一种片状砂浆的成型装置的制作方法
本技术涉及建材,尤其涉及一种片状砂浆的成型装置。
背景技术:
1、传统的砂浆具有两种形式:干拌砂浆和湿拌砂浆,产品状态分别呈现为干粉态和湿浆态。干拌砂浆在运输过程中,容易出现组分离析、均匀度显著下降的通病,在搅拌的过程中,会产生严重的扬尘污染,无法满足国家愈发严厉的环保要求;湿拌砂浆的运输成本较高、且需要专用的搅拌车在规定的时间内运输至施工现场。
2、现有技术中存在着一种片状砂浆,该片状砂浆在未使用时,呈现固定的片状形态,利于运输,在使用时,只需向片状砂浆喷洒液体便可以使其迅速溶散成湿态浆料。
3、相关技术中通常采用挤压成型的方式生产该片状砂浆,即将干粉料与有机溶剂混合形成浆料后,再将浆料挤压形成片状砂浆;然而,受浆料自身的流变特性(流动性、稠度、粘度)影响严重,浆料的状态稍有变化就无法顺利挤压成型,稠度大了容易堵塞成型模具,稠度小了浆料容易分层离析(固液两相分离,有机溶剂浮于表面),而原料种类、原料组成比例、甚至原料产地稍有变化,浆料的流变特性就显著变化,从而导致片状砂浆的生产流畅性差及产品的稳定性较差。
4、基于此,提供一种片状砂浆的成型装置以提高片状砂浆生产流畅性以及片状砂浆的稳定性,是本领域技术人员亟待解决的技术问题。
技术实现思路
1、本实用新型公开一种片状砂浆的成型装置,以解决相关技术中的片状砂浆生产流畅性差及产品稳定性差的技术问题。
2、为了解决上述问题,本实用新型采用下述技术方案:
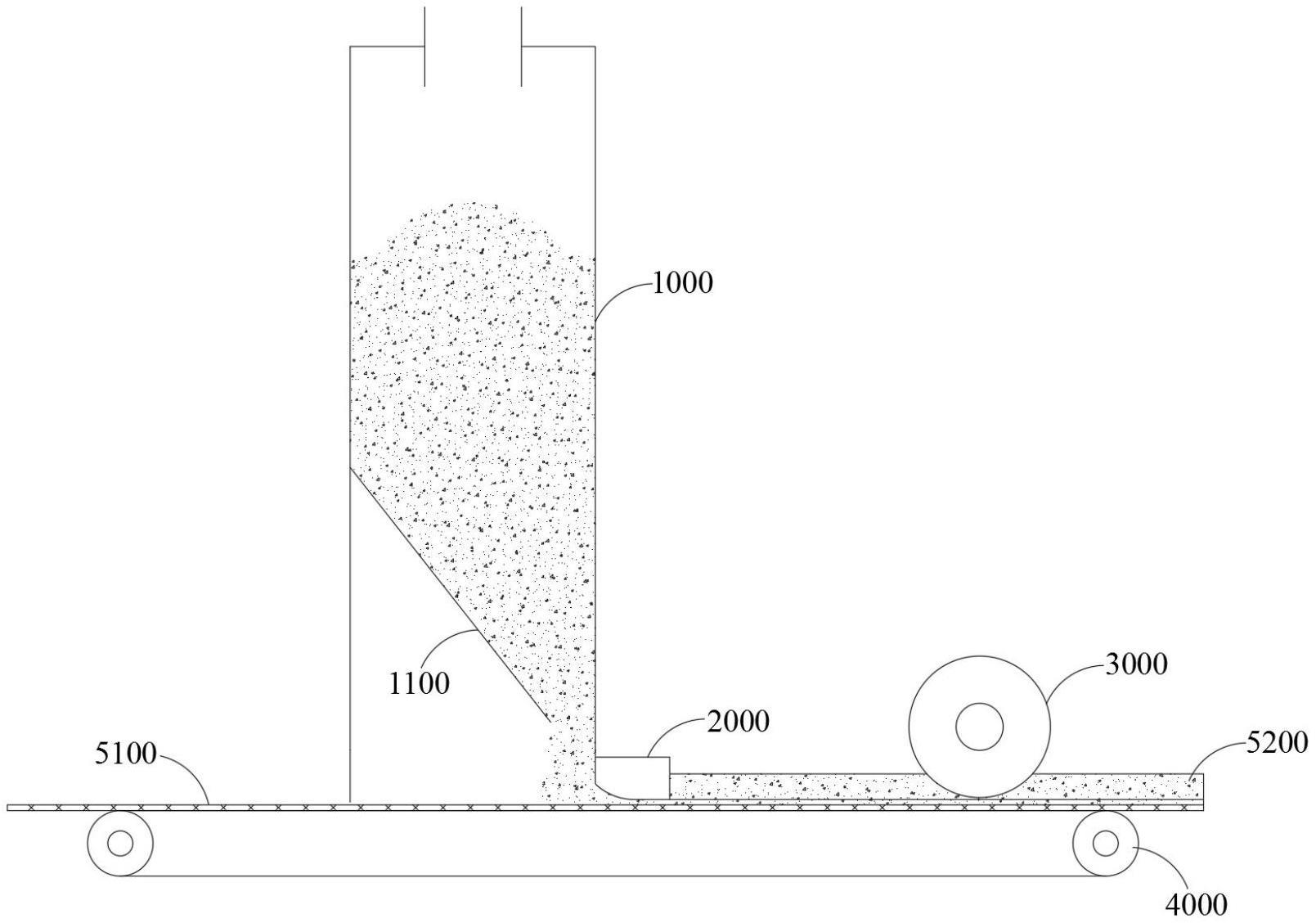
3、本申请提供一种片状砂浆的成型装置,包括料仓、梳料刮板、压模单元和传送单元,所述传送单元用于传送支撑体,所述料仓、所述梳料刮板和所述压模单元依次设置于所述传送单元的传送路径上,所述料仓用于将干粉料铺设在所述支撑体上形成干粉料层,所述梳料刮板用于预成型所述干粉料层,所述压模单元用于将干粉料层压实。
4、进一步地,所述料仓设置有出料口,所述梳料刮板连接于所述料仓的出料口处。
5、进一步地,所述梳料刮板的底部呈平板状,或者,所述梳料刮板的底部间隔设置有多个齿部,两个相邻所述齿部之间形成通道口。
6、进一步地,所述梳料刮板在所述齿部的内端还设置有导向部,两个相邻所述导向部之间形成与所述通道口相连通的导流通道,在所述导流通道的流通路径上,所述导流通道的流通面积逐渐减小。
7、进一步地,所述梳料刮板与所述料仓可拆卸连接。
