一种全轻砼夹心砌块的制作方法
本技术涉及装配式建筑,尤其涉及一种全轻砼夹心砌块。
背景技术:
1、砌块是利用混凝土,工业废料(炉渣,粉煤灰等)或地方材料制成的人造块材,外形尺寸比砖大,具有设备简单,砌筑速度快的优点,符合了建筑工业化发展中墙体改革的要求。但是由于砌块一般为普通混凝土空心(或夹芯)体,自重较重,保温效果欠佳,制作和运输成本高;而且,砌块为建筑物最小结构单元,一个建筑需要大量砌块,而砌块一般为单独成模生产,需要大量重复生产过程才能满足数量需求,其生产的相对效率有待提高。
技术实现思路
1、本实用新型的目的是为了解决现有技术中砌块为实心体,自重较重,而提出的一种全轻砼夹心砌块,为提高砌块的生产相对效率,还提出相应砌块的生产工艺。
2、为了实现上述目的,本实用新型采用了如下技术方案:
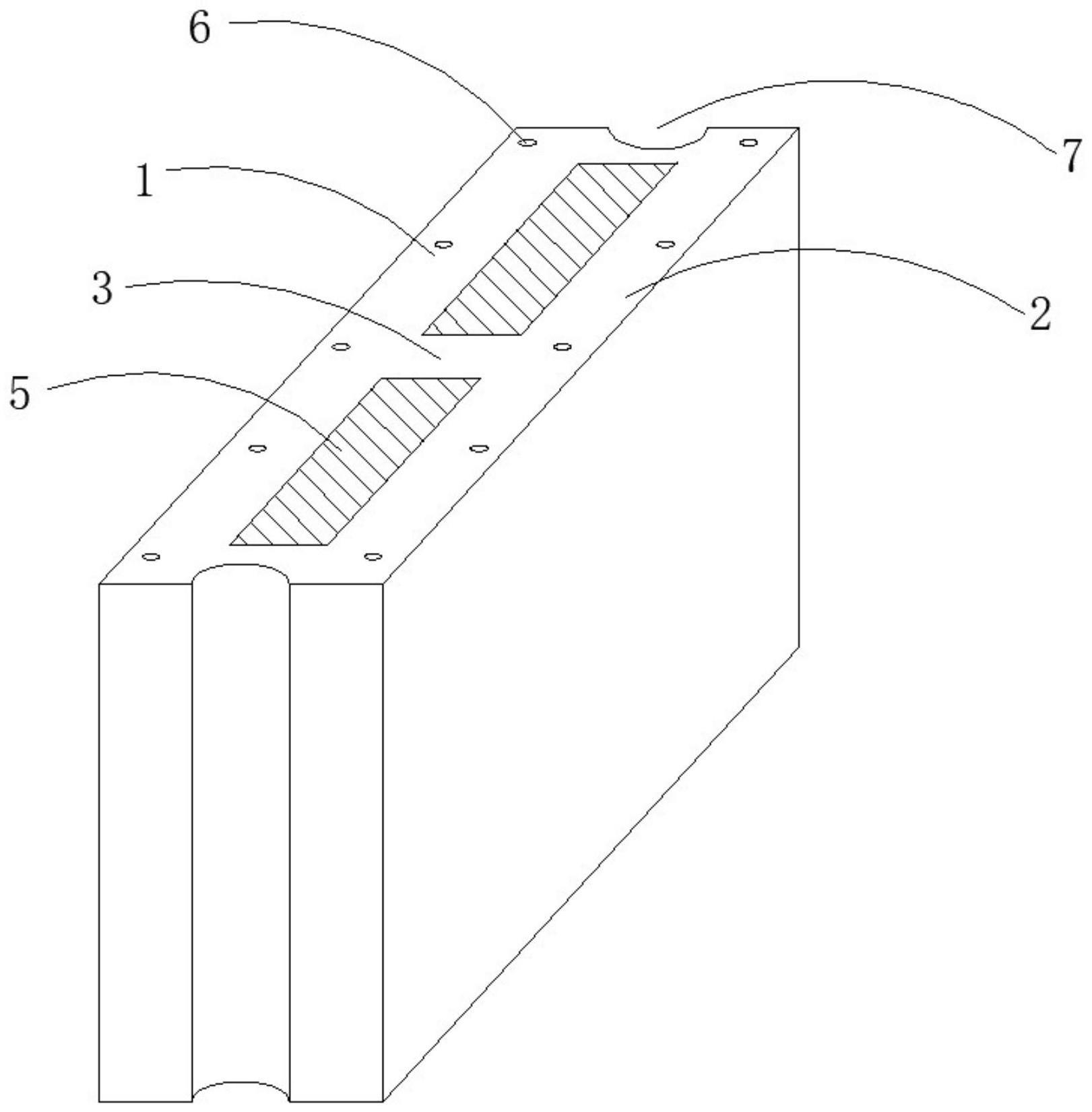
3、一种全轻砼夹心砌块,包括面板、底板、纵向肋条、横向肋条和轻质填充块,所述轻质填充块位于由面板、底板、纵向肋条和横向肋条形成的空腔之中。砌块内部设置轻质填充块,可大大减轻砌块的自重。
4、优选的,所述面板和底板的材料为再生骨料砼;所述纵向肋条和横向肋条的材料为全轻保温砼。再生骨料砼程和全轻保温砼此两种不同的材料可形成夹层结构,减弱热传导效率,提升砌块的保温性能,同时将再生骨料砼用于砌块,有利于环保。
5、优选的,所述轻质填充块采用容重小于10kg/m3聚苯乙烯泡沫板,可进一步减轻板体的重量,减少制造成本,同时提高砌块的保温效果。
6、进一步的,所述面板和底板的内部设置竹筋网,竹筋网为条状竹筋交错形成的网状物,竹筋网用于加强砌块的支撑强度,同时生产成本低。
7、进一步的,砌块的两个侧面设置纵向的凹槽,当两个砌块进行横向拼接时,砌块之间的凹槽可组合形成灌浆孔洞,方便两个砌块之间的连接。
8、本实用新型还提出一种上述全轻砼夹心砌块的生产工艺,包括以下步骤:
9、步骤a1:安放条板模具,形成无盖模具箱体;
10、步骤a2:在模具箱体底部对应位置架竹筋网,然后铺砼面层;
11、步骤a3:在面板层上方对应位置放置轻质填充块,然后在轻质填充块之间、轻质填充块与模具箱体的箱壁之间填充混凝土,形成砼肋条;
12、步骤a4:在砼肋条和轻质填充块的上方对应位置架竹筋网,然后铺砼底层;
13、步骤a5:干燥后脱模,得到大条形砌块;
14、步骤a6:将大条形砌块进行切割,得到目标砌块。
15、上述全轻砼夹心砌块的生产工艺通过一次加工得到大条形砌块,然后将大条形砌块切割得到多个体积小的目标砌块,提高了目标砌块的生产效率。在砌块生产过程中,支撑筋位于大条形砌块的底层内部,便于大条形砌块纵向的结构强度,避免大条形砌块在搬运过程中发生纵向断裂,支撑筋采用木质材料,便于横向切割。
