一种线切割绕线张紧机构的制作方法
本技术涉及金刚线切割,涉及一种线切割绕线张紧机构。
背景技术:
1、金刚石线切割机的切割原理与弓锯相仿,高速旋转并往复回转的绕丝筒带动金刚石线做往复运动,使金刚石线与晶棒间形成相对的磨削运动,从而实现切割的目的。在金刚线切割装置中,金刚线的绕线和收线工艺是制约线切割装置工作效率的一个难点。绕线和收线机构上绕线情况不佳将导致金刚线在高速切割过程中张力波动不稳定,甚至造成断线,不仅仅影响切割精度,还会浪费大量的人力物力以及时间。
技术实现思路
1、本实用新型为解决现有技术的问题,提供了一种结构简单,操作方便的线切割绕线张紧机构。
2、本实用新型的目的可通过以下技术方案来实现:一种线切割绕线张紧机构,包括:收放线仓、放线机构和收线机构,所述放线机构位于所述收放线仓做左端,所述收线机构位于所述收放线仓右端,所述放线机构包括放线轮、放线伺服电机,放线排线模组、放线张紧模组,所述收线机构包括收线轮、收线伺服电机、收线排线模组、收线张紧模组,所述金刚线依次通过放线轮、放线排线模组、放线张紧模组进入切割室进行切割,完成切割后经由收线张紧模组、收线排线模组回到收线轮上。
3、进一步的改进,所述放线排线模组和所述收线排线模组都包括升降气缸、固定座和排线导轮,所述升降气缸固定在所述收放线仓左右两端且与所述放线轮和收线轮水平,所述固定座滑动套设在所述升降气缸上且能在所述升降气缸上竖直升降,所述排线导轮固定在所述固定座内侧。
4、进一步的改进,所述放线张紧模组上方设置有进线转向导轮,所述进线转向导轮方向和所述排线导轮相互垂直。
5、进一步的改进,所述收线张紧模组上方设置有收线转向导轮,所述收线转向导轮方向和所述排线导轮相互垂直。
6、进一步的改进,所述固定座和排线导轮之间设有纠偏装置。
7、进一步的改进,所述放线张紧模组和放线张紧模组都包括张紧电机、张紧臂和张紧导轮,所述张紧臂和所述张紧电机的输出端相连并可沿输出端进行预定方向的旋转,所述张紧导轮设置在所述张紧臂远端。
8、与现有技术相比,本实用新型具有如下有益效果:
9、1、金刚线通过收线排线模组和收线张紧模组实现进出仓时稳定和刚性,提高了切削效率;
10、2、排线导轮上安置有纠偏装置可根据排线情况纠正切割线位置;
11、3、通过张紧机构平衡金刚线网内部的张力,减小附加张力,降低断线率的同时可提升金刚线的最大切割张力和切割速度。
技术特征:
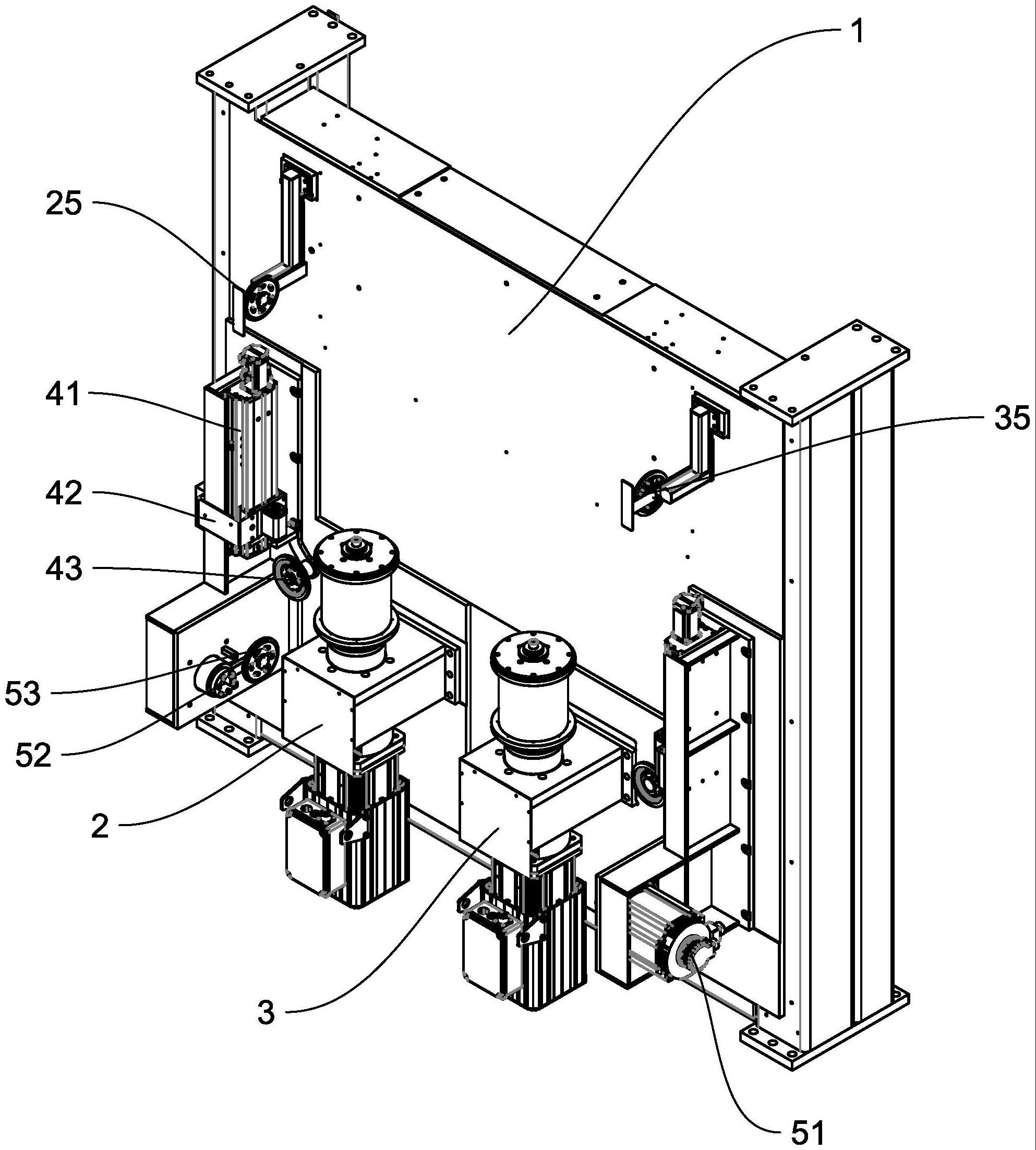
