一种等静压成型工装的制作方法
本技术涉及半导体制造,具体涉及一种等静压成型工装。
背景技术:
1、集成电路(ic)是现代电子工业的重要构成部分,涵盖了生活娱乐,信息通信,军工设备,工业制造等各种领域。在ic的制造过程中,硅片需要在数以百计的工艺设备中来回的传递运输进行加工检测。为了保证ic的质量,必须确保硅片在工艺设备之间传输时保持绝对的平稳,且在加工载荷的作用下不会翘曲变形或偏移,这对硅片的夹持技术提出了考验。
2、陶瓷真空吸盘由于具有优异的机械性能、耐磨性能以及耐腐蚀性能等被广泛应用于运输硅片。相较于传统的两片式真空陶瓷吸盘,一体成型的陶瓷吸盘无需使用各种有机或无机粘结剂进行粘结,具有更为优异的气密性能以及更长的使用寿命。其中,通过干压-等静压成型的方式得到内部具有模芯的陶瓷素坯,随后将其置于高温烧结炉中烧结得到具有气道形状空腔结构的陶瓷板,再使用cnc数控机床等精密加工设备对陶瓷板进行加工即可得到一体成型的陶瓷吸盘。然而,在等静压成型过程中,陶瓷板可能会出现弯曲现象,导致在烧结过程中内部气道发生变形,这会增大后续加工难度甚至导致产品不合格,从而导致成品率降低和加工成本增加。
技术实现思路
1、本实用新型要解决的技术问题是克服现有技术的不足,提供一种能避免陶瓷素坯弯曲变形、提高成品率的等静压成型工装。
2、为解决上述技术问题,本实用新型采用如下技术方案:
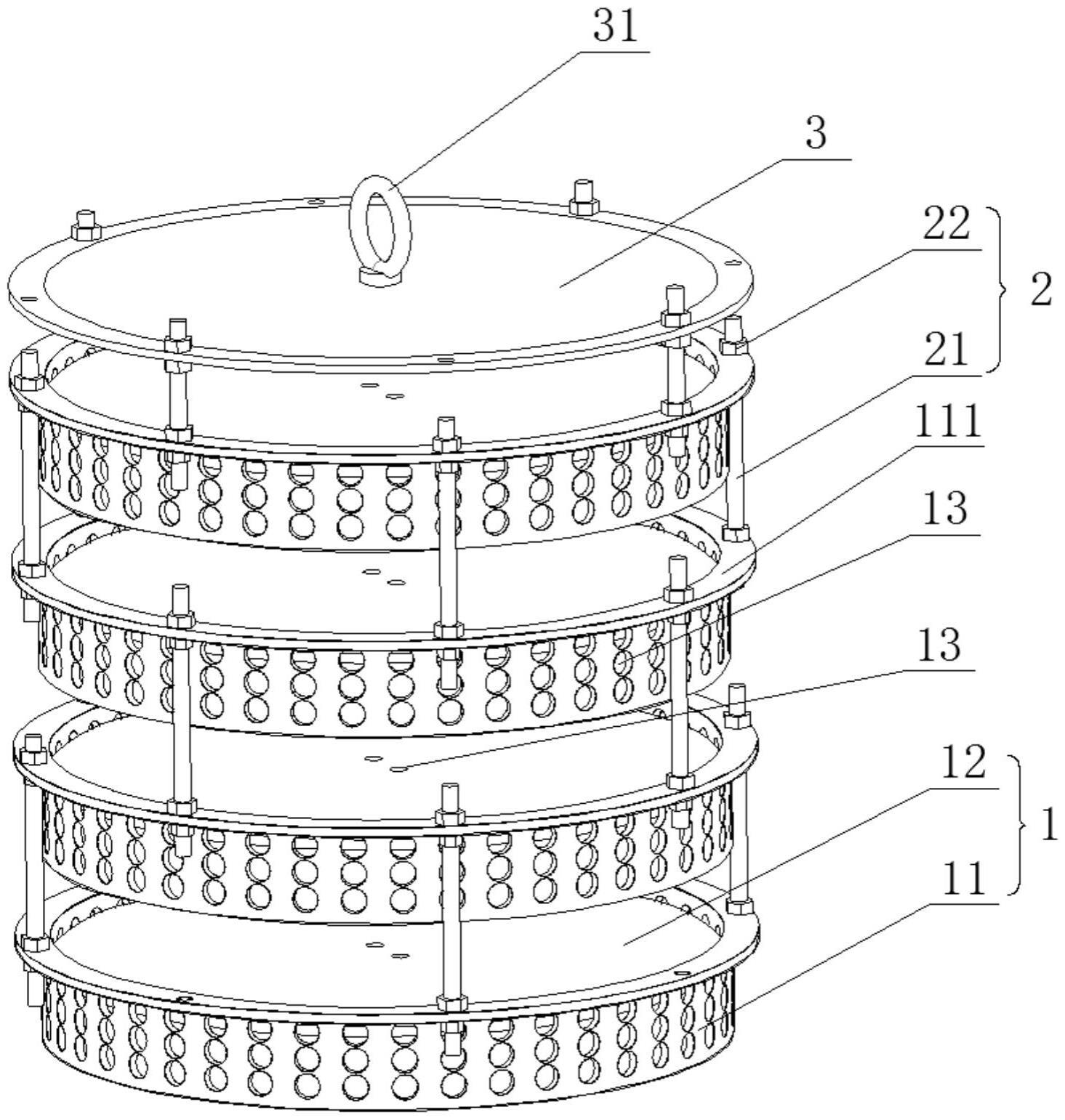
3、一种等静压成型工装,包括多个用于放置陶瓷素坯的压装组件,各压装组件沿高度方向间隔布置,且相邻两个压装组件之间通过连接组件连接,所述压装组件包括底盆及配设于底盆内的压板,所述底盆周侧及压板上均设有供液体通过的进液孔。
4、作为上述技术方案的进一步改进:
5、所述底盆顶部设有外延折边,所述连接组件连接相邻的两个外延折边。
6、所述连接组件包括多个螺杆及螺母,多个所述螺杆沿外延折边的周向间隔布置,且于外延折边两侧均配设有螺母。
7、顶部的所述压装组件上方设有吊装板,所述吊装板通过连接组件与顶部压装组件的外延折边连接。
8、所述吊装板中心设有吊装环。
9、所述底盆内侧面设有橡胶层。
10、所述压板表面设有橡胶层。
11、所述底盆周侧的进液孔设有多列,多列所述进液孔沿底盆周向间隔布置。
12、所述底盆为不锈钢底盆。
13、所述压板为不锈钢压板。
14、与现有技术相比,本实用新型的有益效果在于:
