格子砖模具及其装配方法与流程
本发明涉及格子耐火砖生产,特别是涉及格子砖模具及其装配方法。
背景技术:
1、高吨位液压压砖机采用全自动控制,随着工业4.0的推进,智能化智慧化生产线已逐步普及,其中成型系统是极为重要的一环,成型系统由电动螺旋压砖机或全自动液压压砖机组成,相对而言,液压压砖机自动化程度更高,压力更大,产品质量更好。而应用于液压机上的耐材模具决定着产品的外观质量和生产效率,且对内在质量和自动化程度有重要影响。
2、全自动液压压砖机模具由于对结构合理性、设计精度、制造精度、装配精度以及耐用性提出了极高的要求,目前只能制作标形耐火砖模具,而格子体耐火砖形状复杂,无法使用自动压机生产,并且格子体耐火砖作为冶金行业高炉热风炉的热交换体,由于热风炉的燃烧气体中具有对格子体耐火砖浸蚀的co和硫离子,缩短了格子体耐火砖的使用寿命,致使格子体耐火砖需求量大,然而传统的生产方式影响交付周期,亟需设计制作一种能够适应于全自动液压压砖机的格子砖模具。
技术实现思路
1、本发明的目的就在于为了解决上述问题而提供格子砖模具及其装配方法。
2、本发明通过以下技术方案来实现上述目的:
3、格子砖模具及其装配方法,包括:
4、模套组件,其具有若干个上下敞口的腔室,以便于成型格子砖外廓;
5、模底芯组件,其具有安装架和与所述腔室一一对应的下格孔柱,所述下格孔柱顶部匹配插入对应的腔室底部,所述格孔柱下段对应其中每列或每行格孔的位置设有径向贯穿格孔的通孔;每个下格孔柱中的格孔均匹配设有一个能够轴向移动的芯杆,且芯杆上端延伸至所述腔室顶部,以便于成型格子砖底面和格子孔;所述安装架底部穿对应的通孔,且与对应的芯杆下端可拆卸连接,所述安装架与模套组件对应固接;以便于安装架和芯杆跟随模套组件下降,完成格子砖的脱模作业;
6、压头组件,其具有与所述下格孔柱一一对应的上格孔柱,以便于上格孔柱下压腔室内的原料,使得格子砖成型;所述上格孔柱中的格孔上端设有排气孔。
7、优选的,所述模套组件包括外模套,所述外模套内侧设有若干个呈矩阵分布的内模套,所述外模套内侧对应每一列和每一行内模套的位置均设有一组稍板结构,以便于内模套位置固定;所述外模套底部设有底板,且底板对应内模套内腔的位置设有让位孔;所述外模套顶部设有盖板,且盖板对应内模套内腔的位置设有让位孔。
8、优选的,所述稍板结构包括两个楔形板,两个楔形板斜面抵触配合,且两个楔形板相背板面平行。
9、优选的,所述内模套包括六棱套,所述六棱套每个内侧壁均贴合有一个内衬板,且相邻的两个内衬板侧壁面抵触贴合;所述六棱套相对的两个棱角均设有一个内侧面中部具有v型槽的方形垫块,且方形垫块中的v型槽两槽壁与对应的六棱套棱角侧面对应贴合。
10、优选的,模底芯组件还包括:
11、下安装板,其上板面对应所述腔室的位置设有所述下格孔柱,所述下格孔柱上端可拆卸连接有下格孔柱头,且下格孔柱头中的格孔直径小于下格孔柱中的格孔直径。
12、优选的,所述芯杆为台阶杆,所述芯杆上段为大径段,且芯杆上段直径与下格孔柱头中的格孔直径相适配。
13、优选的,所述安装架包括两个分别位于下格孔柱两侧的架体,两个架体上端均对应固接于所述模套组件,两个架体底部之间设有若干个一一对应贯穿所述通孔的安装杆,所述芯杆下端可拆卸安装于对应的安装杆。
14、优选的,所述压头组件包括:
15、上安装板,其下板面对应所述腔室的位置设有所述上格孔柱,所述上格孔柱下端设有上格孔柱头,所述上格孔柱头中的格孔直径小于上格孔柱中的格孔直径,且上格孔柱头中的格孔直径与芯杆直径相适配。
16、本发明还提供了一种格子砖模具的装配方法,包括以下步骤:
17、模套组件的装配:首先把外模套置于平台上,然后把若干个内模套呈矩阵排列的置于外模套内侧,然后在每一列或每一行内模套的位置放入一个楔形板,然后再放入另一楔形板,并下压该楔形板,使得两个楔形板紧紧的贴合在一起,此时内模套的纵向位置或横向位置被固定,然后根据上述原理在每一行或每一列内模套的位置放入一个稍板结构,使得内模套的横向位置或纵向位置被固定,此时所有的内模套稳定的固定在外模套内侧;然后把盖板置于外模套顶部,随后把所有的上格孔柱贯穿对应的盖板让位孔并插入内模套,随后把盖板安装在外模套顶部,根据盖板安装原理把底板安装在外模套底部;
18、模底芯组件的装配:把所有的下格孔柱一一对应的插接于内模套,然后把下安装板安装在下格孔柱下端;然后所有的安装杆横向的一一对应贯穿通孔,然后把所有的芯杆下端一一对应的插接于下格孔柱中的格孔内,然后通过螺接的方式把芯杆安装于对应的安装杆;再然后在所有的安装杆同向的一端安装架体,随后把架体安装于模套组件;
19、压头组件的装配:把所有的上格孔柱一一对应的插接于内模套,然后在所有的上格孔柱上端安装有上安装板,然后取出上格孔柱即可;
20、格子砖模具的安装:首先把模套组件安装在全自动液压压砖机下升降部;然后把下安装板置于全自动液压压砖机工作台,向下移动全自动液压压砖机下升降部,同时调整下安装板位置,使得下格孔柱对应插接于内模套内腔,最后把下安装板安装于全自动液压压砖机工作台;再然后向上移动全自动液压压砖机下升降部,使得内模套内腔上段不存在下格孔柱,然后把上格孔柱插入内模套内腔,随后向下移动全自动液压压砖机上升降部,使得上安装板与全自动液压压砖机上升降部底面贴合,并把上安装板安装于全自动液压压砖机上升降部即可。
21、优选的,内模套的装配:首先把六个围板分别贴合于六个内衬板外板面,然后利用工装调整内衬板和围板的位置,使得六个内衬板构成一个空心六棱柱,且相邻的两个内衬板侧壁面对应抵触贴合,然后把相邻的两个围板焊接在一起,使得六个围板构成六棱套即可。
22、有益效果在于:
23、1、本格子砖模解决了因格子体耐火砖形状复杂,无法使用自动压机生产的技术问题,提高了格子体耐火砖的生产效率;
24、2、由于底板和盖板的设置能够对内衬板进行防护、下格孔柱头能够对下格孔柱进行防护、上格孔柱头能够对上格孔柱进行防护,因此使得该格子砖模具具有较低的维修成本;
25、3、由于芯杆分段式设置,当芯杆受损时,可以仅更换受损的部分,降低了芯杆的维修成本。
26、4、该格子砖模能够与全自动液压机、自动布料机和机械手配合使用,实现自动成型格子砖的功能,生产过程不需要人工介入,节约了人力资源;
27、5、由于模套组件的设置,可以一次生产多个格子砖,提高耐材生产的劳动效率。
28、本发明的附加技术特征及其优点将在下面的描述内容中阐述地更加明显,或通过本发明的具体实践可以了解到。
技术特征:
1.格子砖模具,其特征在于,包括:
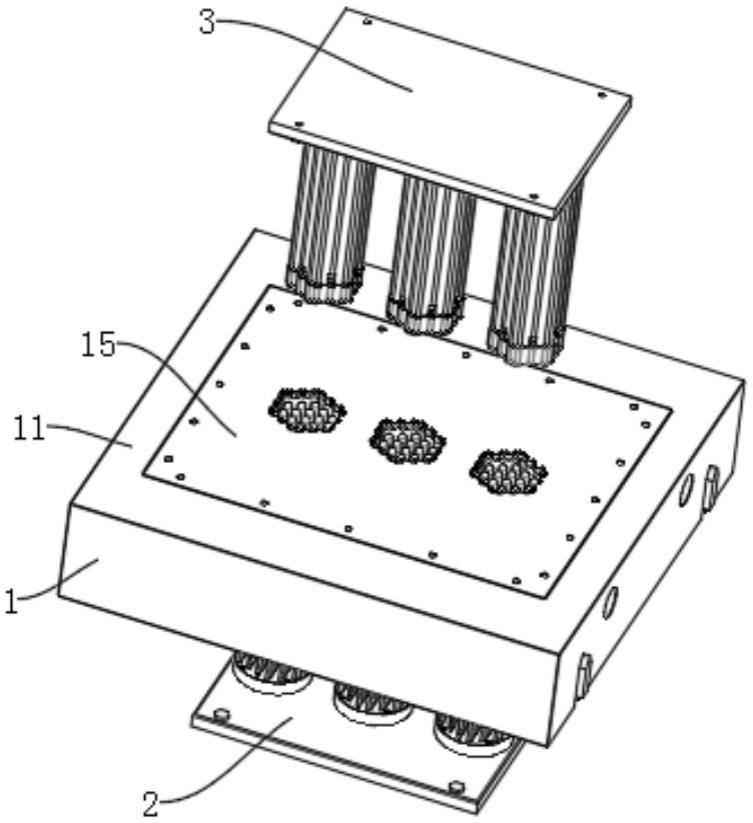
