用于陶瓷板坯连续快速压制成型的设备的制作方法
本技术涉及生产设备,具体的,涉及一种用于陶瓷板坯连续快速压制成型的设备。
背景技术:
1、陶瓷压砖机是一种使用压力系统对陶瓷粉料进行压制成型的设备,目前大部分陶瓷生产厂家使用的传统型陶瓷压砖机主要分为以下几种类型:梁柱式压砖机、钢丝缠绕式压砖机和板框式压砖机。传统陶瓷压砖机的生产模式常常是先进行布料,布料完毕后把粉料推进模框中,随后动梁再对粉料进行压制。在这种情况下,陶瓷压砖机每次进行压制前都需要等待布料完成,因此是一种间续式的生产方式,这种生产方式不利于提高生产的效率。另外,这几种陶瓷压砖机都是根据帕斯卡原理制成的,在运行时,先向主油缸内灌输油液,之后主活塞杆运动,并带动安装了模芯的动梁向下施压,此时,模芯与在模框内部的粉料接触并逐渐加压,粉料在加压后成型。这种模式下,为了保证陶瓷砖具有足够的成型压力,主活塞杆需要持续给动梁施压,因此设备的机架常常需要承受油缸所产生的巨大压力。因此,陶瓷压砖机的机架在工作时需要一直承受着巨大的交变应力,机架容易出现应力疲劳。此外,随着陶瓷压砖机成型压力的增加,对应机架、主油缸和主活塞的体积都需要对应增大,这会给生产、加工、运输和维护都带来一定的麻烦。
技术实现思路
1、本实用新型提出一种用于陶瓷板坯连续快速压制成型的设备,解决了相关技术中的陶瓷板或陶瓷砖坯压制效率低的问题。
2、本实用新型的技术方案如下:
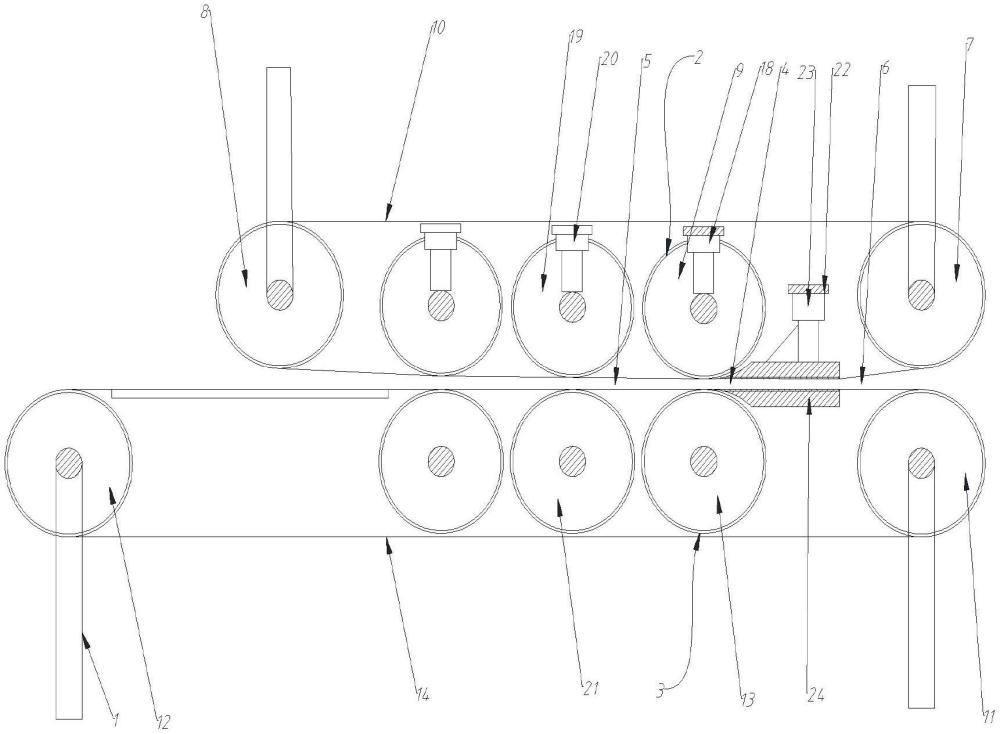
3、一种用于陶瓷板坯连续快速压制成型的设备,包括机架和设置在所述机架上的上压制组件和下压制组件,所述上压制组件和所述下压制组件之间形成压制空间,所述压制空间具有进料口和出料口,所述压制空间用于压制物料,所述上压制组件包括:
4、上主驱动辊,转动设置在所述机架上;
5、上从动辊,转动设置在所述机架上;
6、上定厚辊,转动设置在所述机架上,位于所述上主驱动辊和所述上从动辊之间;
7、上钢带,所述上钢带为闭环,所述上钢带套设在所述上主驱动辊、所述上从动辊和所述上定厚辊上;
8、所述下压制组件包括:
9、下驱动辊,转动设置在所述机架上;
10、下从动辊,转动设置在所述机架上;
11、下定厚辊,转动设置在所述机架上,位于所述下驱动辊和所述下从动辊之间;
12、下钢带,所述下钢带为闭环,所述下钢带套设在所述下驱动辊、所述下从动辊和所述下定厚辊上,所述下定厚辊与所述上定厚辊配合,用于通过上钢带和下钢带压制物料。
13、作为进一步技术方案,还包括:
14、第一侧挡板,设置在所述压制空间内;
15、第二侧挡板,设置在所述压制空间内,所述第一侧挡板和第二侧挡板之间形成限位间隙。
16、作为进一步技术方案,还包括:
17、耐磨条,具有若干个,分别设置在所述第一侧挡板和所述第二侧挡板侧面。
18、作为进一步技术方案,还包括:
19、第一伸缩件,设置所述机架上,所述第一伸缩件的伸缩端设置在所述上定厚辊上,用于调节所述压制空间厚度。
20、作为进一步技术方案,所述上压制组件还包括:
21、若干个上预压辊,设置在所述上从动辊和上定厚辊之间,且抵接设置在所述上钢带上;
22、若干个第二伸缩件,均设置在所述机架上,若干个所述第二伸缩件的伸缩端分别对应设置在若干个所述上预压辊上;