15、本实用新型公开的等静压成型工装,压装组件包括底盆及配设于底盆内的压板,进行等静压成型时,将经过干压成型的陶瓷素胚放入底盆中,然后再将压板压在陶瓷素胚上,由于底盆和压板与陶瓷素胚的接触面均为平面,因此能够有效避免成型时陶瓷素胚弯曲变形,提高成品率,底盆周侧及压板上均设有进液孔,在等静压成型过程中,液压油或水可以通过进液孔作用于干压成型的陶瓷素胚,同时压装组件设有多个,可以同时对多个陶瓷素胚进行等静压成型,提高了该工装的装载量及生产效率。
技术特征:
1.一种等静压成型工装,其特征在于:包括多个用于放置陶瓷素坯的压装组件(1),各压装组件(1)沿高度方向间隔布置,且相邻两个压装组件(1)之间通过连接组件(2)连接,所述压装组件(1)包括底盆(11)及配设于底盆(11)内的压板(12),所述底盆(11)周侧及压板(12)上均设有供液体通过的进液孔(13)。
2.根据权利要求1所述的等静压成型工装,其特征在于:所述底盆(11)顶部设有外延折边(111),所述连接组件(2)连接相邻的两个外延折边(111)。
3.根据权利要求2所述的等静压成型工装,其特征在于:所述连接组件(2)包括多个螺杆(21)及螺母(22),多个所述螺杆(21)沿外延折边(111)的周向间隔布置,且于外延折边(111)两侧均配设有螺母(22)。
4.根据权利要求2所述的等静压成型工装,其特征在于:顶部的所述压装组件(1)上方设有吊装板(3),所述吊装板(3)通过连接组件(2)与顶部压装组件(1)的外延折边(111)连接。
5.根据权利要求4所述的等静压成型工装,其特征在于:所述吊装板(3)中心设有吊装环(31)。
6.根据权利要求1至5中任一项所述的等静压成型工装,其特征在于:所述底盆(11)内侧面设有橡胶层。
7.根据权利要求1至5中任一项所述的等静压成型工装,其特征在于:所述压板(12)表面设有橡胶层。
8.根据权利要求1至5中任一项所述的等静压成型工装,其特征在于:所述底盆(11)周侧的进液孔(13)设有多列,多列所述进液孔(13)沿底盆(11)周向间隔布置。
9.根据权利要求1至5中任一项所述的等静压成型工装,其特征在于:所述底盆(11)为不锈钢底盆。
10.根据权利要求1至5中任一项所述的等静压成型工装,其特征在于:所述压板(12)为不锈钢压板。
技术总结
本技术公开了一种等静压成型工装,包括多个用于放置陶瓷素坯的压装组件,各压装组件沿高度方向间隔布置,且相邻两个压装组件之间通过连接组件连接,所述压装组件包括底盆及配设于底盆内的压板,所述底盆周侧及压板上均设有供液体通过的进液孔。本技术具有能避免陶瓷素坯弯曲变形、提高成品率的优点。
技术研发人员:陈文彬
受保护的技术使用者:湖南圣瓷科技有限公司
技术研发日:20230309
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!