玻璃生产系统及其生产控制方法与流程
本发明涉及玻璃生产,特别涉及一种玻璃生产系统及其生产控制方法。
背景技术:
1、在玻璃生产过程中,需要对玻璃的四边进行切边、磨边处理,处理不同尺寸的玻璃时,需要对磨边机进行调整,为此每次切边、磨边必须保证是对相同尺寸的玻璃进行作业。
2、切割工序设备与磨边工序设备目前是各自完成,每片玻璃都需要经过切割工序设备下片后,通过转运车再将玻璃上片至磨边工序设备;切割工序、磨边工序每个工位都需要专人来操作设备,造成生产效率低下,这样极大限制了整个流程的生产效率。
技术实现思路
1、本发明的主要目的是提供一种玻璃生产系统,旨在切割工序与磨边工序之间设置转移装置,实现玻璃不落地即可自动完成所有的加工工序,从而提高玻璃的生产效率。
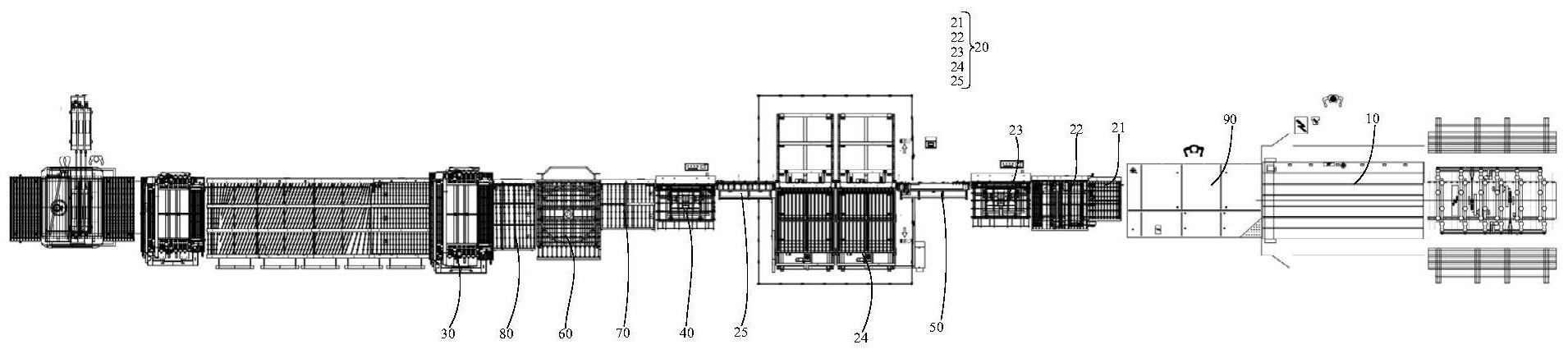
2、为实现上述目的,本发明提出的一种玻璃生产系统,所述玻璃生产系统包括:
3、自动切割机,所述自动切割机用于对玻璃侧边进行切割处理;
4、转移装置,所述转移装置与所述自动切割机相邻设置,所述转移装置用于转移切割后的玻璃;
5、磨边机,所述磨边机与所述转移装置相邻设置,并位于所述转移装置远离所述自动切割机的一侧;所述磨边机用于对切割后的玻璃进行磨边。
6、在一实施例中,所述转移装置包括:
7、上翻台,所述上翻台与所述自动切割机相邻设置,所述上翻台用于将切割后的玻璃向上翻转并传送;
8、双向台,所述双向台与所述上翻台相邻设置,并位于所述上翻台远离所述自动切割机的一侧;所述双向台用于接收从所述上翻台转移过来的玻璃,并将玻璃靠边对位;
9、卧转立机构,所述卧转立机构与所述双向台相邻的位置;所述卧转立机构用于将对位后的玻璃翻转竖立;
10、理片笼,所述理片笼与所述卧转立机构相邻设置,并位于所述卧转立机构远离所述双向台的一侧;所述理片笼可识别玻璃尺寸并存储;
11、第一出片台,所述第一出片台与所述理片笼相邻设置,并位于所述理片笼远离所述卧转立机构的一侧,且所述第一出片台远离所述卧转立机构的一侧与所述磨边机相邻设置,所述第一出片台用于将玻璃自动输出至所述磨边机。
12、在一实施例中,所述玻璃生产系统还包括立转卧机构,所述立转卧机构与所述第一出片台相邻设置,并位于所述第一出片台远离所述理片笼的一侧;且所述立转卧机构远离所述第一出片台的一侧与所述磨边机相邻设置;所述立转卧机构用于接收所述第一出片台输出的玻璃,并将玻璃翻转至平放状态。
13、在一实施例中,所述玻璃生产系统还包括与所述理片笼电连接的检测台,所述检测台设于所述卧转立机构和所述理片笼之间,所述检测台用于接收从所述卧转立机构传输的玻璃,并自动检测玻璃的尺寸。
14、在一实施例中,所述玻璃生产系统还包括旋片台,所述旋片台设于所述立转卧机构和所述磨边机之间,所述旋片台用于旋转玻璃的朝向,以使所述磨边机对玻璃的长边磨边。
15、在一实施例中,所述玻璃生产系统还包括入片台和第二出片台,所述入片台设于所述立转卧机构和所述旋片台之间,所述第二出片台设于所述旋片台和所述磨边机之间;所述入片台用于将所述立转卧机构的玻璃转移至所述旋片台,所述第二出片台用于将位于所述旋片台的玻璃转移至所述磨边机。
16、在一实施例中,所述玻璃生产系统还包括驳处台,所述驳处台设于所述自动切割机和所述上翻台之间,所述驳处台用于供操作人员将已裁切好的玻璃分离成独立的小块玻璃。
17、本发明还提出一种如上所述的玻璃生产系统的生产控制方法,所述玻璃生产系统的生产控制方法包括:
18、控制自动切割机对玻璃侧边进行切割处理;
19、待完成玻璃的切割处理后,控制转移装置将切割后的玻璃片转移;
20、控制磨边机对转移后的玻璃进行磨边。
21、在一实施例中,所述待完成玻璃的切割处理后,控制所述转移装置将切割后的玻璃片转移的步骤包括:
22、控制上翻台接收切割后的玻璃;
23、控制双向台接收从所述上翻台转移过来的玻璃,并将玻璃靠边对位;
24、控制第一出片台将位于所述双向台的玻璃输送至磨边机。
25、在一实施例中,控制所述双向台接收从所述上翻台转移过来的玻璃,并将玻璃靠边对位的步骤和控制第一出片台将位于所述双向台的玻璃输送至磨边机的步骤之间还包括:
