一种带卡腔设计防脱落瓷砖背模芯及制成工艺的制作方法
本发明涉及陶瓷生产,具体地说,涉及一种带卡腔设计防脱落瓷砖背模芯及制成工艺。
背景技术:
1、模芯指的是用于模具中心部位的关键运作的精密零件,为了确保瓷砖的附着效果,一般通过瓷砖背模芯对瓷砖背面进行特殊处理,在瓷砖背面设置凹凸纹,使得瓷砖与墙面水泥贴合时,水泥能够卡入凹凸纹中从而提高瓷砖与墙面的粘结度。
2、如cn112248197a中涉及一种四角单边燕尾槽瓷砖背模芯,背模芯表面硫化胶包括凸纹和凹纹一体成型粘贴覆在背模芯铁基体上,瓷砖背模芯的单边燕尾槽凸纹位于瓷砖背模芯的四个角上,单边燕尾槽凸纹为格纹或条纹,单边燕尾槽凸纹靠近背模芯中心的一侧与背模芯平面形成钝角且远背模芯中心的一侧与背模芯平面形成锐角;在瓷砖坯体压制过程中,凸纹远中心侧的锐角,给瓷砖背纹形成单边燕尾槽,在瓷砖坯体脱模环节中,利用瓷砖坯体释放自应力时向外变形的运动,瓷砖坯体所形成的单边燕尾槽横向远离凸纹的锐角移动从而顺利脱模;一种四角单边燕尾槽背纹瓷砖,瓷砖的四角区域为格纹或条纹的单边燕尾槽凹纹,每个格纹或每条条纹有小于1/2纹路周长的倒锐角的纹路侧边,该背模芯所制备的瓷砖粘贴后与粘接层形成刚性卯榫结构,防止瓷砖脱落,但该瓷砖背模芯中由于燕尾槽凸纹与背模芯平面形成多种角度,仅依靠瓷砖坯体释放自应力向外变形的运动,并不足以实现燕尾槽的完全脱模,在瓷砖坯体脱模时其所形成的纹路会部分受到损坏。
3、为了确保瓷砖与墙面水泥的结合效果且便于瓷砖坯体的脱模,提出一种带卡腔设计防脱落瓷砖背模芯及制成工艺。
技术实现思路
1、本发明的目的在于提供一种带卡腔设计防脱落瓷砖背模芯及制成工艺,以解决上述背景技术中提出的问题。
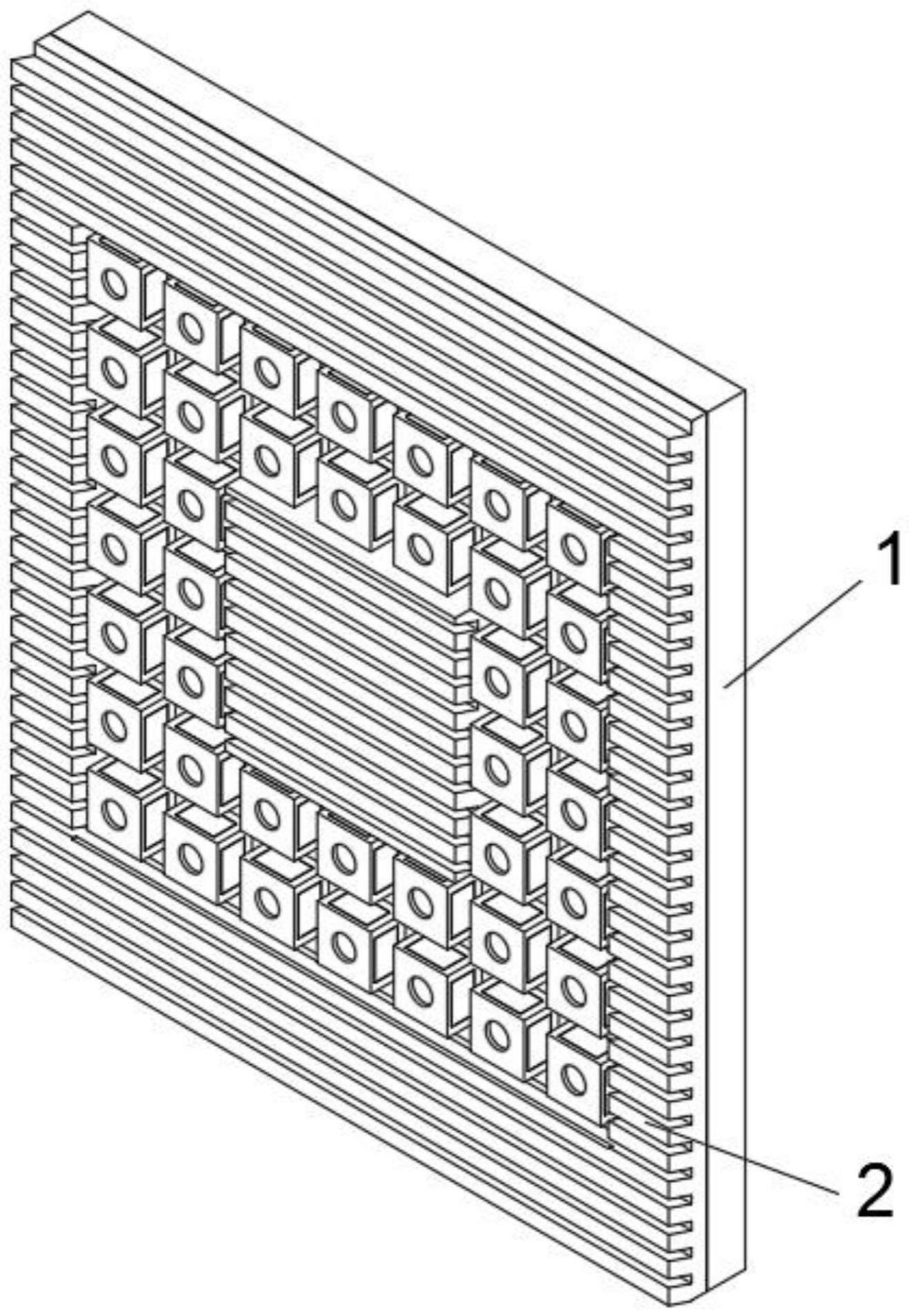
2、为实现上述目的,本发明目的之一在于,提供了一种带卡腔设计防脱落瓷砖背模芯,包括铁质基底以及设置于铁质基底上的表面层,其中,
3、所述铁质基底表面上设置有内区、中区和边区;
4、所述表面层包括设置于所述内区上的内块、设置于所述中区上的中块和设置于所述边区上的侧块,所述中块包括多个四边体,所述四边体开设有贯穿其远离所述铁质基底一侧表面的内槽,所述内槽内插接配合有压轴,所述压轴靠近所述铁质基底一端设置有复位弹簧,所述压轴通过设置的复位弹簧与所述四边体内壁连接,所述四边体侧壁设有用于挤压瓷砖坯体产生内倾槽的变形结构,四边体插入瓷砖坯体内,瓷砖坯体部分进入内槽内推动压轴活动,进而通过压轴带动变形结构向外偏转挤压瓷砖坯体。
