一种SiC纤维增强SiC陶瓷基复合材料的车削加工方法
本发明属于sic纤维增强sic陶瓷基复合材料加工,具体涉及一种sic纤维增强sic陶瓷基复合材料的车削加工方法。
背景技术:
1、耐事故核燃料(accident tolerant fuel,atf)是先进核反应堆战略核心技术。燃料包壳装载核燃料芯块,可防止放射性裂变产物通过冷却剂泄露到外部环境,是堆芯安全的首道屏障。燃料包壳在高能中子辐照、高温高压冷却介质腐蚀/氧化、复杂应力以及与核燃料相互作用下的破损失效,是反应堆芯面临的最严峻的安全问题。锆合金包壳高温强度高、抗腐蚀性能好、中子吸收截面小且与二氧化铀有良好的相容性,是国际通用的压水堆燃料包壳材料。然而,日本福岛事故表明锆合金包壳燃料组件发生反应堆失水事故(losecoolant accident,loca)时存在严重的安全隐患:锆合金与高温水蒸汽发生剧烈反应,迅速氧化,产生大量可燃氢气发生爆炸,损毁核电机组,导致核泄漏。为防止此类事故发生,研发耐事故核燃料包壳,增强抗蒸汽氧化性能,降低产氢率,事故工况下能长时间保持堆芯完整,确保核燃料和裂变产物不泄露成为核电安全发展技术的重中之重。
2、sic纤维增强sic陶瓷基复合材料(sic/sic)是一种通过在陶瓷基体中加入连续纤维增强相进行外源性增韧,并采用适当的弱界面相进行优化,从而得到的韧性陶瓷材料,是典型的多组元(纤维、界面和基体)结构材料。借助纤维增韧、界面裂纹偏转等强韧化机制,sic/sic克服了传统sic陶瓷的固有脆性在反应堆事故工况下不会发生灾难性的损毁。同时,该材料拥有较小的中子吸收截面、优良的高温化学惰性、优良的高温强度、低活化和抗辐照,被公认为是代替锆合金包壳、发展耐事故核燃料的首选包壳管材料。
3、针对于核用耐事故的包壳管制备研究,需要加工超高长径比(100:1)级别的低表面粗糙度sic纤维增强sic陶瓷基复合材料,但是,用传统车削工艺切削sic纤维增强sic陶瓷基复合材料,由于sic纤维增强sic陶瓷基复合材料硬度高、脆性大以及非均质等特征,相比之下刀具的硬度与刚性优势相对较小,导致加工过程中刀具磨损严重,使得加工效率低,同时工件的尺寸一致性差,表面裂纹、分层、破碎、纤维拔出、崩边等缺陷严重,使得最终工件的表面粗糙度差,表面粗糙度差的sic纤维增强sic陶瓷基复合材料的包壳管在核反应堆工况下的材料腐蚀性能差,无法满足目前的使用工艺要求。
技术实现思路
1、有鉴于此,本发明提供了一种sic纤维增强sic陶瓷基复合材料的车削加工方法,在超声振动辅助加工系统、红外测温装置和光纤激光辅助加工系统组合使用的状态下进行复合加工,以便解决现有技术中sic纤维增强sic陶瓷基复合材料加工后表面质量差的的问题,从而达到提高sic纤维增强sic陶瓷基复合材料加工后的表面粗糙度,增强sic纤维增强sic陶瓷基复合材料在反应堆中的耐腐蚀性能的技术目的。
2、本发明的技术方案是:
3、一种sic纤维增强sic陶瓷基复合材料的车削加工方法,包括以下步骤:
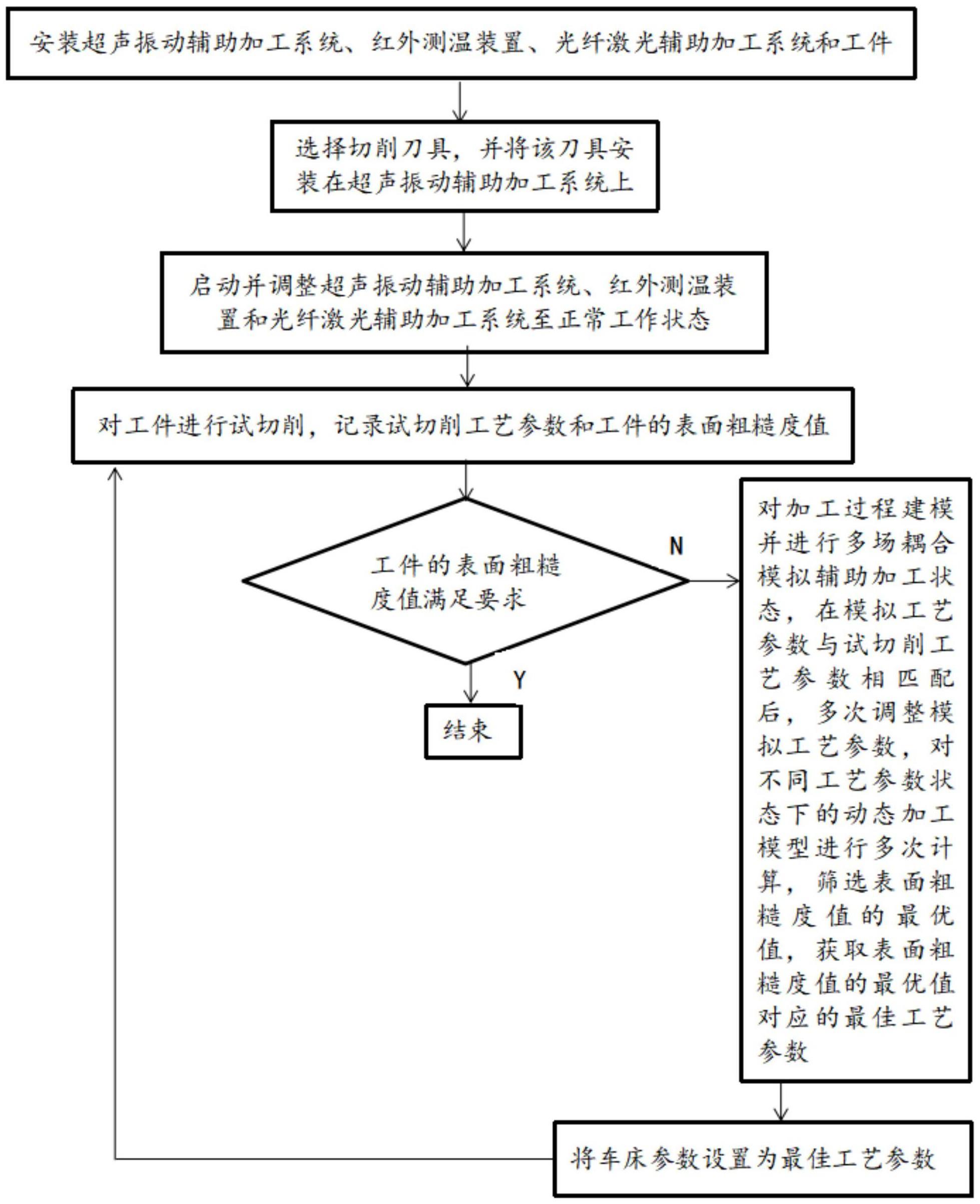
