一种多工位水泥发泡板生产加工设备的制作方法
本发明涉及水泥发泡板加工,特别涉及一种多工位水泥发泡板生产加工设备。
背景技术:
1、水泥发泡板基本原理是利用水泥的不燃及混凝土中大量的封闭气孔达到防火、轻质、保温的效果。是目前墙体保温和墙体保温防火隔离带最理想的材料。其主要生产工序为上料、混合、搅拌、注模、发泡、初期养护、脱模、切割、包装。
2、目前水泥发泡板生产设备,依然采用流水线线边进行单工位作业;尤其是发泡料注入设备,现有注料设备一次只对一副模具进行注发泡料;由于发泡板注浆后固化时间比较久,而向模具内部注料时间比较短;因此出现泡料注入设备等待模具现象,导致各工艺板块之间产能不匹配;现有车间多采用低线速生产方式;这样制造成本较高,工序繁琐,效率低。
技术实现思路
1、解决的技术问题:
2、针对现有技术的不足,本发明提供了一种多工位水泥发泡板生产加工设备,注料装置左右两侧分别设置有左输送线和右输送线;从右输送线开模时下线的空发泡模具可以以最短距离转移至左输送线线头;这样大大节省物料转移时间;进一步的,通过注料装置左右多工位对发泡模具注料;这样也大大提高了生产效率;从而解决了背景技术中提及的技术问题。
3、技术方案:
4、为实现以上目的,本发明通过以下技术方案予以实现:
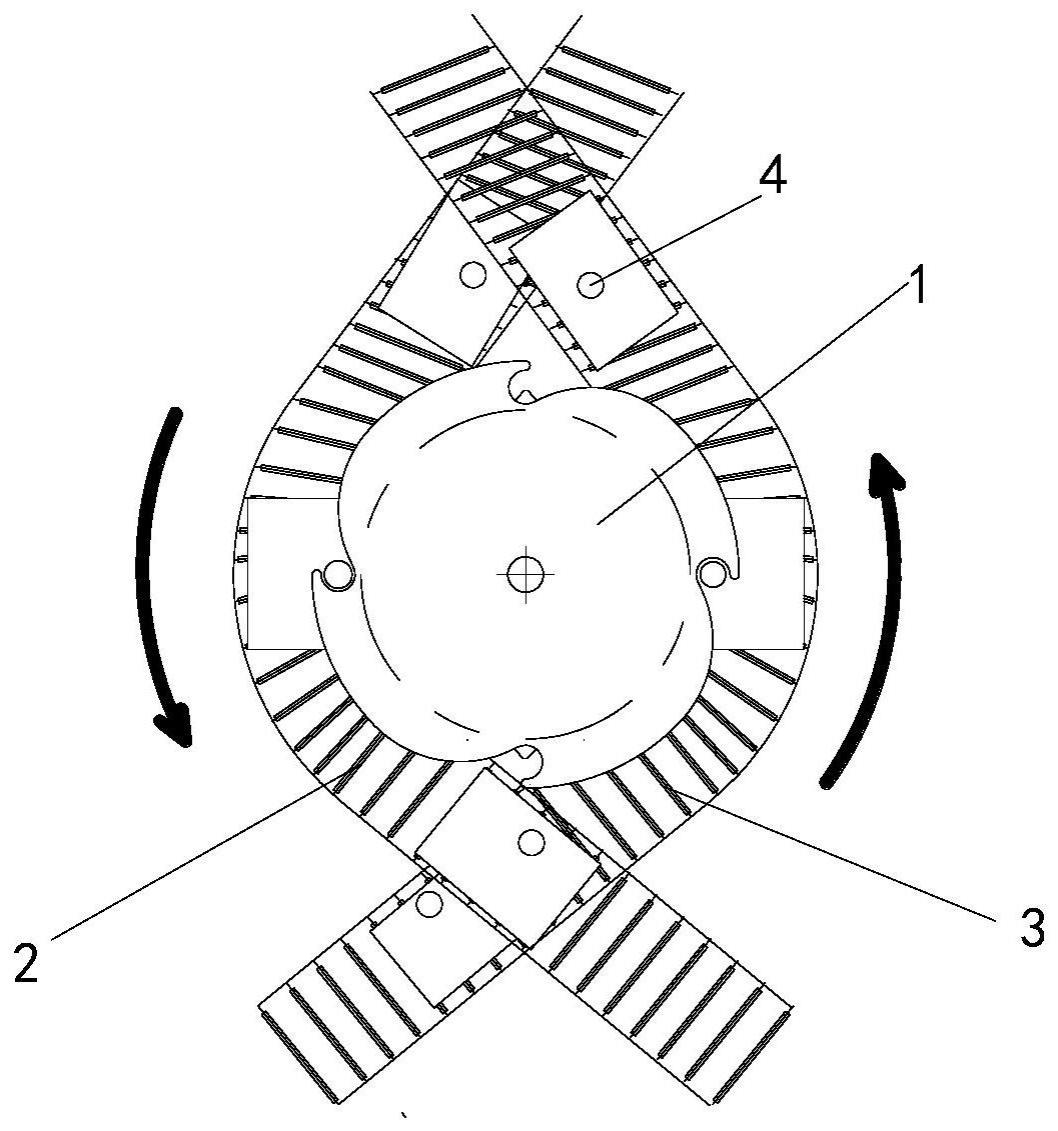
5、一种多工位水泥发泡板生产加工设备,包括注料装置,注料装置左右两侧分别设置有左输送线和右输送线;左输送线和右输送线上设置有发泡模具;左输送线和右输送线载着发泡模具按照同一速度相向输送;左输送线载着空的发泡模具围着注料装置逆时针输送;右输送线载着空的发泡模具围着注料装置顺时针输送;所述左输送线和右输送线上的发泡模具上下转移互补。
6、在一种可能的实现方式中,所述发泡模具包括下模和上模;所述上模顶部具有吊杆,所述上模侧面具有注料口。
7、在一种可能的实现方式中,注料口内部还设置有单向阀。
8、在一种可能的实现方式中,所述注料装置包括底座,注料头、配流装置、分度盘;底座中部和上方分别固定连接有限位盘与限位柱;底座顶部转动连接有配流装置;配流装置包括配流环,配流环底部中间开设有装配槽;配流环底部靠近装配槽四周设置有多个阀芯;配流环四周设置有多个连接管;所述阀芯在限位柱的旋转约束下,能控制阀门阀芯开合;配流装置顶部通过连接杆固定连接有分度盘;分度盘四周开设有卡槽;所述连接管外端套设有注料头;注料头下方设置有限位杆,限位杆在限位盘旋转约束下,能进行伸缩运动。
9、在一种可能的实现方式中,所述限位盘上表面开设有滑槽一;所述滑槽一的路径为封闭的梭子形;滑槽一靠近左输送线和右输送线的两侧轨迹远离底座中心,另外两侧靠近底座中心;限位杆通过下端的球头与滑槽一滑动连接。
