陶瓷胚体滚压成型机的制作方法
本技术涉及一种陶瓷胚体滚压成型机,属于陶瓷滚压成型。
背景技术:
1、初期各种陶瓷缸体罐体等的产品通过人工成型,不仅效率低,而且产品质量不好,产品密度不均匀,密实度低,会出现渗漏、开裂等问题,耗费大量的人力、物力、场地和能源。后来逐渐被机械化设备所取代,滚压成型机被广泛应用,对陶瓷坯体滚压成型,将泥料放入转桶模具内,滚压头和滚桶各自绕定轴转动,将模具内的塑性泥料延展压制成型。
2、但是现有的陶瓷滚压成型机无法成型细高型的缸体罐体等产品。由于产品成型完成后,滚压头要从滚桶内脱离,以便产品从转桶内取出。由于产品高度较高,仅靠以往主梁的上下摆动很难实现滚压头从转桶内脱离,因而此种情况下,滚压头的下部会始终处于转桶内,造成产品无法取出。再一个是对于口径较小的产品,如果产品成型完成后,主梁直接摆动使滚压头提升,则会造成产品损坏。
3、因此,需开发一种新型的陶瓷胚体滚压成型机。
技术实现思路
1、根据以上现有技术中的不足,本实用新型要解决的技术问题是:提供一种陶瓷胚体滚压成型机,可以适用于细高型和口径较小的陶瓷产品,以解决上述问题。
2、本实用新型所述的陶瓷胚体滚压成型机,主梁通过转轴与底座连接,主梁前端安装有可转动的滚压头,滚压头下方的底座处安装有可转动的滚桶,主梁的下方安装有凸轮,主梁通过滚轮与凸轮接触,主梁在下方转动的凸轮作用下可上下摇摆;滚压头总成安装在升降座上,可升降;升降座通过转动座与滑块连接,滑块可沿主梁长度方向前后移动。
3、产品成型完成后,通过滑块的前移,先使滚压头与产品脱离,滚压头再沿升降座提升,使滚压头升起一定高度,同时主梁前端向上摆动,带动滚压头提升,从而可使滚压头提升后完全脱离滚桶。然后转动座旋转,使滚压头偏向一侧,不妨碍产品从滚桶内取出。
4、其中,所述的升降座上安装有升降液压缸,滚压头总成在升降液压缸驱动下实现升降。
5、其中,所述的主梁上安装有横移液压缸,滑块在横移液压缸驱动下实现前后移动。
6、其中,凸轮的驱动装置包括由电机驱动的带传动装置和与带传动装置连接的蜗轮蜗杆装置,凸轮与蜗轮连接。
7、本实用新型与现有技术相比所具有的有益效果是:
8、本实用新型所述的陶瓷胚体滚压成型机,可实现细高型和口径较小的陶瓷产品的加工成型,滚压头可在横移液压缸的带动下前后移动,且可在升降液压缸的带动下升降,在配合主梁的上下摆动,从而可以使滚压头提升后完全脱离滚桶,不妨碍产品从滚桶内取出,且不会损坏产品,机械摆动配合液压升降,结构设计合理。
