一种发泡轻质砌块生产线的制作方法
本发明属于建筑材料,具体涉及一种发泡轻质砌块生产线。
背景技术:
1、发泡轻质砌块是将粉煤灰或硅砂加水磨成浆料,加入粉状石灰,适量水泥、石膏和发泡剂,经搅拌后注入模框内,静停发泡固化后,再进行切割形成。在生产发泡轻质砌块时,切割是必不可少的工序,而且通常是采用切割机进行,而现有的切割机都是单独设置,需要人工进行多次搬运和切割,较为麻烦使得生产效率低下,且有些是设置有传输架,而该传输架只是单层传输设置,在切割完成后传输架会回退传输砌块放置架,从而会影响下一次切割,降低生产效率。
技术实现思路
1、鉴于现有技术的不足,本发明所要解决的技术问题是提供一种发泡轻质砌块生产线,它能够全自动传输并进行切割,且切割后砌块放置轨道车能够在不影响下一次切割的情况下传输到最初的位置。
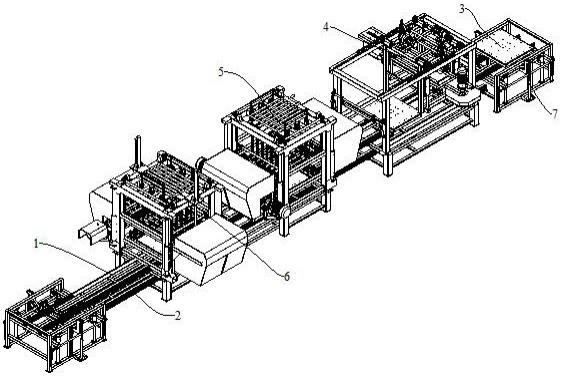
2、为解决上述技术问题,本发明采用的技术方案是:一种发泡轻质砌块生产线,包括第一传输轨道、第二传输轨道、砌块放置轨道车、水平横切机构、第一竖切机构和第二竖切机构,所述第一传输轨道安装于第二传输轨道上方,所述第一传输轨道对应的两端分别安装有升降传输机构,所述升降传输机构的升降端在第一传输轨道与第二传输轨道之间驱动设置,所述升降传输机构的升降端上安装有与第一传输轨道和第二传输轨道对接的承接轨道,所述砌块放置轨道车移动设置在第一传输轨道或者第二传输轨道上,所述第一传输轨道的传输方向与第二传输轨道的传输方向相反设置,所述水平横切机构、第一竖切机构和第二竖切机构沿着第一传输轨道的传输方向依次安装在第一传输轨道上。
3、所述水平横切机构包括第一安装架、水平移动架、第一升降驱动器、固定架、第一驱动电机、从动轮和第一线锯条,所述第一安装架安装在第一传输轨道上,所述水平移动架移动安装在第一安装架上,且水平移动架上设有驱动水平移动架在第一安装架上移动的驱动组件,所述第一升降驱动器安装在水平移动架上,所述固定架安装在第一升降驱动器的输出端上,所述第一驱动电机和从动轮对应安装在固定架的对应两侧上,所述固定架在设有第一驱动电机的一侧转动安装有第一主动轮,所述第一主动轮与第一驱动电机的输出端同轴连接设置,所述第一主动轮的转动轴线垂直于第一传输轨道的传输平面设置,所述第一主动轮与第一驱动电机传动连接设置,所述第一线锯条绕设在从动轮和第一主动轮,所述第一线锯条与第一传输轨道的传输方向水平垂直设置。
4、所述驱动组件包括传动电机、传动杆和四个滚动轮,所述传动电机、传动杆和四个滚动轮均安装在水平移动架上,所述传动电机与传动杆通过链条传动连接设置,所述传动杆对应的两端设有传动齿轮,所述第一安装架上设有与传动齿轮啮合的第一齿条,四个所述滚动轮分别转动置于第一安装架设有第一齿条的两侧上。
5、所述第一竖切机构包括第二安装架、第一喷淋件、第二升降驱动器、两个第二驱动电机、两组第二辅助轮组和多条第二线锯条,所述第二安装架安装在第一传输轨道上,所述第一喷淋件和第二升降驱动器均安装在第二安装架上,两组所述第二辅助轮组沿着第一传输轨道的长度滑动设置在第二安装架对应的两侧上,并均与第二升降驱动器的升降端连接设置,两个所述第二驱动电机安装在第二安装架一侧的第二辅助轮组对应两侧上,并与该第二辅助轮组传动连接设置,多条所述第二线锯条沿着第一传输轨道的宽度等距缠绕设置在两组第二辅助轮组的转动端上。
6、所述第二辅助轮组包括第一固定座和多个第三主动轮,所述第一固定座滑动设置在第二安装架的侧边上,并与第二升降驱动器的升降端连接设置,多个所述第三主动轮沿着第一传输轨道的宽度等距转动安装在第一固定座上,所述第三主动轮的数量与第二线锯条的数量一一对应设置。