10、在一种可能的实现方式中,所述限位柱四周开设有滑槽二;阀芯通过滑座与滑槽二滑动连接;滑槽二路径为展开为波浪形曲线;靠近左输送线和右输送线的两侧轨迹线与限位柱下端距离较近;另外两侧轨迹则靠近限位柱下端面。
11、在一种可能的实现方式中,所述底座下方一侧设置有泵料管,泵料管与泵连接。
12、在一种可能的实现方式中,装配槽与底座的泵料管相通。
13、在一种可能的实现方式中,所述连接管通过阀芯控制流量并与装配槽相通;所述连接管数量与阀芯一一对应。
14、在一种可能的实现方式中,所述卡槽数量与连接管一致;卡槽与吊杆相匹配。
15、有益效果:
16、1.注料装置左右两侧分别设置有左输送线和右输送线;从右输送线开模时下线的空发泡模具可以以最短距离转移至左输送线线头;这样大大节省物料转移时间;
17、2.本发明注料装置设置有多个注料头,分度盘在流水线发泡模具推动下能对注料头进行工位切换;在此过程中注料头自动伸长向发泡模具注入发泡料;期间,投入作业注料头也会自动开启阀门;这样一体化多工位控制,减少设备上各机构行程动作时间;大大提高生产效率。
技术特征:
1.一种多工位水泥发泡板生产加工设备,其特征在于,包括注料装置(1),注料装置(1)左右两侧分别设置有左输送线(2)和右输送线(3);左输送线(2)和右输送线(3)上设置有发泡模具(4);左输送线(2)和右输送线(3)载着发泡模具(4)按照同一速度相向输送;左输送线(2)载着空的发泡模具(4)围着注料装置(1)逆时针输送;右输送线(3)载着空的发泡模具(4)围着注料装置(1)顺时针输送;所述左输送线(2)和右输送线(3)上的发泡模具(4)上下转移互补。
2.如权利要求1所述的一种多工位水泥发泡板生产加工设备,其特征在于:所述发泡模具(4)包括下模(41)和上模(42);所述上模(42)顶部具有吊杆(421),所述上模(42)侧面具有注料口(422)。
3.如权利要求2所述的一种多工位水泥发泡板生产加工设备,其特征在于:注料口(422)内部还设置有单向阀。
4.如权利要求1所述的一种多工位水泥发泡板生产加工设备,其特征在于:所述注料装置(1)包括底座(11),注料头(12)、配流装置(13)、分度盘(14);底座(11)中部和上方分别固定连接有限位盘(112)与限位柱(113);底座(11)顶部转动连接有配流装置(13);配流装置(13)包括配流环(131),配流环(131)底部中间开设有装配槽(1311);配流环(131)底部靠近装配槽(1311)四周设置有多个阀芯(1312);配流环(131)四周设置有多个连接管(132);所述阀芯(1312)在限位柱(113)的旋转约束下,能控制阀门阀芯(1312)开合;配流装置(13)顶部通过连接杆(141)固定连接有分度盘(14);分度盘(14)四周开设有卡槽(142);所述连接管(132)外端套设有注料头(12);注料头(12)下方设置有限位杆(121),限位杆(121)在限位盘(112)旋转约束下,能进行伸缩运动。
