高光WPC墙板及其制备方法与流程
本发明涉及板材制备,具体涉及高光wpc墙板及其制备方法。
背景技术:
1、目前市面上常见的数码墙板一般为石塑复合板、硅酸盖板、饰面板等密度较大的墙板,这类数码墙板生产较为方便,良率相对较高,图案可以私人定制,光泽度可达到90°以上,例如石材类数码墙板,完全可以做到以假乱真,且价格远低于石材价格,有较大的市场需求。但是这类产品较为厚重,以深受消费者欢迎的1200mm*2600mm*8.0mm墙板为例,重量约50kg,至少需4个人搬运,且spc等石塑类墙板做2米以上,搬运时中间易塌陷,4名员工四个角搬运,额外需一名员工中间辅助搬运,而像硅酸钙板这类密度少小一点的,比较硬质的板,虽然不易中间塌陷,但相对脆的多,板长达到2600mm搬运也必须和spc墙板一样,额外加人中间辅助搬运,不然有断裂的危险,以上板材均需单板搬运。运输虽然相对石材稍微容易,但还有较大的改进空间。
技术实现思路
1、1、发明要解决的技术问题
2、针对上述技术问题,本发明提供了高光wpc墙板及其制备方法,它使用密度较小的轻质基材替代市场上流行的石塑类基材,减轻重量,方便搬运。
3、2、技术方案
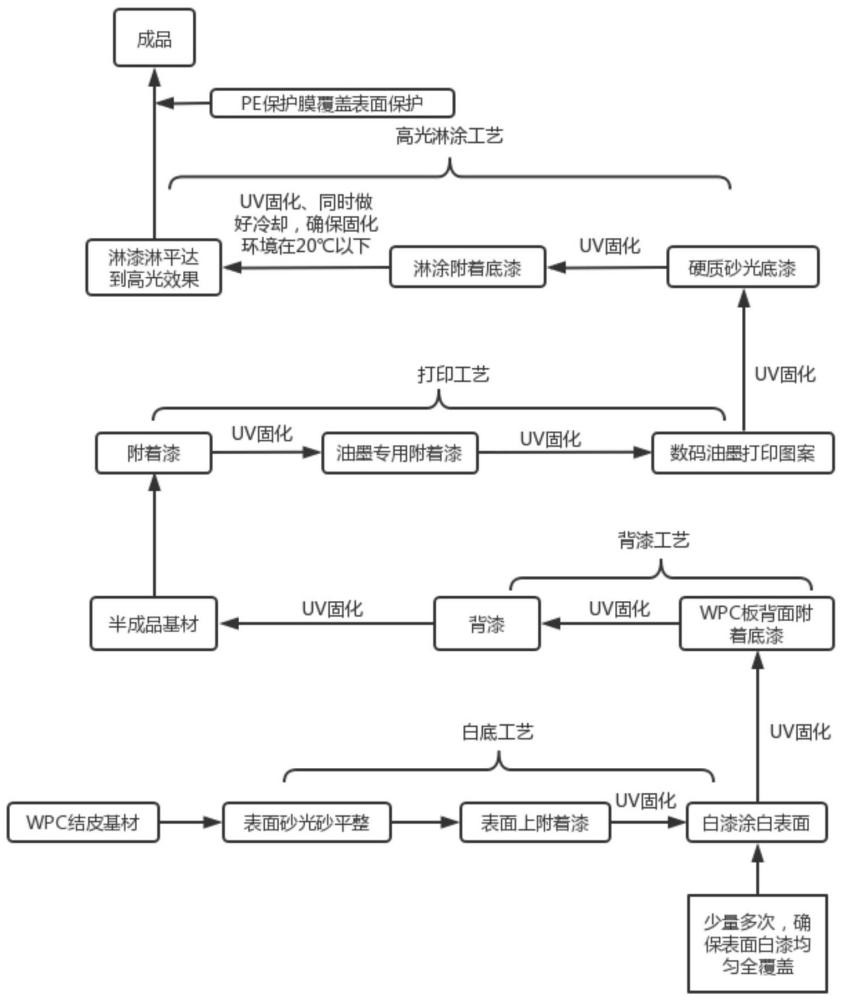
4、为解决上述问题,本发明提供的技术方案为:一种高光wpc墙板的制备方法,包括如下步骤:
5、(1)选取密度为0.9-1.1g/cm3的wpc基材,在wpc基材下表面涂布背漆,在wpc基材上表面依次涂布底漆、白漆,固化之后制得半成品基材;
6、(2)在半成品基材的上表面依次涂布底漆、油墨附着漆,固化之后,在油墨附着漆上进行数码打印,固化之后制得打印基材;
7、(3)在打印基材上涂布砂光漆,固化之后涂布淋涂附着底漆;
8、(4)步骤(3)中的底漆固化后,淋涂面漆使漆膜厚度达到120-150g/cm3,覆盖保护膜,制得高光基材。
9、可选的,所述步骤(1)中wpc基材包括由上至下依次设置的第一结皮层、发泡层和第二结皮层,所述第一结皮层的硬度和第二结皮层的硬度均为50-60hd。
10、可选的,所述发泡层密度为0.6-1.0g/cm3,所述发泡层的顶部经冷却形成所述第一结皮层,所述发泡层的底部经冷却形成所述第二结皮层。
11、可选的,所述步骤(4)中的固化温度不高于20℃,所述保护膜为pe膜。
12、可选的,所述固化均为在紫外光源下进行光固化。
13、本发明还公开了一种高光wpc墙板,包括由上至下依次叠加设置的高光淋涂层、数码打印层、白色底漆层、wpc基材层以及背漆层。
14、3、有益效果