7、所述第二安装架上安装有多个第一砌块挤压固定杆,多个所述第一砌块挤压固定杆分别位于相邻的两条第二线锯条之间设置。
8、所述第二竖切机构包括第三安装架、第二喷淋件、第三升降驱动器、两个第三驱动电机、两组第三辅助轮组和多条第三线锯条,所述第三安装架安装在第一传输轨道上,所述第二喷淋件和第三升降驱动器均安装在第三安装架上,两组所述第三辅助轮组沿着第一传输轨道的宽度滑动设置在第三安装架对应的两侧上,并均与第三升降驱动器的升降端连接设置,两个所述第三驱动电机安装在第三安装架一侧的第三辅助轮组对应两侧上,并与该第三辅助轮组传动连接设置,多条所述第三线锯条沿着第一传输轨道的长度等距缠绕设置在两组第三辅助轮组的转动端上。
9、所述第三辅助轮组包括第二固定座和多个第四主动轮,所述第二固定座滑动设置在第三安装架的侧边上,并与第三升降驱动器的升降端连接设置,多个所述第四主动轮沿着第一传输轨道的长度等距转动安装在第二固定座上,所述第四主动轮的数量与第三线锯条的数量一一对应设置。
10、所述第三安装架上安装有多个第二砌块挤压固定杆,多个所述第二砌块挤压固定杆分别位于相邻的两条第三线锯条之间设置。
11、所述砌块放置轨道车包括固定放置平板和驱动轨道轮,所述驱动轨道轮安装在固定放置平板的下方,所述驱动轨道轮转动设置在第一传输轨道或者第二传输轨道上。
12、与现有技术相比,本发明具有以下有益效果:
13、本发明一种发泡轻质砌块生产线,通过第一传输轨道、水平横切机构、第一竖切机构和第二竖切机构的配合实现全自动传输并进行切割,并通过第一传输轨道、第二传输轨道、砌块放置轨道车和升降传输机构的传输设置,且切割后砌块放置轨道车能够在不影响下一次切割的情况下传输到最初的位置,增加生产效率。
技术特征:
1.一种发泡轻质砌块生产线,其特征在于:包括第一传输轨道、第二传输轨道、砌块放置轨道车、水平横切机构、第一竖切机构和第二竖切机构,所述第一传输轨道安装于第二传输轨道上方,所述第一传输轨道对应的两端分别安装有升降传输机构,所述升降传输机构的升降端在第一传输轨道与第二传输轨道之间驱动设置,所述升降传输机构的升降端上安装有与第一传输轨道和第二传输轨道对接的承接轨道,所述砌块放置轨道车移动设置在第一传输轨道或者第二传输轨道上,所述第一传输轨道的传输方向与第二传输轨道的传输方向相反设置,所述水平横切机构、第一竖切机构和第二竖切机构沿着第一传输轨道的传输方向依次安装在第一传输轨道上。
2.根据权利要求1所述的一种发泡轻质砌块生产线,其特征在于:所述水平横切机构包括第一安装架、水平移动架、第一升降驱动器、固定架、第一驱动电机、从动轮和第一线锯条,所述第一安装架安装在第一传输轨道上,所述水平移动架移动安装在第一安装架上,且水平移动架上设有驱动水平移动架在第一安装架上移动的驱动组件,所述第一升降驱动器安装在水平移动架上,所述固定架安装在第一升降驱动器的输出端上,所述第一驱动电机和从动轮对应安装在固定架的对应两侧上,所述固定架在设有第一驱动电机的一侧转动安装有第一主动轮,所述第一主动轮与第一驱动电机的输出端同轴连接设置,所述第一主动轮的转动轴线垂直于第一传输轨道的传输平面设置,所述第一主动轮与第一驱动电机传动连接设置,所述第一线锯条绕设在从动轮和第一主动轮上,所述第一线锯条与第一传输轨道的传输方向水平垂直设置。
3.根据权利要求2所述的一种发泡轻质砌块生产线,其特征在于:所述驱动组件包括传动电机、传动杆和四个滚动轮,所述传动电机、传动杆和四个滚动轮均安装在水平移动架上,所述传动电机与传动杆通过链条传动连接设置,所述传动杆对应的两端设有传动齿轮,所述第一安装架上设有与传动齿轮啮合的第一齿条,四个所述滚动轮分别转动置于第一安装架设有第一齿条的两侧上。
