一种半球谐振子铣削加工工装的制作方法
本发明属于机械加工,尤其涉及一种半球振子谐铣削加工工装。
背景技术:
1、半球谐振陀螺仪以其超强稳定性、高可靠性、高精度、长寿命、低功耗以及良好的抗冲击振动和抗辐射性能等,在惯导、制导、惯性测量等领域中得到广泛应用。石英半球谐振子作为半球谐振陀螺仪的核心部件,其加工精度、表面质量等直接决定着半球谐振陀螺仪的使用性能。
2、由于半球谐振子材料为熔融石英玻璃材料,是一种硬而脆的材料,而且半球谐振子形状为薄壁半球壳形,尺寸、精密度要求极高,半精加工采用铣削时,中心柱与薄壁半球壳形的同轴度需小于等于0.003毫米,薄壁半球壳形的圆度小于等于0.002毫米,薄壁半球壳形的不均度小于等于0.001毫米,加工难度很大。采用普通三爪卡盘夹持,由于自身精度不高,无法满足高精度加工需求,采用高精度三爪卡盘成本高,且无法限定半球谐振子安装高度,影响生产效率。
技术实现思路
1、本发明提供一种半球振子谐铣削加工工装,以克服现有技术的不足。
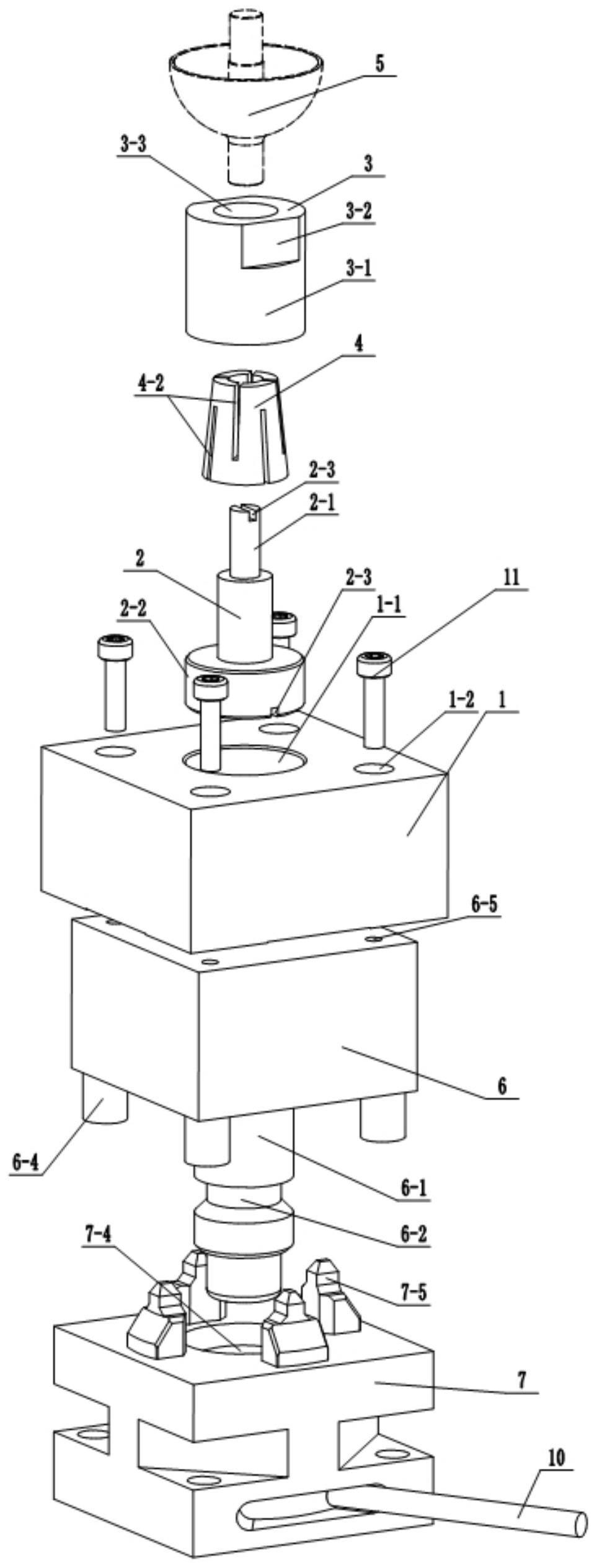
2、本发明所采用的技术方案是:一种半球振子谐铣削加工工装,包括底座、限位座、锁紧内套、锁紧外套,所述底座中央具有第一螺纹孔,所述限位座下部具有第二外螺纹、上部具有与限位座同轴设置的定位柱,且定位柱的直径稍小于待加工半球谐振子中心柱的外径,所述限位座通过第二外螺纹安装在第一螺纹孔中;所述锁紧内套外形为锥形、中心具有锁紧孔,且沿轴向设有收缩缝;所述锁紧内套通过锁紧孔套装在定位柱上,且锁紧内套上部伸出定位柱上方;所述锁紧外套中心设有与锁紧内套外形适配的锥孔,外周具有第一外螺纹;所述锁紧外套通过锥孔套装在锁紧内套外周上,并通过第一外螺纹安装在第一螺纹孔中;将待加工半球谐振子的中心柱下端插装在锁紧孔中,并使中心柱底面与定位柱顶面紧密贴合,旋转锁紧外套压缩收缩缝使锁紧孔不断缩小,将中心柱下端夹紧,将待加工半球谐振子固定在定位柱的上方;所述底座下方固定连接有精密快换机构。
3、所述精密快换机构包括托盘、固定座及环状锁紧座,所述环状锁紧座安装在固定座的圆柱形内腔中,且环状锁紧座上端的环形凹台套装在圆柱形内腔顶端具有的环形凸台外围;所述环形凸台下端均布的槽道中装有滚珠,且与滚珠对应的环形凹台侧壁上周向均布有逐渐变浅的弧形凹槽,并使滚珠位于弧形凹槽中;所述托盘上端与所述底座下端固定连接,所述托盘底部中央具有的连接杆自固定座顶端中央的通孔插装在环状锁紧座中,且连接杆下部具有的环形凹槽与滚珠相对设置,转动环状锁紧座,通过弧形凹槽迫使滚珠沿槽道卡入环形凹槽中,将托盘与固定座锁紧。