16、优选的,上述全轻砼夹心砌块的面板还可以预设装饰面板,装饰面板可以是陶瓷面板、仿大理石面板、干粘面层等现有装饰面板。
17、带装饰面板的上述全轻砼夹心砌块的生产工艺,包括以下步骤:
18、步骤b1:安放条板模具,形成无盖模具箱体;
19、步骤b2:在模具箱体底部反铺装饰面板;
20、步骤b3:在模具箱体底部对应位置架竹筋网,然后铺砼面层;
21、步骤b4:在面板层上方对应位置放置轻质填充块,然后在轻质填充块之间、轻质填充块与模具箱体的箱壁之间填充混凝土,形成砼肋条;
22、步骤b5:在砼肋条和轻质填充块的上方对应位置架竹筋网,然后铺砼底层;
23、步骤b6:干燥后脱模,得到大条形砌块;
24、步骤b7:将大条形砌块进行切割,得到目标砌块。
25、上述带装饰面板的全轻砼夹心砌块将装饰面板预设于砌块上,最后再一起切割,生产效率高。
26、本实用新型的有益效果是:
27、1、本全轻砼夹心砌块内部设置轻质的泡沫填充块,可减轻砌块自重,且泡沫板具有保温效果,配合全轻陶粒砼的面层材料和肋条,可进一步降低砌块的质量,同时提高砌块的保温效果。
28、2、本全轻砼夹心砌块的生产工艺通过一次加工得到大条形砌块,然后将大条形砌块切割得到多个体积小的目标砌块,提高了目标砌块的生产效率。
技术特征:
1.一种全轻砼夹心砌块,其特征在于,包括面板(1)、底板(2)、纵向肋条(3)、横向肋条(4)和轻质填充块(5),所述轻质填充块(5)位于由面板(1)、底板(2)、纵向肋条(3)和横向肋条(4)形成的空腔之中;
2.根据权利要求1所述的全轻砼夹心砌块,其特征在于,所述竹筋网(6)为条状竹筋交错形成的网状物。
3.根据权利要求2所述的全轻砼夹心砌块,其特征在于,所述面板(1)和底板(2)的材料为再生骨料砼;所述纵向肋条(3)和横向肋条(4)的材料为全轻保温砼。
4.根据权利要求3所述的全轻砼夹心砌块,其特征在于,所述轻质填充块(5)采用容重小于10kg/m3聚苯乙烯泡沫板。
5.根据权利要求1或者4所述的全轻砼夹心砌块,其特征在于,所述面板(1)还设置装饰面板(8)。
技术总结
本技术公开了一种全轻砼夹心砌块,其中全轻砼夹心砌块包括面板、底板、纵向肋条、横向肋条和轻质填充块,所述轻质填充块位于由面板、底板、纵向肋条和横向肋条形成的空腔之中,面板和底板内部设置竹筋网,砌块的两个侧面设置纵向的凹槽,本技术中的砌块内部设置轻质的泡沫填充块,可自重轻且保温效果好,砌块通过一次加工得到大条形砌块,然后将大条形砌块切割得到多个体积小的目标砌块,砌块的生产效率高。
技术研发人员:龚文彦,颜跃进,阳小华
受保护的技术使用者:湖南诚友绿色建筑科技有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!