4、s1、安装超声振动辅助加工系统、红外测温装置、光纤激光辅助加工系统和工件;
5、s2、选择切削刀具,并将该刀具安装在超声振动辅助加工系统上;
6、s3、启动并调整超声振动辅助加工系统、红外测温装置和光纤激光辅助加工系统至正常工作状态;
7、s4、对工件进行试切削,记录试切削工艺参数和工件的表面粗糙度值;
8、s5、判断工件的表面粗糙度值满足要求否?如果不满足要求,对加工过程建模并进行多场耦合模拟辅助加工状态,在模拟工艺参数与试切削工艺参数相匹配后,多次调整模拟工艺参数,对不同工艺参数状态下的动态加工模型进行多次计算,筛选表面粗糙度值的最优值,获取表面粗糙度值的最优值对应的最佳工艺参数,将车床参数设置为最佳工艺参数,返回s4继续执行,直至工件的表面粗糙度值满足要求。
9、优选的,所述超声振动辅助加工系统、红外测温装置和光纤激光辅助加工系统均固定于车床行走刀架上,且所述超声振动辅助加工系统、红外测温装置和光纤激光辅助加工系统与数控车床进行电连接。
10、优选的,安装光纤激光辅助加工系统时,打开激光源,将光纤激光辅助加工系统开至最小能量设定,观察红色激光光斑,确认光纤激光辅助加工系统工作正常,并使得激光的工作范围覆盖工件,在车床行走刀架行程范围内光束整形镜不会与车床内其他部件产生碰撞。
11、优选的,所述工件以一夹一顶的方式装夹在车床上。
12、优选的,启动并调整超声振动辅助加工系统至正常工作状态,包括以下步骤:
13、将一滴水滴在刀具刀尖;
14、启动超声振动辅助加工系统;
15、观察水滴振动与否;
16、当水滴产生规律震动,则确认超声振动辅助加工系统工作正常;
17、调整超声振动辅助加工系统振动幅度与频率到预设值。
18、优选的,启动并调整红外测温装置至正常工作状态,包括以下步骤:
19、启动红外测温装置实时测量工件表面温度;
20、红外测温装置将实时测量到的工件表面温度传送到车床的控制器内,与预设阈值进行对比,当工件表面温度大于预设恒温值时,控制器发出控制指令给光纤激光辅助加工系统,使得光纤激光辅助加工系统的激光能量发生变化,照射在工件表面能量降低从而使得工件表面温度保持在预设恒温值;当工件表面温度小于预设恒温值时,控制器发出控制指令给光纤激光辅助加工系统,使得光纤激光辅助加工系统的激光能量发生变化,照射在工件表面能量增大从而使得工件表面温度保持在预设恒温值。
21、优选的,启动并调整光纤激光辅助加工系统至正常工作状态,包括以下步骤:
22、在控制器中打开激光位置引导灯;
23、将激光束射出的激光光斑直径设置在预设值;
24、将激光光点对准刀具的刀尖上方,激光光点与刀尖呈预设角度。
25、优选的,所述激光光点与刀尖呈90度。
26、优选的,对工件进行切削时,以微量润滑形式进行。
27、与现有技术相比,本发明提供了一种sic纤维增强sic陶瓷基复合材料的车削加工方法,在超声振动辅助加工系统、红外测温装置和光纤激光辅助加工系统组合使用的状态下进行复合加工,能有效降低切削载荷,延长刀具寿命,解决了现有技术中sic纤维增强sic陶瓷基复合材料加工后表面质量差的的问题,显著提升了难切削的sic纤维增强sic陶瓷基复合材料的工件表面粗糙度,且使切削后的材料表面完整性与材料力学性能不受切削过程影响,增强了sic纤维增强sic陶瓷基复合材料在反应堆中的耐腐蚀性能,提高了加工稳定性和工件成品率,加工精度和效率高,同时工件的尺寸一致性好,实用性强,值得推广。
