一种空心砖挤出加工装置的制作方法
本技术涉及空心砖坯料生产,具体涉及一种空心砖挤出加工装置。
背景技术:
1、空心砖在生产的过程中,首先将泥土进行混合好,待泥土混合好后,在将泥土放入到下模具内,待下模具填充满后,这时,将下模具中多余的泥土进行取出,取下后,在使用液压装置进行挤压上模具,然后,通过上模具将下模具中的泥土进行挤压成型,进而将完成了空心砖坯的制成,成型后,再将空心砖从下模具中取出,进行煅烧,进而将完成了空心砖的制成。
2、由于,现有的空心砖在制作的过程中,大多都是采用人工对下模具填料,以及在空心砖坯成型后,需要人工进行取成型件,这样不仅麻烦,还降低了整体的工作效率。
3、综上所述,目前需要一种能够提高生产效率的挤出加工装置。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种空心砖挤出加工装置,解决了背景技术中提到的问题。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:
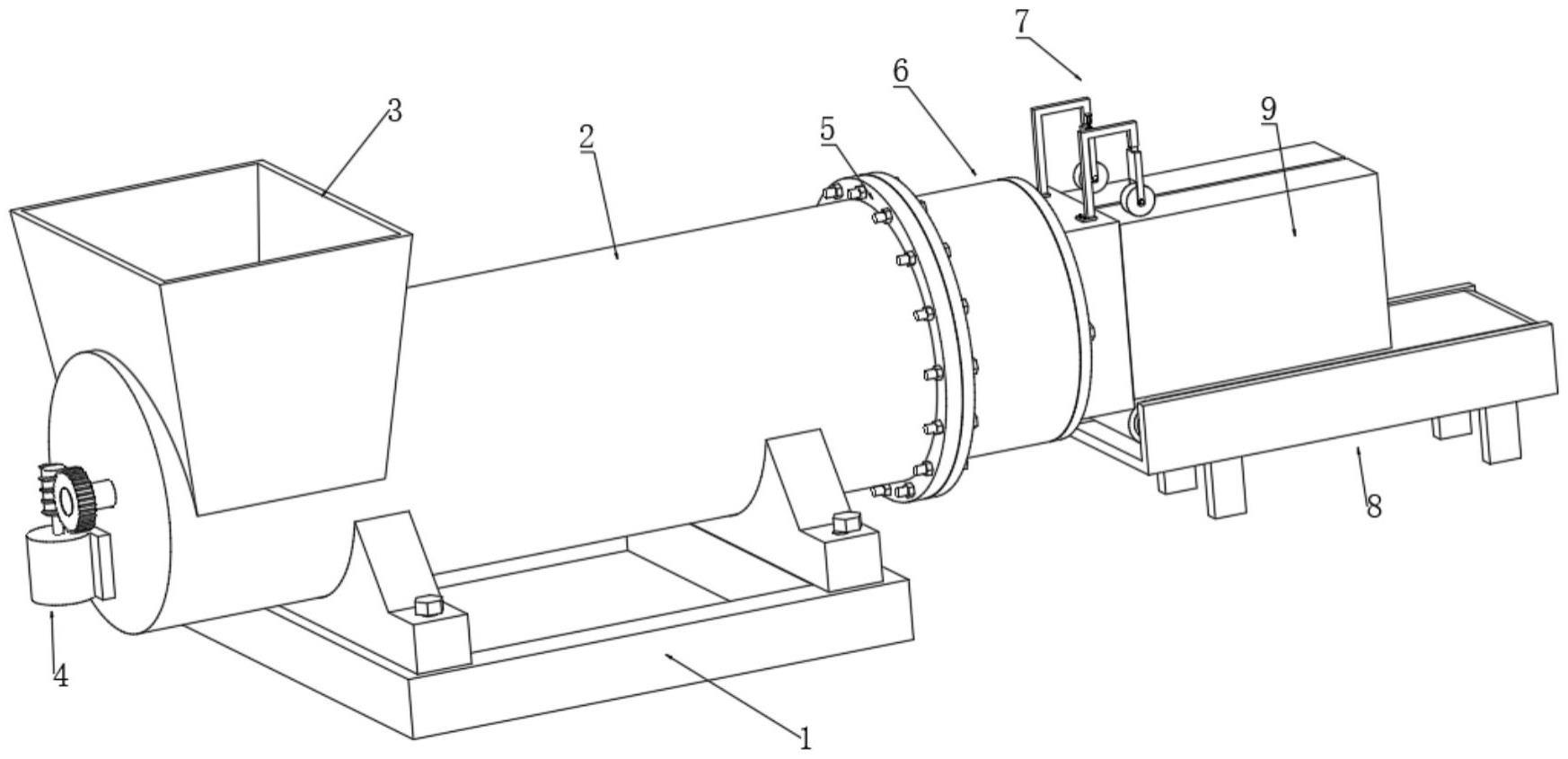
3、一种空心砖挤出加工装置,包括底座,所述底座上端面通过螺栓固定连接有挤塑壳体,所述挤塑壳体一端固定连接有进料斗,所述挤塑壳体内腔中部安装有挤塑组件,所述挤塑壳体一端固定连接有第一法兰盘,所述第一法兰盘一侧安装有成型组件,所述成型组件一端安装有辊印组件;所述挤塑组件包括驱动电机,所述挤塑壳体一侧固定连接有驱动电机,所述驱动电机输出轴端通过蜗杆配合蜗轮转动连接有挤塑轴,所述挤塑轴一端贯穿挤塑壳体且与挤塑壳体转动连接,所述挤塑轴外表面固定连接有蛟龙叶片,所述蛟龙叶片位于挤塑壳体内。
4、进一步的,所述成型组件包括第二法兰盘,所述第一法兰盘一侧通过螺栓配合螺母固定连接有第二法兰盘,所述第二法兰盘一侧固定连接有圆柱筒,所述第二法兰盘和圆柱筒内腔设置有矩形孔,所述第二法兰盘内腔等间距固定连接有竖杆,所述竖杆一侧等间距固定连接有横杆。
5、进一步的,所述成型组件还包括第三法兰盘,所述圆柱筒一侧通过螺栓固定连接有第三法兰盘,所述第三法兰盘一侧固定连接有矩形框,所述矩形框内腔中部固定连接有隔片。