4、在所述固定座顶端沿周向均布定位块,且定位块布置在通孔的外围,所述托盘的下端面上均布有与定位块一一对应的定位槽及可调支撑,且定位块插装在定位槽中,可调支撑下端支撑在固定座顶面上。
5、所述底座上设有连接孔,且连接孔位于第一螺纹孔外围,所述托盘顶面设有与连接孔对应的第二螺纹孔,通过螺钉从上向下穿过连接孔与第二螺纹孔螺纹连接,将底座固定在托盘上方。
6、所述锁紧外套上部外周上设置有扳手卡装平面;所述定位柱顶端、限位座底端均设置有扳手卡槽。
7、相较于现有技术,本发明具有的有益效果:
8、1、本发明通过底座与限位座螺纹套装,可调整并限定待加工半球谐振子的安装高度,同时通过锥形锁紧机构保证了装夹后的同轴度需求,克服了普通三爪卡盘装夹后无法满足高同轴度需求的问题,以及高精度三爪卡盘相对成本高的问题,保证了加工精度、降低了生产成本、提高了生产效率。
9、2、本发明设置有精密快换机构,减少了装夹过程的时间,并通过多个托盘与一个固定座快换配合使用,减少铣床的停机时间,提高设备单位时间内的利用率,进一步提高了生产效率;并可同时减少了返修件二次装夹造成的定位误差,提高了返修件的成品率。
技术特征:
1.一种半球振子谐铣削加工工装,其特征在于:包括底座(1)、限位座(2)、锁紧内套(4)、锁紧外套(3),所述底座(1)中央具有第一螺纹孔(1-1),所述限位座(2)下部具有第二外螺纹(2-2)、上部具有与限位座(2)同轴设置的定位柱(2-1),且定位柱(2-1)的直径稍小于待加工半球谐振子(5)中心柱(5-1)的外径,所述限位座(2)通过第二外螺纹(2-2)安装在第一螺纹孔(1-1)中;所述锁紧内套(4)外形为锥形、中心具有锁紧孔(4-1),且沿轴向设有收缩缝(4-2);所述锁紧内套(4)通过锁紧孔(4-1)套装在定位柱(2-1)上,且锁紧内套(4)上部伸出定位柱(2-1)上方;所述锁紧外套(3)中心设有与锁紧内套(4)外形适配的锥孔(3-3),外周具有第一外螺纹(3-1);所述锁紧外套(3)通过锥孔(3-3)套装在锁紧内套(4)外周上,并通过第一外螺纹(3-1)安装在第一螺纹孔(1-1)中;将待加工半球谐振子(5)的中心柱(5-1)下端插装在锁紧孔(4-1)中,并使中心柱(5-1)底面与定位柱(2-1)顶面紧密贴合,旋转锁紧外套(3)压缩收缩缝(4-2)使锁紧孔(4-1)不断缩小,将中心柱(5-1)下端夹紧,将待加工半球谐振子(5)固定在定位柱(2-1)的上方;所述底座(1)下方固定连接有精密快换机构。