26、控制卧转立机构将对位后的玻璃翻转竖立;
27、自动比对玻璃尺寸,判断玻璃尺寸是否符合预设数据;
28、若玻璃尺寸符合预设数据,则控制理片笼将玻璃进行入笼存储;
29、若玻璃尺寸不符合预设数据,则进行报警提示。
30、在一实施例中,控制卧转立机构将对位后的玻璃翻转竖立的步骤和自动对比对玻璃尺寸,判断玻璃尺寸是否符合预设数据的步骤之间还包括:
31、接收从所述卧转立机构传输的玻璃;
32、控制检测台自动检测玻璃的尺寸数据,并将检测到的玻璃的尺寸数据传输至所述理片笼。
33、本发明技术方案的玻璃生产系统包括自动切割机、转移装置及磨边机,自动切割机用于对玻璃侧边进行切割处理;转移装置与自动切割机相邻设置,转移装置用于转移切割后的玻璃;磨边机与转移装置相邻设置,并位于转移装置远离自动切割机的一侧;磨边机用于对切割后的玻璃进行磨边;整个加工过程中,玻璃都无需人工下片转移,直接通过转移装置衔接自动切割机和磨边机,利用转移装置实现自动转移,较大地缩短了玻璃的整个加工时长,从而提高了玻璃生产流程的生产效率。
技术特征:
1.一种玻璃生产系统,其特征在于,所述玻璃生产系统包括:
2.如权利要求1所述的玻璃生产系统,其特征在于,所述转移装置包括:
3.如权利要求2所述的玻璃生产系统,其特征在于,所述玻璃生产系统还包括立转卧机构,所述立转卧机构与所述第一出片台相邻设置,并位于所述第一出片台远离所述理片笼的一侧;且所述立转卧机构远离所述第一出片台的一侧与所述磨边机相邻设置;所述立转卧机构用于接收所述第一出片台输出的玻璃,并将玻璃翻转至平放状态。
4.如权利要求3所述的玻璃生产系统,其特征在于,所述玻璃生产系统还包括与所述理片笼电连接的检测台,所述检测台设于所述卧转立机构和所述理片笼之间,所述检测台用于接收从所述卧转立机构传输的玻璃,并自动检测玻璃的尺寸。
5.如权利要求4所述的玻璃生产系统,其特征在于,所述玻璃生产系统还包括旋片台,所述旋片台设于所述立转卧机构和所述磨边机之间,所述旋片台用于旋转玻璃的朝向,以使所述磨边机对玻璃的长边磨边。
6.如权利要求5所述的玻璃生产系统,其特征在于,所述玻璃生产系统还包括入片台和第二出片台,所述入片台设于所述立转卧机构和所述旋片台之间,所述第二出片台设于所述旋片台和所述磨边机之间;所述入片台用于将所述立转卧机构的玻璃转移至所述旋片台,所述第二出片台用于将位于所述旋片台的玻璃转移至所述磨边机。
7.如权利要求2所述的玻璃生产系统,其特征在于,所述玻璃生产系统还包括驳处台,所述驳处台设于所述自动切割机和所述上翻台之间,所述驳处台用于将已裁切好的玻璃分离成独立的小块玻璃。
8.一种如权利要求1至7中任一项所述的玻璃生产系统的生产控制方法,其特征在于,所述玻璃生产系统的生产控制方法包括:
9.如权利要求8所述的玻璃生产系统的生产控制方法,其特征在于,所述待完成玻璃的切割处理后,控制所述转移装置将切割后的玻璃片转移的步骤包括:
10.如权利要求9所述的玻璃生产系统的生产控制方法,其特征在于,控制所述双向台接收从所述上翻台转移过来的玻璃,并将玻璃靠边对位的步骤和控制第一出片台将位于所述双向台的玻璃输送至磨边机的步骤之间还包括:
11.如权利要求10所述的玻璃生产系统的生产控制方法,其特征在于,控制卧转立机构将对位后的玻璃翻转竖立的步骤和自动对比对玻璃尺寸,判断玻璃尺寸是否符合预设数据的步骤之间还包括:
技术总结
本发明公开一种玻璃生产系统和玻璃生产系统的生产控制方法,其中,所述玻璃生产系统包括自动切割机、转移装置及磨边机,所述自动切割机用于对玻璃侧边进行切割处理;所述转移装置与所述自动切割机相邻设置,所述转移装置用于转移切割后的玻璃;所述磨边机与所述转移装置相邻设置,并位于所述转移装置远离所述自动切割机的一侧;所述磨边机用于对切割后的玻璃进行磨边。本发明技术方案将切割工序与磨边工序之间设置转移装置,实现玻璃不落地即可自动完成所有的加工工序,从而提高玻璃的生产效率。
技术研发人员:龚妙锋,庞惠聪
受保护的技术使用者:广东旗滨节能玻璃有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!