8、进一步地,所述压模单元包括辊压组件,所述辊压组件转动设于所述传送单元的传送路径上,所述辊压组件包括辊轴和设于所述辊轴上的辊体,所述辊体用于压实所述干粉料层。
9、进一步地,所述辊体的外表面设置有多个辊槽,所述辊槽的开口形状为方形或梯形。
10、进一步地,所述传送单元的传送速度与所述辊体的线速度相同。
11、进一步地,所述压模单元包括压块,所述压块升降设于所述传送单元的传送路径上,所述压块用于将干粉料层压实。
12、进一步地,所述料仓内还设置有导流板,所述导流板倾斜设置于所述料仓内,且所述导流板的底端邻近所述料仓的出料口。
13、本实用新型采用的技术方案能够达到以下有益效果:
14、本申请的片状砂浆的成型装置,传送单元传送支撑体沿其延展方向移动,料仓内的干粉料可在重力作用下铺设在支撑体上形成干粉料层,梳料刮板用于预成型干粉料层,压模单元用于压实干粉料层,干粉料层可接收有机溶剂形成砂浆体,进而与支撑体构成片状砂浆,相较于传统的干粉料与有机溶剂混合形成湿态砂浆后再挤压成型的方式,具有生产工艺简单、生产流畅性好和产品稳定性好的特点,有利于提高片状砂浆的生产率和产品质量。
技术特征:
1.一种片状砂浆的成型装置,其特征在于,包括料仓(1000)、梳料刮板(2000)、压模单元(3000)和传送单元(4000),所述传送单元(4000)用于传送支撑体(4100),所述料仓(1000)、所述梳料刮板(2000)和所述压模单元(3000)依次设置于所述传送单元(4000)的传送路径上,所述料仓(1000)用于将干粉料铺设在所述支撑体(4100)上形成干粉料层,所述梳料刮板(2000)用于预成型所述干粉料层,所述压模单元(3000)用于将干粉料层压实。
2.根据权利要求1所述的片状砂浆的成型装置,其特征在于,所述料仓(1000)设置有出料口,所述梳料刮板(2000)连接于所述料仓(1000)的出料口处。
3.根据权利要求2所述的片状砂浆的成型装置,其特征在于,所述梳料刮板(2000)的底部呈平板状,或者,所述梳料刮板(2000)的底部间隔设置有多个齿部(2100),两个相邻所述齿部(2100)之间形成通道口(2200)。
4.根据权利要求3所述的片状砂浆的成型装置,其特征在于,所述梳料刮板(2000)在所述齿部(2100)的内端还设置有导向部(2300),两个相邻所述导向部(2300)之间形成与所述通道口(2200)相连通的导流通道(2400),在所述导流通道(2400)的流通路径上,所述导流通道(2400)的流通面积逐渐减小。