1.一种线切割绕线张紧机构,包括:收放线仓(1)、放线机构(2)和收线机构(3),其特征在于,所述放线机构(2)位于所述收放线仓(1)做左端,所述收线机构(3)位于所述收放线仓(1)右端,所述放线机构(2)包括放线轮(21)、放线伺服电机(22),放线排线模组(23)、放线张紧模组(24),所述收线机构(3)包括收线轮(31)、收线伺服电机(32)、收线排线模组(33)、收线张紧模组(34),所述金刚线依次通过放线轮(21)、放线排线模组(23)、放线张紧模组(24)进入切割室进行切割,完成切割后经由收线张紧模组(34)、收线排线模组(33)回到收线轮(31)上。
2.根据权利要求1所述的一种线切割绕线张紧机构,其特征在于,所述放线排线模组(23)和所述收线排线模组(33)都包括升降气缸(41)、固定座(42)和排线导轮(43),所述升降气缸(41)固定在所述收放线仓(1)左右两端且与所述放线轮(21)和收线轮(31)水平,所述固定座(42)滑动套设在所述升降气缸(41)上且能在所述升降气缸(41)上竖直升降,所述排线导轮(43)固定在所述固定座(42)内侧。
3.根据权利要求1所述的一种线切割绕线张紧机构,其特征在于,所述放线张紧模组(24)上方设置有进线转向导轮(25),所述进线转向导轮(25)方向和所述排线导轮(43)相互垂直。
4.根据权利要求1所述的一种线切割绕线张紧机构,其特征在于,所述收线张紧模组(34)上方设置有收线转向导轮(35),所述收线转向导轮(35)方向和所述排线导轮(43)相互垂直。
5.根据权利要求1所述的一种线切割绕线张紧机构,其特征在于,所述放线轮(21)和所述放线排线模组(23)之间设有纠偏装置(26)。
6.根据权利要求1所述的一种线切割绕线张紧机构,其特征在于,所述放线张紧模组(24)和放线张紧模组(24)都包括张紧电机(51)、张紧臂(52)和张紧导轮(53),所述张紧臂(52)和所述张紧电机(51)的输出端相连并可沿输出端进行预定方向的旋转,所述张紧导轮(53)设置在所述张紧臂(52)远端。
技术总结
本技术涉及金刚线切割技术领域,涉及一种线切割绕线张紧机构,包括:收放线仓、放线机构和收线机构,所述放线机构位于所述收放线仓做左端,所述收线机构位于所述收放线仓右端,所述放线机构包括放线轮、放线伺服电机,放线排线模组、放线张紧模组,所述收线机构包括收线轮、收线伺服电机、收线排线模组、收线张紧模组,所述金刚线依次通过放线轮、放线排线模组、放线张紧模组进入切割室进行切割,完成切割后经由收线张紧模组、收线排线模组回到收线轮上。本技术通过收线排线模组和收线张紧模组实现金刚线进出仓时稳定和刚性,提高了切削效率;排线导轮上安置有纠偏装置可根据排线情况纠正切割线位置。
技术研发人员:虞志静
受保护的技术使用者:浙江晶阳机电股份有限公司
技术研发日:20230412
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!