一种环形金刚线切割硅棒的线切工艺的制作方法
本发明涉及硅棒切割,尤其涉及一种环形金刚线切割硅棒的线切工艺。
背景技术:
1、目前,国内单晶硅片制造主要分为:拉晶、机加、切片三大生产制造环节,其中单晶硅棒机械加工领域(简称机加),主要是将拉晶环节拉制的长的单晶硅圆棒通过划分段长,经过金刚石线锯设备加工,将长的单晶硅圆棒截断成定长或非定长的单晶硅短圆棒;
2、当前,机加环节截断工序一般是使用金刚线卷线,在对硅棒截断时,金钢线在出刀期间会采用减速的方式,造成金刚线出刀时间较长,从而导致整体加工时间较长,设备加工效率低下。
技术实现思路
1、有鉴于此,本发明的目的在于提出一种环形金刚线切割硅棒的线切工艺,以解决现有的金刚线切割硅棒切割效率低下的问题。
2、基于上述目的,本发明提供了一种环形金刚线切割硅棒的线切工艺,所述环形金刚线切割硅棒的线切工艺包括以下步骤:
3、s1、将环形金刚线安装在截断机的切割轮上,调整切割张力,并调整环形金刚线切割线速度;
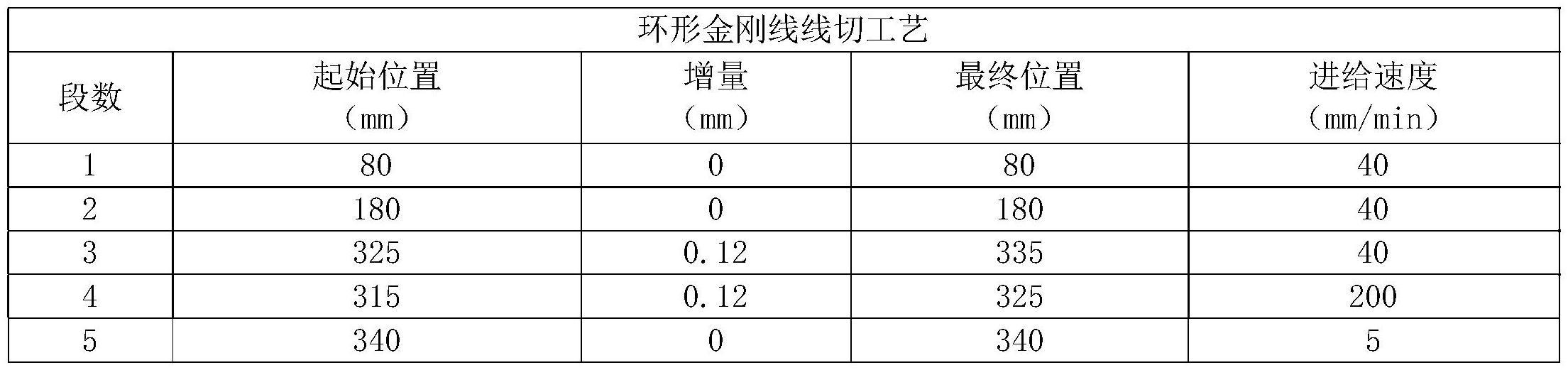
4、s2、根据需要得到的硅棒尺寸来计算得出硅棒切割的起始位置和最终位置的参数,将切割过程分为5段;
5、s3、对硅棒的第1段到第3段切割时均以进给速度(硅棒向金刚线移动的速度)为40-100mm/min快速进刀,在第3段切割时设置有位置增量(硅棒切割后的尺寸增加量),位置增量为0.12-0.2mm;由于新线的线切能力较强,但是随着切割产品数量的增加,钢线的切割能力逐渐减弱,所以此处设置位置增量,用于消除由于钢线磨损而造成的线切能力下降导致的硅棒无法切透及崩边等异常;
6、s4、调整第3、4段切割的起始位置与最终位置差值为10-15mm,位置增量为0.12-0.2mm,调整第3、4段切割的起始位置之间、最终位置之间的差值为10-15mm;用于消除由于钢线磨损而造成的线切能力下降导致的硅棒无法切透及崩边等异常;
7、s5、当线切位置由第3段向第4段进给时,切割头反向切割,将线弓控制在1-3mm之间;以此来降低钢线疲劳强度,从而减少断线,提高环线寿命,降低因钢线应力大造成的出刀口崩边;
8、s6、将第5段切割的进给速度控制在5-10mm/min以内,并将第5段起始位置与最终位置设定值要大于第3段最终位置;以最小线弓出刀,确保硅棒能够完全切透;
9、s7、将单晶硅长圆棒推送至截断机内,将按照上述工艺重复进行加工截断。
10、进一步的,所述步骤s1中环形金刚线切割张力为90-120n,环形金刚线切割线速度为25-36m/s。
11、进一步的,所述步骤s5中的反向切割速度为200-300mm/min。
12、本发明的有益效果:从上面所述可以看出,本发明提供的一种环形金刚线切割硅棒的线切工艺,通过金钢线在出刀期间采用反向回线技术,降低钢线疲劳强度,与传统金刚线卷线线切工艺相比,大幅提高了截断机加工效率,提高了截断机单机产能,降低了机加生产成本,并且通过设置的位置增量,可以消除由于钢线磨损而造成的线切能力下降导致的硅棒无法切透及崩边等异常,提高了加工产品端面品质,降低了端面斜锯,提高了单晶硅短圆棒的良品率。
技术特征:
1.一种环形金刚线切割硅棒的线切工艺,其特征在于,所述环形金刚线切割硅棒的线切工艺包括以下步骤:
2.根据权利要求1所述的环形金刚线切割硅棒的线切工艺,其特征在于,所述步骤s1中环形金刚线切割张力为90-120n,环形金刚线切割线速度为25-36m/s。
3.根据权利要求1所述的环形金刚线切割硅棒的线切工艺,其特征在于,所述步骤s5中的反向切割速度为200-300mm/min。
技术总结
本发明涉及硅棒切割技术领域,具体涉及一种环形金刚线切割硅棒的线切工艺,包括以下步骤:S1、将环形金刚线安装在截断机的切割轮上,调整切割张力,并调整环形金刚线切割线速度;S2、根据需要得到的硅棒尺寸来计算得出硅棒切割的起始位置和最终位置的参数,将切割过程分为5段。本发明通过金钢线在出刀期间采用反向回线技术,降低钢线疲劳强度,与传统金刚线卷线线切工艺相比,大幅提高了截断机加工效率,提高了截断机单机产能,降低了机加生产成本,并且通过设置的位置增量,可以消除由于钢线磨损而造成的线切能力下降导致的硅棒无法切透及崩边等异常,提高了加工产品端面品质,降低了端面斜锯,提高了单晶硅短圆棒的良品率。
技术研发人员:尚廷泽,王军磊,王艺澄
受保护的技术使用者:包头美科硅能源有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!