15、采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:本发明的采用密度为0.9-1.1g/cm3 wpc基材,在wpc基材的下表面做背漆处理,在wpc基材的上表面应用数码打印技术,可以实现墙板图案的定制,填补市场没有轻质高光墙板的空缺,且减小了墙板的密度,使重量大大减轻,方便搬运。wpc基材包括由上至下依次设置的第一结皮层、发泡层和第二结皮层,在wpc墙板密度小的基础上,确保wpc墙板的物理性能,防止发生形变。
技术特征:
1.一种高光wpc墙板的制备方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的高光wpc墙板的制备方法,其特征在于,所述步骤(1)中wpc基材包括由上至下依次设置的第一结皮层、发泡层和第二结皮层,所述第一结皮层的硬度和第二结皮层的硬度均为50-60hd。
3.根据权利要求2所述的高光wpc墙板的制备方法,其特征在于,所述发泡层密度为0.6-1.0g/cm3,所述发泡层的顶部经冷却形成所述第一结皮层,所述发泡层的底部经冷却形成所述第二结皮层。
4.根据权利要求1所述的高光wpc墙板的制备方法,其特征在于,所述步骤(4)中的固化温度不高于20°℃,所述保护膜为pe膜。
5.根据权利要求1所述的高光wpc墙板的制备方法,其特征在于,所述固化均为在紫外光源下进行光固化。
6.一种高光wpc墙板,其特征在于,包括由上至下依次叠加设置的高光淋涂层、数码打印层、白色底漆层、wpc基材层以及背漆层。
技术总结
本发明公开了高光WPC墙板及其制备方法,涉及板材制备技术领域,包括如下步骤:(1)选取密度为0.9‑1.1g/cm<supgt;3</supgt;的WPC基材,在WPC基材的下表面涂布背漆,在WPC基材的上表面依次涂布底漆、白漆,固化之后制得半成品基材;(2)在半成品基材的上表面依次涂布底漆、油墨附着漆,固化之后,在油墨附着漆上进行数码打印,固化之后制得打印基材;(3)在打印基材上涂布砂光附着漆,固化之后喷淋淋涂附着底漆;(4)步骤(3)中的底漆固化后,淋涂面漆使漆膜厚度达到120‑150g/cm<supgt;3</supgt;,覆盖保护膜,制得高光基材。减小了墙板的密度,使重量大大减轻,方便搬运。
技术研发人员:戴会斌,董利杰,李猛飞,陈稼杰,丁国飞,马三宝
受保护的技术使用者:浙江晶顺建材科技有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!