5.如权利要求4所述的一种多工位水泥发泡板生产加工设备,其特征在于:所述限位盘(112)上表面开设有滑槽一(1121);所述滑槽一(1121)的路径为封闭的梭子形;滑槽一(1121)靠近左输送线(2)和右输送线(3)的两侧轨迹远离底座(11)中心,另外两侧靠近底座(11)中心;限位杆(121)通过下端的球头与滑槽一(1121)滑动连接。
6.如权利要求4所述的一种多工位水泥发泡板生产加工设备,其特征在于:所述限位柱(113)四周开设有滑槽二(1131);阀芯(1312)通过滑座(1313)与滑槽二(1131)滑动连接;滑槽二(1131)路径为展开为波浪形曲线;靠近左输送线(2)和右输送线(3)的两侧轨迹线与限位柱(113)下端距离较近;另外两侧轨迹则靠近限位柱(113)下端面。
7.如权利要求4所述的一种多工位水泥发泡板生产加工设备,其特征在于:所述底座(11)下方一侧设置有泵料管(111),泵料管(111)与泵连接。
8.如权利要求7所述的一种多工位水泥发泡板生产加工设备,其特征在于:装配槽(1311)与底座(11)的泵料管(111)相通。
9.如权利要求4所述的一种多工位水泥发泡板生产加工设备,其特征在于:所述连接管(132)通过阀芯(1312)控制流量并与装配槽(1311)相通;所述连接管(132)数量与阀芯(1312)一一对应。
10.如权利要求4所述的一种多工位水泥发泡板生产加工设备,其特征在于:所述卡槽(142)数量与连接管(132)一致;卡槽(142)与吊杆(421)相匹配。
技术总结
本发明涉及水泥发泡板加工技术领域,特别涉及一种多工位水泥发泡板生产加工设备;本发明注料装置左右两侧分别设置有左输送线和右输送线;从右输送线开模时下线的空发泡模具可以以最短距离转移至左输送线线头;这样大大节省物料转移时间;同时,本发明注料装置设置有多个注料头,分度盘在流水线发泡模具推动下能对注料头进行工位切换;在此过程中注料头自动伸长向发泡模具注入发泡料;期间,投入作业注料头也会自动开启阀门;这样一体化多工位控制,减少设备上各机构行程动作时间;大大提高生产效率。
技术研发人员:滕德军,王东
受保护的技术使用者:来安县凯业新型建材有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!