2.根据权利要求1所述的一种半球振子谐铣削加工工装,其特征在于:所述精密快换机构包括托盘(6)、固定座(7)及环状锁紧座(8),所述环状锁紧座(8)安装在固定座(7)的圆柱形内腔(7-1)中,且环状锁紧座(8)上端的环形凹台(8-1)套装在圆柱形内腔(7-1)顶端具有的环形凸台(7-2)外围;所述环形凸台(7-2)下端均布的槽道(7-3)中装有滚珠(9),且与滚珠(9)对应的环形凹台(8-1)侧壁上周向均布有逐渐变浅的弧形凹槽(8-2),并使滚珠(9)位于弧形凹槽(8-2)中;所述托盘(6)上端与所述底座(1)下端固定连接,所述托盘(6)底部中央具有的连接杆(6-1)自固定座(7)顶端中央的通孔(7-4)插装在环状锁紧座(8)中,且连接杆(6-1)下部具有的环形凹槽(6-2)与滚珠(9)相对设置,转动环状锁紧座(8),通过弧形凹槽(8-2)迫使滚珠(9)沿槽道(7-3)卡入环形凹槽(6-2)中,将托盘(6)与固定座(7)锁紧。
3.根据权利要求2所述的一种半球振子谐铣削加工工装,其特征在于:在所述固定座(7)顶端沿周向均布定位块(7-5),且定位块(7-5)布置在通孔(7-4)的外围,所述托盘(6)的下端面上均布有与定位块(7-5)一一对应的定位槽(6-3)及可调支撑(6-4),且定位块(7-5)插装在定位槽(6-4)中,可调支撑(6-4)下端支撑在固定座(7)顶面上。
4.根据权利要求3所述的一种半球振子谐铣削加工工装,其特征在于:所述底座(1)上设有连接孔(1-2),且连接孔(1-2)位于第一螺纹孔(1-1)外围,所述托盘(6)顶面设有与连接孔(1-2)对应的第二螺纹孔(6-5),通过螺钉(11)从上向下穿过连接孔(1-2)与第二螺纹孔(6-5)螺纹连接,将底座(1)固定在托盘(6)上方。
5.根据权利要求1或2或3或4所述的一种半球振子谐铣削加工工装,其特征在于:所述锁紧外套(3)上部外周上设置有扳手卡装平面(3-2);所述定位柱(2-1)顶端、限位座(2)底端均设置有扳手卡槽(2-3)。
技术总结
一种半球振子谐铣削加工工装,包括底座、限位座、锁紧内套、锁紧外套,限位座安装在底座中央的第一螺纹孔中,并通过下端的第二外螺纹与第一螺纹孔螺纹连接,锁紧内套通过锁紧孔套装在限位座上端的定位柱上,且锁紧内套上部伸出定位柱方,锁紧内套沿轴向设有收缩缝,锁紧外套通过锥孔套装在锁紧内套的外锥上,并通过第一外螺纹安装在第一螺纹孔中;将待加工半球谐振子的中心柱下端插装在锁紧孔中,并使中心柱底面与定位柱顶面紧密贴合,旋转锁紧外套压缩收缩缝使锁紧孔不断缩小,将中心柱下端夹紧,将待加工半球谐振子固定在定位柱的上方;所述底座下方固定连接有精密快换机构。本发明以克服现有技术的不足。
技术研发人员:朱万祥,肖艳鹏,杨磊,宋子深,张宗绪,赵鑫,毛国刚
受保护的技术使用者:陕西航天时代导航设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!