一种适用于全自动陶瓷高压空心注浆成型机的锁模机构的制作方法
本技术涉及注浆成型机,具体涉及一种适用于全自动陶瓷高压空心注浆成型机的锁模机构。
背景技术:
1、高压注浆成型实际上是一个过滤过程,注浆过程中泥浆颗粒运动到模具工作面,并依次沉积,从而形成一定强度的坯体。
2、全自动陶瓷高压空心注浆成型机利用多孔树脂材料的可压滤特性,对注入树脂模具内部的泥浆进行加压脱水,加压一段时间后,坯体达到预定厚度,卸去泥浆压力并排出多余泥浆;然后导入高压气体,进一步巩固坯体强度;巩固阶段结束后,开模取出坯体。
3、在成型过程中,需要使用锁模机构对模具进行锁模,现有技术中主要通过油缸直接锁模,油缸行程长,行走速度慢,机构占用空间大,不适应多模使用场合。
技术实现思路
1、1、实用新型要解决的技术问题
2、本实用新型目的在于解决现有技术中存在的技术问题,提供一种适用于全自动陶瓷高压空心注浆成型机的锁模机构,它能节省使用空间,解决设备使用多模架时锁模的问题。
3、2、技术方案
4、为解决上述问题,本实用新型提供的技术方案为:
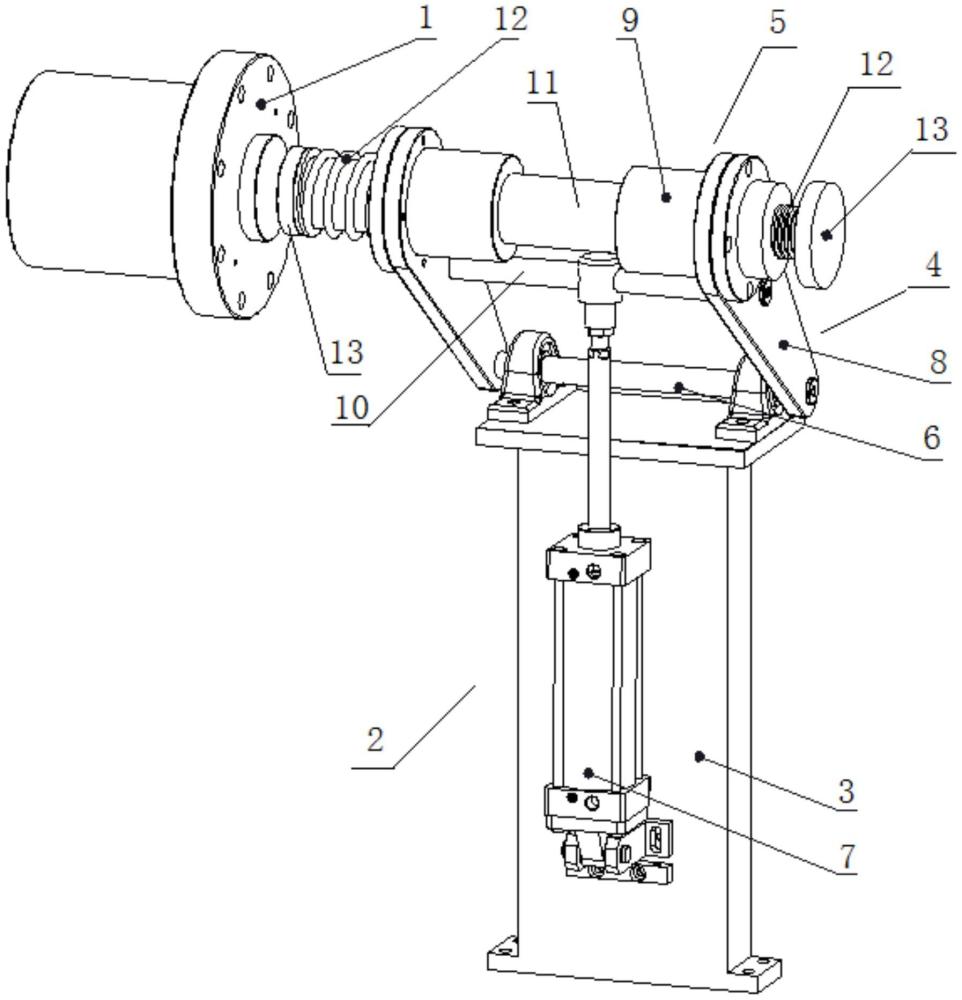
5、一种适用于全自动陶瓷高压空心注浆成型机的锁模机构,包括锁模缸和锁模部件,所述锁模部件包括固定件;连接件,连接于所述固定件上;伸缩顶杆,活动连接于所述连接件上并与所述锁模缸同轴设置;所述连接件转动连接于所述固定件上,所述固定件上设有用于控制所述连接件转动的控制结构。
6、可选地,所述连接件通过转轴转动连接于所述固定件上,所述转轴与所述伸缩顶杆轴向平行设置。
7、可选地,所述控制结构包括气缸,所述气缸的两端分别转动连接于所述固定件和所述连接件上。
8、可选地,所述连接件包括至少一个摆臂,所述摆臂上设有用于安装所述伸缩顶杆的直线轴承。
9、可选地,所述摆臂相对设置有两个,且两个所述摆臂之间通过连接杆连接。
10、可选地,所述伸缩顶杆包括杆体,所述杆体上套设有弹簧,所述杆体上连接有抵接部,所述弹簧的两端分别抵接所述杆体和所述连接件。
11、3、有益效果
12、采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