2.根据权利要求1所述的格子砖模具,其特征在于:所述模套组件(1)包括外模套(11),所述外模套(11)内侧设有若干个呈矩阵分布的内模套(12),所述外模套(11)内侧对应每一列和每一行内模套(12)的位置均设有一组稍板结构(13),以便于内模套(12)位置固定;所述外模套(11)底部设有底板(14),且底板(14)对应内模套(12)内腔的位置设有让位孔;所述外模套(11)顶部设有盖板(15),且盖板(15)对应内模套(12)内腔的位置设有让位孔。
3.根据权利要求2所述的格子砖模具,其特征在于:所述稍板结构(13)包括两个楔形板,两个楔形板斜面抵触配合,且两个楔形板相背板面平行。
4.根据权利要求2所述的格子砖模具,其特征在于:所述内模套(12)包括六棱套(121),所述六棱套(121)每个内侧壁均贴合有一个内衬板(122),且相邻的两个内衬板(122)侧壁面抵触贴合;所述六棱套(121)相对的两个棱角均设有一个内侧面中部具有v型槽的方形垫块(16),且方形垫块(16)中的v型槽两槽壁与对应的六棱套(121)棱角侧面对应贴合。
5.根据权利要求1所述的格子砖模具,其特征在于:模底芯组件(2)还包括:
6.根据权利要求5所述的格子砖模具,其特征在于:所述芯杆(23)为台阶杆,所述芯杆(23)上段为大径段,且芯杆(23)上段直径与下格孔柱头(25)中的格孔直径相适配。
7.根据权利要求1所述的格子砖模具,其特征在于:所述安装架(21)包括两个分别位于下格孔柱(22)两侧的架体(211),两个架体(211)上端均对应固接于所述模套组件(1),两个架体(211)底部之间设有若干个一一对应贯穿所述通孔(221)的安装杆(212),所述芯杆(23)下端可拆卸安装于对应的安装杆(212)。
8.根据权利要求1所述的格子砖模具,其特征在于:所述压头组件(3)包括:
9.格子砖模具的装配方法,其特征在于:包括以下步骤:
10.根据权利要求9所述的格子砖模具的装配方法,其特征在于:内模套(12)的装配:首先把六个围板分别贴合于六个内衬板(122)外板面,然后利用工装调整内衬板(122)和围板的位置,使得六个内衬板(122)构成一个空心六棱柱,且相邻的两个内衬板(122)侧壁面对应抵触贴合,然后把相邻的两个围板焊接在一起,使得六个围板构成六棱套(121)即可。
技术总结
本发明涉及格子耐火砖生产技术领域的格子砖模具及其装配方法,包括:模套组件、模底芯组件和压头组件,模套组件具有若干个上下敞口的腔室,以便于成型格子砖外廓;模底芯组件具有安装架和与所述腔室一一对应的下格孔柱,所述下格孔柱顶部匹配插入对应的腔室底部,所述格孔柱下段对应其中每列或每行格孔的位置设有径向贯穿格孔的通孔;每个下格孔柱中的格孔均匹配设有一个能够轴向移动的芯杆,且芯杆上端延伸至所述腔室顶部,以便于成型格子砖底面和格子孔。本发明本格子砖模解决了因格子体耐火砖形状复杂,无法使用自动压机生产的技术问题,提高了格子体耐火砖的生产效率。
技术研发人员:孙红朝,毛中磊,秦传营,张猛,周保安,史改军,辛桂艳,熊娜玲,刘国栋,谭峰伟
受保护的技术使用者:中钢洛耐科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!