6、进一步的,所述辊印组件包括固定片,所述矩形框上端面通过螺栓固定连接有固定片,所述固定片上端面固定连接有l型柱,所述l型柱一侧固定连接有矩形套,所述矩形套内腔滑动连接有矩形杆,所述矩形杆下端面固定连接有u型架,所述u型架内腔转动连接有辊印轮。
7、进一步的,所述辊印组件还包括延长片,所述延长片下端面且位于u型架上端面之间固定连接有阻尼杆。
8、进一步的,所述底座一侧安装有传送组件,所述传送组件上放置有毛坯空心砖。
9、进一步的,所述传送组件包括传送架,所述传送架一侧固定连接有传送电机,所述传送电机输出轴端通过蜗杆配合蜗轮转动连接有主动辊,所述主动辊通过传送带传动有从动辊,所述传送架内腔两端分别转动连接有主动辊和从动辊。
10、本实用新型提供了一种空心砖挤出加工装置。与现有技术相比,具备以下有益效果:
11、通过将搅拌好的泥土放入到挤塑壳体内,这时即可通过挤塑组件中的蛟龙叶片将泥土向着成型组件处进行推进,当泥土向着成型组件处流动时,这时即可通过矩形框、隔片、横杆的相互配合,使得泥土形成毛坯空心砖的形状,并且进行移动出来,当随着成型的毛坯空心砖被传送出来时,这时即可通过辊印组件中的辊印轮开始对成型毛坯空心砖进行印上标志,同时,通过传送组件中的传送带将辊压好的毛坯空心砖进行传送走,进而不仅实现了空心砖的生产,还加快了整体的工作效率。
技术特征:
1.一种空心砖挤出加工装置,其特征在于:包括底座(1),所述底座(1)上端面通过螺栓固定连接有挤塑壳体(2),所述挤塑壳体(2)一端固定连接有进料斗(3),所述挤塑壳体(2)内腔中部安装有挤塑组件(4),所述挤塑壳体(2)一端固定连接有第一法兰盘(5),所述第一法兰盘(5)一侧安装有成型组件(6),所述成型组件(6)一端安装有辊印组件(7);
2.根据权利要求1所述的一种空心砖挤出加工装置,其特征在于:所述成型组件(6)包括第二法兰盘(61),所述第一法兰盘(5)一侧通过螺栓配合螺母固定连接有第二法兰盘(61),所述第二法兰盘(61)一侧固定连接有圆柱筒(62),所述第二法兰盘(61)和圆柱筒(62)内腔设置有矩形孔(63),所述第二法兰盘(61)内腔等间距固定连接有竖杆(64),所述竖杆(64)一侧等间距固定连接有横杆(65)。
3.根据权利要求2所述的一种空心砖挤出加工装置,其特征在于:所述成型组件(6)还包括第三法兰盘(66),所述圆柱筒(62)一侧通过螺栓固定连接有第三法兰盘(66),所述第三法兰盘(66)一侧固定连接有矩形框(67),所述矩形框(67)内腔中部固定连接有隔片(68)。