技术特征:
1.一种sic纤维增强sic陶瓷基复合材料的车削加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种sic纤维增强sic陶瓷基复合材料的车削加工方法,其特征在于,所述超声振动辅助加工系统、红外测温装置和光纤激光辅助加工系统(1)均固定于车床行走刀架上,且所述超声振动辅助加工系统、红外测温装置和光纤激光辅助加工系统(1)与数控车床进行电连接。
3.根据权利要求2所述的一种sic纤维增强sic陶瓷基复合材料的车削加工方法,其特征在于,安装光纤激光辅助加工系统(1)时,打开激光源,将光纤激光辅助加工系统(1)开至最小能量设定,观察红色激光光斑,确认光纤激光辅助加工系统(1)工作正常,并使得激光的工作范围覆盖工件,在车床行走刀架行程范围内光束整形镜不会与车床内其他部件产生碰撞。
4.根据权利要求1所述的一种sic纤维增强sic陶瓷基复合材料的车削加工方法,其特征在于,所述工件以一夹一顶的方式装夹在车床上。
5.根据权利要求1所述的一种sic纤维增强sic陶瓷基复合材料的车削加工方法,其特征在于,启动并调整超声振动辅助加工系统至正常工作状态,包括以下步骤:
6.根据权利要求1所述的一种sic纤维增强sic陶瓷基复合材料的车削加工方法,其特征在于,启动并调整红外测温装置至正常工作状态,包括以下步骤:
7.根据权利要求6所述的一种sic纤维增强sic陶瓷基复合材料的车削加工方法,其特征在于,启动并调整光纤激光辅助加工系统(1)至正常工作状态,包括以下步骤:
8.根据权利要求7所述的一种sic纤维增强sic陶瓷基复合材料的车削加工方法,其特征在于,所述激光光点与刀尖呈90度。
9.根据权利要求1所述的一种sic纤维增强sic陶瓷基复合材料的车削加工方法,其特征在于,对工件进行切削时,以微量润滑形式进行。
技术总结
本发明属于SiC纤维增强SiC陶瓷基复合材料加工技术领域,具体涉及一种SiC纤维增强SiC陶瓷基复合材料的车削加工方法,包括以下步骤:安装辅助加工系统,对工件进行试切削,记录试切削工艺参数和工件的表面粗糙度值,判断工件的表面粗糙度值满足要求否?如果不满足要求,对加工过程建模并进行多场耦合模拟辅助加工状态,在模拟工艺参数与试切削工艺参数相匹配后,多次调整模拟工艺参数,对不同工艺参数状态下的动态加工模型进行多次计算,筛选表面粗糙度值的最优值,获取表面粗糙度值的最优值对应的最佳工艺参数,将车床参数设为最佳工艺参数,直至工件的表面粗糙度值满足要求。本发明提高了SiC纤维增强SiC陶瓷基复合材料的表面粗糙度和耐腐蚀性能。
技术研发人员:郑策,李晓强,卫冲,刘佳明,张程
受保护的技术使用者:西北工业大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!