13、本适用于全自动陶瓷高压空心注浆成型机的锁模机构通过伸缩顶杆的摆动升降,与模架开合动作错开,合理利用了设备空间;顶杆的可伸缩设计,使机构更适用于大小不一的模具,也使锁模缸行程大大降低,从而提升机构的动作效率。
技术特征:
1.一种适用于全自动陶瓷高压空心注浆成型机的锁模机构,其特征在于:包括锁模缸和锁模部件,所述锁模部件包括
2.根据权利要求1所述的一种适用于全自动陶瓷高压空心注浆成型机的锁模机构,其特征在于:所述连接件通过转轴转动连接于所述固定件上,所述转轴与所述伸缩顶杆轴向平行设置。
3.根据权利要求1所述的一种适用于全自动陶瓷高压空心注浆成型机的锁模机构,其特征在于:所述控制结构包括气缸,所述气缸的两端分别转动连接于所述固定件和所述连接件上。
4.根据权利要求1所述的一种适用于全自动陶瓷高压空心注浆成型机的锁模机构,其特征在于:所述连接件包括至少一个摆臂,所述摆臂上设有用于安装所述伸缩顶杆的直线轴承。
5.根据权利要求4所述的一种适用于全自动陶瓷高压空心注浆成型机的锁模机构,其特征在于:所述摆臂相对设置有两个,且两个所述摆臂之间通过连接杆连接。
6.根据权利要求1-5任一项所述的一种适用于全自动陶瓷高压空心注浆成型机的锁模机构,其特征在于:所述伸缩顶杆包括杆体,所述杆体上套设有弹簧,所述杆体上连接有抵接部,所述弹簧的两端分别抵接所述杆体和所述连接件。
技术总结
本技术公开了一种适用于全自动陶瓷高压空心注浆成型机的锁模机构,包括锁模缸和锁模部件,所述锁模部件包括固定件;连接件,连接于所述固定件上;伸缩顶杆,活动连接于所述连接件上并与所述锁模缸同轴设置;所述连接件转动连接于所述固定件上,所述固定件上设有用于控制所述连接件转动的控制结构。本技术目的在于解决现有技术中存在的技术问题,提供一种适用于全自动陶瓷高压空心注浆成型机的锁模机构,它能节省使用空间,解决设备使用多模架时锁模的问题。
技术研发人员:郭林斌,陆宣奋
受保护的技术使用者:潮州亚斯兰自动化科技有限公司
技术研发日:20230728
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!