控制机构和权利要求1~9任一项所述的墙板成型用压板机构;
技术总结
本申请提供一种墙板成型用压板机构及墙板成型装置,属墙板生产领域。该压板机构包括:矩形框架,矩形框架包括平行设置的第一横杆、第二横杆和平行设置的第一纵杆、第二纵杆,第一横杆和第二横杆上均设置有弯折板调节器;至少两个弯折板,弯折板包括位于中间的压板和分别连接于压板两侧的第一翼板和第二翼板,第一翼板向远离第二翼板的方向倾斜设置,第二翼板向远离第一翼板的方向倾斜设置,弯折板并排设置,并与第一纵杆平行,并通过弯折板调节器固定于第一横杆和第二横杆的下方。该机构中弯折板通过弯折板调节器固定于矩形框架下,并在矩形框架下设置并行的至少两个弯折板,既能同时压制至少两个墙板,又能提高墙板成型效果。
技术研发人员:杨魁杉,李鸿,李鹏,王坤
受保护的技术使用者:山东万维智能装备有限公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!