技术特征:
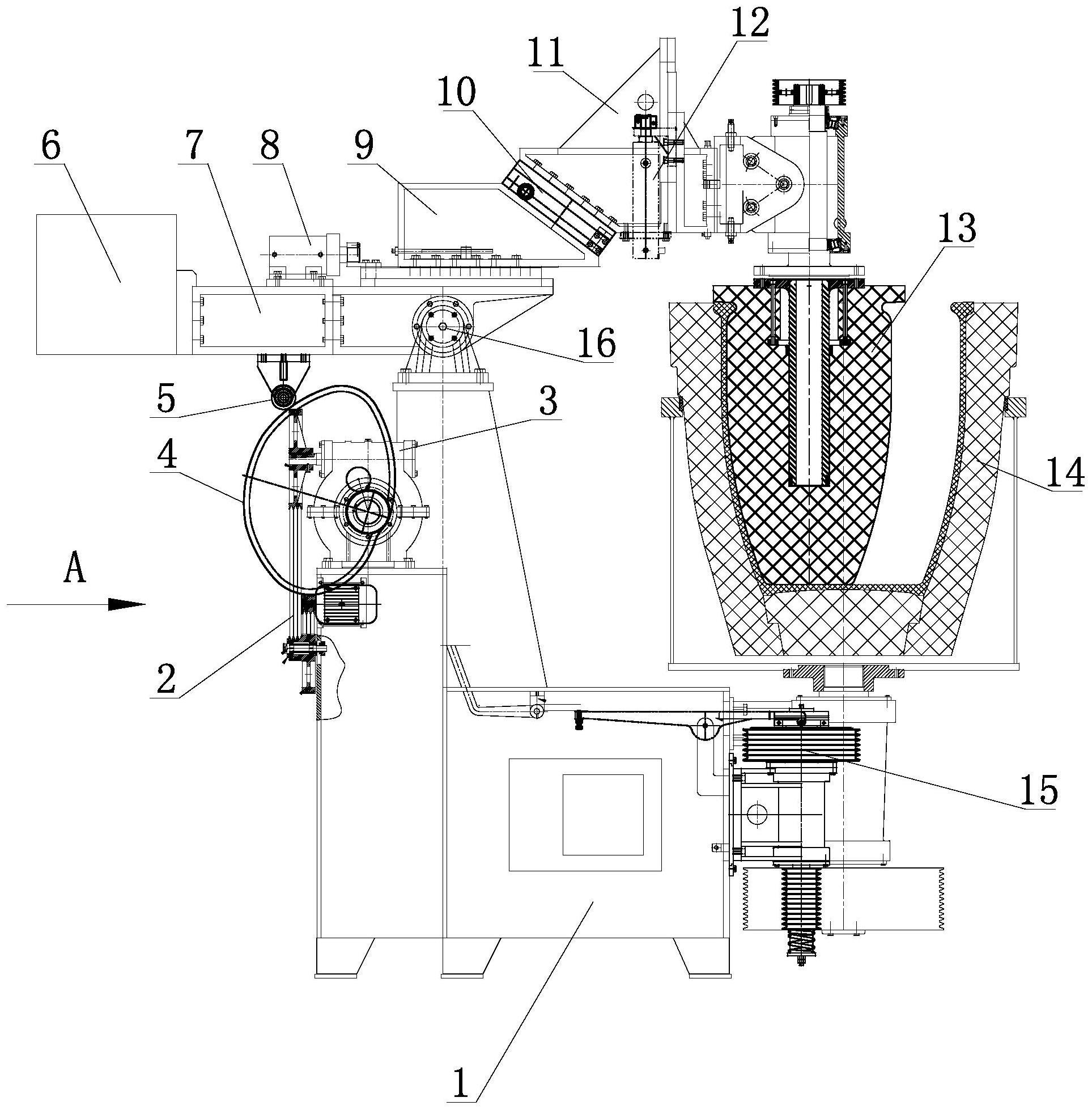
1.一种陶瓷胚体滚压成型机,主梁(7)通过转轴(16)与底座(1)连接,主梁(7)前端安装有可转动的滚压头(13),滚压头(13)下方的底座(1)处安装有可转动的滚桶(14),其特征在于,主梁(7)的下方安装有凸轮(4),主梁(7)通过滚轮(5)与凸轮(4)接触,主梁(7)在下方转动的凸轮(4)作用下可上下摇摆;滚压头总成安装在升降座(11)上,可升降;升降座(11)通过转动座(10)与滑块(9)连接,滑块(9)可沿主梁(7)长度方向前后移动。
2.根据权利要求1所述的陶瓷胚体滚压成型机,其特征在于,所述的升降座(11)上安装有升降液压缸(12),滚压头总成在升降液压缸(12)驱动下实现升降。
3.根据权利要求1所述的陶瓷胚体滚压成型机,其特征在于,所述的主梁(7)上安装有横移液压缸(8),滑块(9)在横移液压缸(8)驱动下实现前后移动。
4.根据权利要求1所述的陶瓷胚体滚压成型机,其特征在于,凸轮(4)的驱动装置包括由电机驱动的带传动装置(2)和与带传动装置(2)连接的蜗轮蜗杆装置(3),凸轮(4)与蜗轮连接。
技术总结
本技术属于陶瓷滚压成型技术领域,具体涉及一种陶瓷胚体滚压成型机。主梁通过转轴与底座连接,主梁前端安装有可转动的滚压头,滚压头下方的底座处安装有可转动的滚桶,主梁的下方安装有凸轮,主梁通过滚轮与凸轮接触,主梁在下方转动的凸轮作用下可上下摇摆;滚压头总成安装在升降座上,可升降;升降座通过转动座与滑块连接,滑块可沿主梁长度方向前后移动。本技术可实现细高型和口径较小的陶瓷产品的加工成型,滚压头可在横移液压缸的带动下前后移动,且可在升降液压缸的带动下升降,在配合主梁的上下摆动,从而可以使滚压头提升后完全脱离滚桶,不妨碍产品从滚桶内取出,且不会损坏产品,机械摆动配合液压升降,结构设计合理。
技术研发人员:苏宗峰
受保护的技术使用者:博山宝丰陶瓷机械有限公司
技术研发日:20230117
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!