5.根据权利要求2~4任一所述的片状砂浆的成型装置,其特征在于,所述梳料刮板(2000)与所述料仓(1000)可拆卸连接。
6.根据权利要求1~4任一所述的片状砂浆的成型装置,其特征在于,所述压模单元(3000)包括辊压组件,所述辊压组件转动设于所述传送单元(4000)的传送路径上,所述辊压组件包括辊轴(3100)和设于所述辊轴(3100)上的辊体(3200),所述辊体(3200)用于压实所述干粉料层。
7.根据权利要求6所述的片状砂浆的成型装置,其特征在于,所述辊体(3200)的外表面设置有多个辊槽(3210),所述辊槽(3210)的开口形状为方形或梯形。
8.根据权利要求7所述的片状砂浆的成型装置,其特征在于,所述传送单元(4000)的传送速度与所述辊体(3200)的线速度相同。
9.根据权利要求1~4任一所述的片状砂浆的成型装置,其特征在于,所述压模单元(3000)包括压块,所述压块升降设于所述传送单元(4000)的传送路径上,所述压块用于将干粉料层压实。
10.根据权利要求1所述的片状砂浆的成型装置,其特征在于,所述料仓(1000)内还设置有导流板(1100),所述导流板(1100)倾斜设置于所述料仓(1000)内,且所述导流板(1100)的底端邻近所述料仓(1000)的出料口。
技术总结
本技术涉及建材技术领域,具体提供一种片状砂浆的成型装置,片状砂浆的成型装置包括料仓、梳料刮板、压模单元和传送单元,传送单元用于传送支撑体,料仓、梳料刮板和压模单元依次设置于传送单元的传送路径上,料仓用于将干粉料铺设在支撑体上形成干粉料层,梳料刮板用于预成型干粉料层,压模单元用于将干粉料层压实;上述方案中,传送单元传送支撑体沿其延展方向移动,料仓的干粉料可在重力作用下铺设在支撑体上形成干粉料层,梳料刮板用于预成型干粉料层,压模单元用于压实干粉料层,干粉料层可接收有机溶剂形成砂浆体,进而与支撑体构成片状砂浆,采用本申请的成型装置生产片状砂浆具有生产工艺简单和生产流畅性好的优点。
技术研发人员:迟碧川,李娟,王家琛,杨帆,彭飞,郑阳,罗文斌,高鹏
受保护的技术使用者:中国建筑标准设计研究院有限公司
技术研发日:20230303
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!