一种陶瓷片挤压定型装置的制作方法
本技术涉及陶瓷片生产,尤其涉及一种陶瓷片挤压定型装置。
背景技术:
1、陶瓷片具有强度高、硬度高的特点,是用于制造各种防弹器械的优良材料;通过将多个尺寸较小的陶瓷片拼接形成更大的陶瓷片能够降低生产成本,提高产品的良品率。
2、陶瓷片的传统拼接过程中需要将多个陶瓷片放置于预定位置后对接准确后,在其表面填涂胶水以及覆盖纤维保护层,以实现多个陶瓷片的安装定位;传统的拼接过程大多是手工将单个的陶瓷片放置于预定的模具或者加工平台表面,进行生产加工,陶瓷片传统的定型加工方法效率较低,且多个陶瓷片之间在胶粘的前后缺少挤压,存在间隙,影响定型后陶瓷片的质量。
技术实现思路
1、本实用新型的目的是解决现有技术中存在的缺点,而提出的一种陶瓷片挤压定型装置,其能够实现对多个陶瓷片的挤压定型,提高成品质量。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种陶瓷片挤压定型装置,包括用于放置陶瓷片的承载底座,所述承载底座为表面凸起的弧形,所述承载底座上端设置有挤压组件一以及挤压组件二,挤压组件一与挤压组件二挤压方向相互垂直,所述挤压组件一包括定挤压座一以及动挤压座一,所述挤压组件二包括定挤压座二以及动挤压座二,所述承载底座上端设置有第一驱动装置以及第二驱动装置,其中通过第一驱动装置、第二驱动装置分别控制动挤压座一、动挤压座二线性移动。
4、优选地,所述定挤压座一侧壁固定连接有第一挤压板,所述动挤压座一侧壁固定连接有第二挤压板,所述第一挤压板以及第二挤压板均为开口向下的弧形。
5、优选地,所述第一挤压板以及第二挤压板与承载底座的弧形表面之间具有间距。
6、优选地,所述承载底座内部设置有振动元件以及排布检测元件。
7、优选地,所述排布检测元件包括设置于承载底座上端的光感检测元件,所述承载底座上方预定位置设置有光源。
8、优选地,所述承载底座上端设置有用于放置陶瓷片的承载模具,所述承载模具表面开有供光感检测元件接收信号的条形槽。
9、本实用新型与现有技术相比,其有益效果为:
10、1、通过设置挤压组件一以及挤压组件二能够从两个方向上对陶瓷片进行挤压定型,能够一次性对多个陶瓷片进行挤压,提高挤压定型的效率,且从两个相互垂直的方向对陶瓷片进行挤压,与陶瓷片布片方向一致,能够最大程度上降低陶瓷片之间的间隙,保证涂胶前后陶瓷片位置的准确以及稳定,提高产品质量;且通过设置第一挤压板以及第二挤压板为弧形且具有预定间距,能够与弧形的承载底座相适配,能够保证陶瓷片挤压移动的稳定,进一步保证成型后产品的质量。
11、2、且通过设置振动元件能够在挤压后对多个陶瓷片施加振动,对其位置进行微调,通过设置光感检测元件能够对定型后的陶瓷片位置进行检测,能够检测多个陶瓷片之间是否存在缝隙,在涂胶前实现一次检验过程,进一步保证成型后产品的质量。
技术特征:
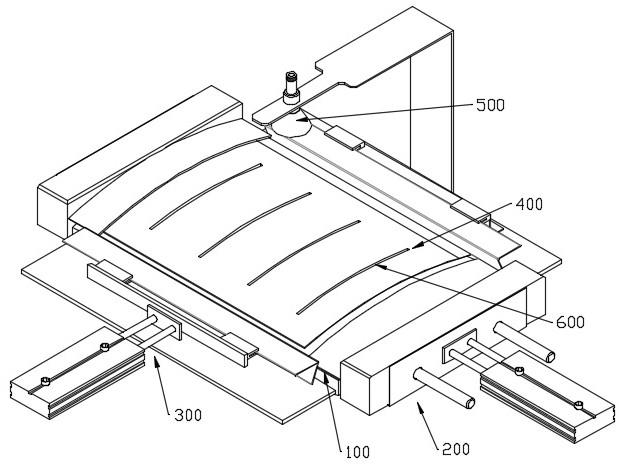
1.一种陶瓷片挤压定型装置,包括用于放置陶瓷片的承载底座(100),其特征在于:
2.根据权利要求1所述的一种陶瓷片挤压定型装置,其特征在于,所述定挤压座一(210)侧壁固定连接有第一挤压板(211),所述动挤压座一(220)侧壁固定连接有第二挤压板(221),所述第一挤压板(211)以及第二挤压板(221)均为开口向下的弧形。
3.根据权利要求2所述的一种陶瓷片挤压定型装置,其特征在于,所述第一挤压板(211)以及第二挤压板(221)与承载底座(100)的弧形表面之间具有间距。
4.根据权利要求1所述的一种陶瓷片挤压定型装置,其特征在于,所述承载底座(100)内部设置有振动元件以及排布检测元件。
5.根据权利要求4所述的一种陶瓷片挤压定型装置,其特征在于,所述排布检测元件包括设置于承载底座(100)上端的光感检测元件,所述承载底座(100)上方预定位置设置有光源(500)。
6.根据权利要求5所述的一种陶瓷片挤压定型装置,其特征在于,所述承载底座(100)上端设置有用于放置陶瓷片的承载模具(400),所述承载模具(400)表面开有供光感检测元件接收信号的条形槽(600)。
技术总结
本技术公开了一种陶瓷片挤压定型装置,包括用于放置陶瓷片的承载底座,所述承载底座为表面凸起的弧形,所述承载底座上端设置有挤压组件一以及挤压组件二,挤压组件一与挤压组件二挤压方向相互垂直,所述挤压组件一包括定挤压座一以及动挤压座一,所述挤压组件二包括定挤压座二以及动挤压座二,所述承载底座上端设置有第一驱动装置以及第二驱动装置。本技术其能够实现对多个陶瓷片的挤压定型,提高成品质量。
技术研发人员:高敏,王宁宁,章益兵
受保护的技术使用者:铜陵优必胜新材料科技有限公司
技术研发日:20230328
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!