4.根据权利要求3所述的一种空心砖挤出加工装置,其特征在于:所述辊印组件(7)包括固定片(71),所述矩形框(67)上端面通过螺栓固定连接有固定片(71),所述固定片(71)上端面固定连接有l型柱(72),所述l型柱(72)一侧固定连接有矩形套(73),所述矩形套(73)内腔滑动连接有矩形杆(74),所述矩形杆(74)下端面固定连接有u型架(75),所述u型架(75)内腔转动连接有辊印轮(76)。
5.根据权利要求4所述的一种空心砖挤出加工装置,其特征在于:所述辊印组件(7)还包括延长片(77),所述延长片(77)下端面且位于u型架(75)上端面之间固定连接有阻尼杆(78)。
6.根据权利要求1所述的一种空心砖挤出加工装置,其特征在于:所述底座(1)一侧安装有传送组件(8),所述传送组件(8)上放置有毛坯空心砖(9)。
7.根据权利要求6所述的一种空心砖挤出加工装置,其特征在于:所述传送组件(8)包括传送架(81),所述传送架(81)一侧固定连接有传送电机(82),所述传送电机(82)输出轴端通过蜗杆配合蜗轮转动连接有主动辊(83),所述主动辊(83)通过传送带(84)传动有从动辊(85),所述传送架(81)内腔两端分别转动连接有主动辊(83)和从动辊(85)。
技术总结
本技术提供一种空心砖挤出加工装置,包括底座,所述底座上端面通过螺栓固定连接有挤塑壳体,所述挤塑壳体一端固定连接有进料斗,所述挤塑壳体内腔中部安装有挤塑组件,所述挤塑壳体一端固定连接有第一法兰盘,所述第一法兰盘一侧安装有成型组件,所述成型组件一端安装有辊印组件;所述挤塑组件包括驱动电机,所述挤塑壳体一侧固定连接有驱动电机,所述驱动电机输出轴端通过蜗杆配合蜗轮转动连接有挤塑轴,所述挤塑轴一端贯穿挤塑壳体且与挤塑壳体转动连接,所述挤塑轴外表面固定连接有蛟龙叶片,所述蛟龙叶片位于挤塑壳体内。本技术通过挤塑组件、成型组件和辊印组件的相互配合,不仅实现了对空心砖的生产,同时通加快了整体的生产效率。
技术研发人员:赵峰,王康健,赵家刚,王正海,张世琴,徐礼刚,张晓琳,赵家勇,余存季
受保护的技术使用者:安徽康健新型建材有限公司
技术研发日:20230103
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!