5、作为本技术方案的进一步改进,所述四边体侧壁开设有与所述内槽相连通的边槽,所述变形结构包括设置于所述边槽内靠外侧的热熔胶膜以及设置于热熔胶膜靠内侧的活动板,所述活动板与所述边槽内壁转动连接,所述活动板远离所述热熔胶膜一侧设有滑块,所述滑块包括与所述压轴斜面接触的接触块以及设置于接触块上的气体膨胀管,所述接触块与所述活动板通过所述气体膨胀管转动连接。
6、作为本技术方案的进一步改进,所述内块为矩形结构,所述侧块为“口”型结构,所述内块和所述侧块上均等距设有沟板,且所述沟板的间距为30mm。
7、作为本技术方案的进一步改进,所述沟板向上偏转,且所述沟板与水平面夹角为8.5°。
8、另一方面,本发明目的之二在于提供了一种使用上述中任意一项所述的带卡腔设计防脱落瓷砖背模芯进行制成的工艺,包括以下步骤:
9、s1、使用去离子水对瓷砖背模芯进行清洗后,进行初步预热烘干瓷砖背模芯上残余水分;
10、s2、对瓷砖背模芯进行降温后,将瓷砖背模芯压入瓷砖坯体中产生燕尾槽和四边槽;
11、s3、对瓷砖背模芯和瓷砖坯体进行高温烧结后进行静置,再将瓷砖坯体取出。
12、作为本技术方案的进一步改进,所述s1中,预热温度为85-135℃。
13、作为本技术方案的进一步改进,所述s2中,产生的燕尾槽、四边槽的深度范围为1.2-2.5cm。
14、作为本技术方案的进一步改进,所述s3中,高温烧结温度为1200-1400℃,且静置时间为2-6h。
15、与现有技术相比,本发明的有益效果:
16、1、该带卡腔设计防脱落瓷砖背模芯及制成工艺中,通过设有变形结构,在瓷砖制成时,四边体插入瓷砖坯体内,瓷砖坯体部分进入内槽内推动压轴活动,进而通过压轴带动变形结构向外偏转挤压瓷砖坯体以产生内壁具有内倾槽的且中部形成圆柱凸起的四边槽。
17、2、该带卡腔设计防脱落瓷砖背模芯及制成工艺中,进行高温烧结以便于变形结构向外偏转挤压瓷砖坯体,使得在四边槽内壁形成内倾槽,并且通过静置不仅能够稳固瓷砖坯体结构,还有利于变形结构向内偏转复位,从而便于瓷砖坯体的取出。
技术特征:
1.一种带卡腔设计防脱落瓷砖背模芯,其特征在于:包括铁质基底(1)以及设置于铁质基底(1)上的表面层(2),其中,