23、所述下压制组件还包括:
24、若干个下预压辊,设置在所述下从动辊和所述下定厚辊之间,且抵接设置在所述下钢带上,与若干个所述上预压辊一一对应配合设置。
25、作为进一步技术方案,还包括:
26、板坯平整装置,滑动设置在所述机架,位于所述上定厚辊与所述上主驱动辊之间;
27、第三伸缩件,设置在所述机架上,所述第三伸缩件的伸缩端设置在所述板坯平整装置上,用于带动所述板坯平整装置抵接所述上钢带;
28、钢带托板,设置在所述机架上,位于所述下定厚辊与所述下驱动辊之间,用于承托所述下钢带,且与所述板坯平整装置配合平整物料。
29、本实用新型的工作原理及有益效果为:
30、本实用新型中,为了解决相关技术中的陶瓷板或陶瓷砖坯压制效率低的问题,设计了一种用于陶瓷板坯连续快速压制成型的设备,通过上主驱动辊和下驱动辊转动,带动上钢带和下钢带转动,带动物料通过进料口进入压制空间物再移动到出料口,其中在压制空间经过上定厚辊和下定厚辊的压制用来定型和排气,相对于之前的方案,本方案具有可连续压制,生产效率高的特点,之前方案由于是通过陶瓷压砖机每次进行压制前都需要等待布料完成,压制速度慢,本方案有效解决了这种问题,进一步提升了陶瓷板压制设备的实用性。
技术特征:
1.一种用于陶瓷板坯连续快速压制成型的设备,包括机架(1)和设置在所述机架(1)上的上压制组件(2)和下压制组件(3),所述上压制组件(2)和所述下压制组件(3)之间形成压制空间(4),所述压制空间(4)具有进料口(5)和出料口(6),所述压制空间(4)用于压制物料,其特征在于,所述上压制组件(2)包括:
2.根据权利要求1所述的一种用于陶瓷板坯连续快速压制成型的设备,其特征在于,还包括:
3.根据权利要求2所述的一种用于陶瓷板坯连续快速压制成型的设备,其特征在于,还包括:
4.根据权利要求1所述的一种用于陶瓷板坯连续快速压制成型的设备,其特征在于,还包括:
5.根据权利要求1所述的一种用于陶瓷板坯连续快速压制成型的设备,其特征在于,所述上压制组件(2)还包括:
6.根据权利要求1所述的一种用于陶瓷板坯连续快速压制成型的设备,其特征在于,还包括:
技术总结
本技术涉及生产设备技术领域,提出了一种用于陶瓷板坯连续快速压制成型的设备包括上主驱动辊,转动设置在机架上;上从动辊,转动设置在机架上;上定厚辊,转动设置在机架上,位于上主驱动辊和上从动辊之间;上钢带,上钢带为闭环,上钢带套设在上主驱动辊、上从动辊和上定厚辊上;下压制组件包括:下驱动辊,转动设置在机架上;下从动辊,转动设置在机架上;下定厚辊,转动设置在机架上,位于下驱动辊和下从动辊之间;下钢带,下钢带为闭环,下钢带套设在下驱动辊、下从动辊和下定厚辊上,下定厚辊与上定厚辊配合,用于通过上钢带和下钢带压制物料,通过上述技术方案,解决了相关技术中的陶瓷板或陶瓷砖坯压制效率低的问题。
技术研发人员:冯子龙,南明寿,刘旭阳,戈煜,韩建伟,张双,郭云鹏,王凯
受保护的技术使用者:亚联机械制造(山东)有限公司
技术研发日:20230729
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!