模压板材和模压装置的制作方法
本技术涉及装修建材领域,具体而言,涉及一种模压板材和模压装置。
背景技术:
1、板材一般经过裁剪加工形成多个地板,地板拼接形成地面装饰结构。现有技术中,板材加工完成后,板材的表面设置有保护层例如耐磨层、油漆层等,为了避免通过板材裁剪得到的地板在拼接时,相邻地板之间形成高度差,一般会在地板的边侧设置倒角。倒角一般为45°斜角,通过切割地板边侧部分材料得到。现有技术中,地板倒角处理方式普遍是开槽时模具上刀具直接切削板材,在板材上线形成“v”型槽,然后在v形槽的中部位置利用刀具裁剪板材,得到45°斜角结构的倒角。当相邻地板拼接时,两个倒角配合形成v型沟槽,该沟槽的槽壁平而深,细小异物、灰尘等不易清理,且增加了倒角滚漆工序增加的加工成本,v型微倒角由于倒角过小,无立体感和装饰感,且v型沟槽市场上过多,容易出现审美疲劳。
技术实现思路
1、本实用新型的目的在于提供一种模压板材和模压装置,其能够简化制造工艺,降低制造成本,便于清理,美观性高。
2、本实用新型的实施例是这样实现的:
3、第一方面,本实用新型提供一种模压板材,包括:
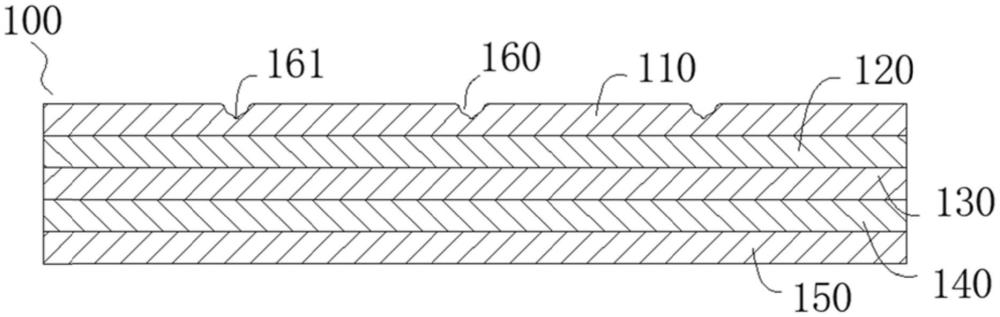
4、板材主体,所述板材主体包括依次层叠设置的耐磨层、装饰层、中料层、基材层和平衡层;所述耐磨层背离所述装饰层的板面上设置有弧形通槽,所述弧形通槽的槽底壁位于所述板面的下方,所述弧形通槽的槽底壁的中部位置设置有用于定位裁切刀的预裁切部。
5、在可选的实施方式中,所述弧形通槽包括位于预裁切部两侧的第一半槽和第二半槽,第一半槽和第二半槽对称设置。
6、在可选的实施方式中,所述弧形通槽的槽底为部分椭圆形或部分圆形。
7、在可选的实施方式中,所述弧形通槽的槽底的弧长为3-8mm,所述弧形通槽的槽底的弧宽为2-6mm;
8、所述弧形通槽的槽深设置为1-2.5mm。
9、在可选的实施方式中,所述耐磨层设置为pvc材质层;
10、或所述装饰层设置为pvc印刷彩膜层;
11、或所述中料层设置为pvc发泡层;
12、或所述基材层设置为发泡wpc层;
13、或所述平衡层设置为lvt材质层。
14、在可选的实施方式中,所述弧形通槽的数量为多个,多个所述弧形通槽平行间隔排布。
15、第二方面,本实用新型提供一种模压装置,所述模压装置用于成型前述实施方式中任一项所述的模压板材。
16、在可选的实施方式中,所述模压装置包括机架、输送机构、升降机构、模压辊和加热件,所述输送机构安装于所述机架上,所述输送机构用于承载并沿输送板材主体;所述模压辊通过所述升降机构与所述机架连接,所述升降机构用于带动所述模压辊靠近或远离板材主体;所述加热件与所述模压辊连接,用于加热模压辊。
17、在可选的实施方式中,所述加热件设置为嵌入所述模压辊内的加热棒。
18、在可选的实施方式中,所述模压装置还包括切刀,所述模压辊上设置有安装槽,所述切刀可滑动地设于所述安装槽内,所述切刀用于在通过所述加热件加热后热切所述板材主体。
19、本实用新型实施例的有益效果是:
20、综上所述,本实施例提供的模压板材,板材主体加工时,在其一板面上采用模压方式成型弧形通槽,并且在弧形通槽的中部位置形成有预裁切部,预裁切部可以是裂缝或凸条等形状,切割板材形成地板时,切割刀具对准预裁切部即可,定位准确,切割效率高,切割后,弧形通槽被分为两半,每一个地板上的一般弧形通槽形成了弧形倒角结构。由于采用模压方式成型弧形通槽,不需要切割板材形成倒角,不会破坏板材表面原有的面漆,不需要进行重复刷漆作用,降低成本。同时,相邻地板拼接时,弧形倒角配合形成弧形通槽,易于清理灰尘。同时,椭圆弧型模压倒角的优点是倒角坡度较缓,光线照射后形成漫反射,装修效果更佳大气、连贯,装饰性更强,且椭弧型模压倒角地板带来了更强的立体感及差异化,令地板的立体感明显增强,产生逼真的实木铺贴效果。
技术特征:
1.一种模压板材,其特征在于,包括:
2.根据权利要求1所述的模压板材,其特征在于:
3.根据权利要求2所述的模压板材,其特征在于:
4.根据权利要求3所述的模压板材,其特征在于:
5.根据权利要求1所述的模压板材,其特征在于:
6.根据权利要求1所述的模压板材,其特征在于:
7.一种模压装置,其特征在于,所述模压装置用于成型权利要求1-6中任一项所述的模压板材。
8.根据权利要求7所述的模压装置,其特征在于:
9.根据权利要求8所述的模压装置,其特征在于:
10.根据权利要求8所述的模压装置,其特征在于:
技术总结
本申请提供一种模压板材和模压装置,涉及装修建材领域,模压板材包括板材主体,板材主体包括依次层叠设置的耐磨层、装饰层、中料层、基材层和平衡层;耐磨层背离装饰层的板面上设置有弧形通槽,弧形通槽的槽底壁位于板面的下方,弧形通槽的槽底壁的中部位置设置有用于定位裁切刀的预裁切部。采用模压方式在板材的板面上成型弧形通槽,不需要破坏板材原有涂层,后续不需要重新进行表面刷漆作业,降低制造成本。同时,弧形通槽易于灰尘的清理。
技术研发人员:张小玲,肖志远,李彦辉,招旗科
受保护的技术使用者:常州市贝美家居科技有限公司
技术研发日:20230605
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!