4.根据权利要求1所述的一种发泡轻质砌块生产线,其特征在于:所述第一竖切机构包括第二安装架、第一喷淋件、第二升降驱动器、两个第二驱动电机、两组第二辅助轮组和多条第二线锯条,所述第二安装架安装在第一传输轨道上,所述第一喷淋件和第二升降驱动器均安装在第二安装架上,两组所述第二辅助轮组沿着第一传输轨道的长度滑动设置在第二安装架对应的两侧上,并均与第二升降驱动器的升降端连接设置,两个所述第二驱动电机安装在第二安装架一侧的第二辅助轮组对应两侧上,并与该第二辅助轮组传动连接设置,多条所述第二线锯条沿着第一传输轨道的宽度等距缠绕设置在两组第二辅助轮组的转动端上。
5.根据权利要求4所述的一种发泡轻质砌块生产线,其特征在于:所述第二辅助轮组包括第一固定座和多个第三主动轮,所述第一固定座滑动设置在第二安装架的侧边上,并与第二升降驱动器的升降端连接设置,多个所述第三主动轮沿着第一传输轨道的宽度等距转动安装在第一固定座上,所述第三主动轮的数量与第二线锯条的数量一一对应设置。
6.根据权利要求4所述的一种发泡轻质砌块生产线,其特征在于:所述第二安装架上安装有多个第一砌块挤压固定杆,多个所述第一砌块挤压固定杆分别位于相邻的两条第二线锯条之间设置。
7.根据权利要求1所述的一种发泡轻质砌块生产线,其特征在于:所述第二竖切机构包括第三安装架、第二喷淋件、第三升降驱动器、两个第三驱动电机、两组第三辅助轮组和多条第三线锯条,所述第三安装架安装在第一传输轨道上,所述第二喷淋件和第三升降驱动器均安装在第三安装架上,两组所述第三辅助轮组沿着第一传输轨道的宽度滑动设置在第三安装架对应的两侧上,并均与第三升降驱动器的升降端连接设置,两个所述第三驱动电机安装在第三安装架一侧的第三辅助轮组对应两侧上,并与该第三辅助轮组传动连接设置,多条所述第三线锯条沿着第一传输轨道的长度等距缠绕设置在两组第三辅助轮组的转动端上。
8.根据权利要求7所述的一种发泡轻质砌块生产线,其特征在于:所述第三辅助轮组包括第二固定座和多个第四主动轮,所述第二固定座滑动设置在第三安装架的侧边上,并与第三升降驱动器的升降端连接设置,多个所述第四主动轮沿着第一传输轨道的长度等距转动安装在第二固定座上,所述第四主动轮的数量与第三线锯条的数量一一对应设置。
9.根据权利要求7所述的一种发泡轻质砌块生产线,其特征在于:所述第三安装架上安装有多个第二砌块挤压固定杆,多个所述第二砌块挤压固定杆分别位于相邻的两条第三线锯条之间设置。
10.根据权利要求1所述的一种发泡轻质砌块生产线,其特征在于:所述砌块放置轨道车包括固定放置平板和驱动轨道轮,所述驱动轨道轮安装在固定放置平板的下方,所述驱动轨道轮转动设置在第一传输轨道或者第二传输轨道上。
技术总结
本发明涉及一种发泡轻质砌块生产线,包括第一传输轨道、第二传输轨道、砌块放置轨道车、水平横切机构、第一竖切机构和第二竖切机构,所述第一传输轨道安装于第二传输轨道上方,所述第一传输轨道对应的两端分别安装有升降传输机构,所述升降传输机构的升降端在第一传输轨道与第二传输轨道之间驱动设置。本发明一种发泡轻质砌块生产线,通过第一传输轨道、水平横切机构、第一竖切机构和第二竖切机构的配合实现全自动传输并进行切割,并通过第一传输轨道、第二传输轨道、砌块放置轨道车和升降传输机构的传输设置,且切割后砌块放置轨道车能够在不影响下一次切割的情况下传输到最初的位置,增加生产效率。
技术研发人员:陈志雄,刘骅,陈思琳,刘建昕
受保护的技术使用者:福建雄辉科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!