2.根据权利要求1所述的带卡腔设计防脱落瓷砖背模芯,其特征在于:所述四边体(221)侧壁开设有与所述内槽相连通的边槽(223),所述变形结构(224)包括设置于所述边槽(223)内靠外侧的热熔胶膜(225)以及设置于热熔胶膜(225)靠内侧的活动板(226),所述活动板(226)与所述边槽(223)内壁转动连接,所述活动板(226)远离所述热熔胶膜(225)一侧设有滑块(227),所述滑块(227)包括与所述压轴(222)斜面接触的接触块以及设置于接触块上的气体膨胀管,所述接触块与所述活动板(226)通过所述气体膨胀管转动连接。
3.根据权利要求1所述的带卡腔设计防脱落瓷砖背模芯,其特征在于:所述内块(21)为矩形结构,所述侧块(23)为“口”型结构,所述内块(21)和所述侧块(23)上均等距设有沟板,且所述沟板的间距为30mm。
4.根据权利要求3所述的带卡腔设计防脱落瓷砖背模芯,其特征在于:所述沟板向上偏转,且所述沟板与水平面夹角为8.5°。
5.一种使用如权利要求1-4中任意一项所述的带卡腔设计防脱落瓷砖背模芯进行制成的工艺,其特征在于,包括以下步骤:
6.根据权利要求5所述的带卡腔设计防脱落瓷砖背模芯制成工艺,其特征在于:所述s1中,预热温度范围为85-135℃。
7.根据权利要求5所述的带卡腔设计防脱落瓷砖背模芯制成工艺,其特征在于:所述s2中,产生的燕尾槽、四边槽的深度范围为1.2-2.5cm。
8.根据权利要求5所述的带卡腔设计防脱落瓷砖背模芯制成工艺,其特征在于:所述s3中,高温烧结温度范围为1200-1400℃,且静置时间范围为2-6h。
技术总结
本发明涉及陶瓷生产技术领域,具体地说,涉及一种带卡腔设计防脱落瓷砖背模芯及制成工艺。其包括铁质基底以及设置于铁质基底上的表面层。本发明中通过设有变形结构,在瓷砖制成时,四边体插入瓷砖坯体内,瓷砖坯体部分进入内槽内推动压轴活动,进而通过压轴带动变形结构向外偏转挤压瓷砖坯体,以产生内壁具有内倾槽的且中部形成圆柱凸起的四边槽,进行高温烧结以便于变形结构向外偏转挤压瓷砖坯体,使得在四边槽内壁形成内倾槽,并且通过静置不仅能够稳固瓷砖坯体结构,还有利于变形结构向内偏转复位,从而便于瓷砖坯体的取出。
技术研发人员:陈漫霞
受保护的技术使用者:广东和陶立方陶瓷有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!