一种大尺度三维晶格结构的3D空间打印方法
本发明涉及材料的3d打印成型,尤其是涉及一种大尺度三维晶格结构的3d空间打印方法。
背景技术:
1、空间晶格结构是一种超材料结构,具有轻质高强,受力性能好的特性,同时又由于其形状容易设计匹配成各种曲面形状,具有良好的美学效果,目前被广泛应用在各种大型艺术构筑物的建造之中。
2、由于尺寸和形状多变的限制,目前大尺度的空间晶格结构都是用基于机械臂的挤出式塑料3d打印的方式来进行建造,建造效率高,成本低。但是这样的大尺度的3d打印建造技术不够成熟,往往建造出来的晶格结构模型质量不好,挤出的材料不能及时冷却硬化,导致杆件弯扭现象严重,从而降低晶格模型的受力性能。因此研究高质量的大尺度打印方法,建造高质量的大尺度晶格模型,是亟需解决的问题。
技术实现思路
1、本发明的目的是提供一种大尺度三维晶格结构的3d空间打印方法,可以快速的建造大尺度的空间晶格模型,保证打印过程中挤出的材料及时冷却硬化形成杆件,晶格模型质量好,杆件笔直,受力性能好。
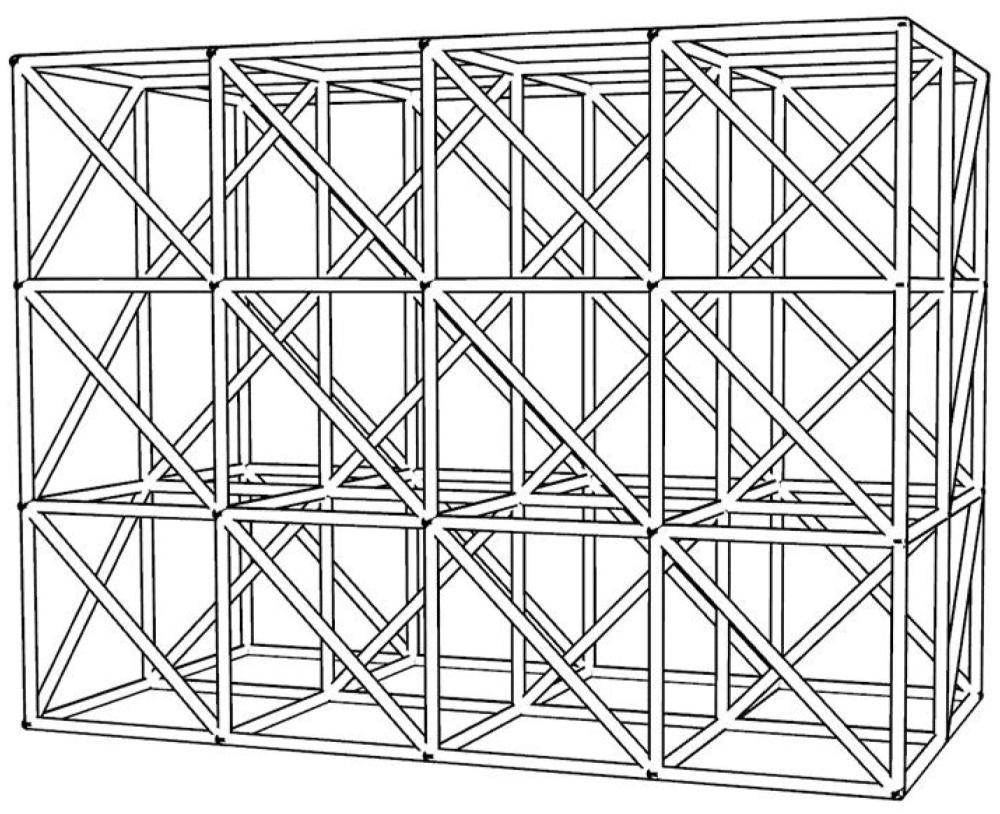
2、为实现上述目的,本发明提供了一种大尺度三维晶格结构,包括若干个在x、y、z轴的方向上拓扑的正方体单元,正方体单元的侧面上设置有连接正方形相对点的斜边,正方体单元的边长v为50cm-100cm;
3、正方体单元在x轴方向的个数为l个,在y轴方向的个数为m个,在z轴方向的个数为n个,l≥1,m≥1,n≥1。
4、上述大尺度三维晶格结构的3d空间打印方法,包括以下步骤:
5、s1、清理打印平台,确定打印区域,在打印平台上的打印区域设置增加打印材料粘附力的粘结件;
6、s2、将打印枪装配在机械臂上,调整打印枪的加热模块,设定加热温度;
7、s3、进行底层网格打印,底层网格的主体为l×m的正方形阵列,正方形阵列每条边的末端都延长出v厘米,打印枪喷嘴每行走v厘米暂停3s-5s,形成节点;
8、s4、在底层网格上进行第一层竖直层的打印,竖直层为连续打印的呈蛇形分布的竖直三角形阵列,在竖直层的最后打印一条竖杆;
9、s5、采用s3的方法在第一层竖直层的上方打印第一悬空网格层,第一悬空网格层为l×m的正方形阵列,正方形阵列每条边的末端不设延长段,第一悬空网隔层在与第一竖直层的交点处停留3s-5s;
10、s6、重复s4-s5进行上部晶格结构的打印,直至整个晶格结构打印完成;
11、s7、关闭机械臂和打印枪,将晶格结构从打印平台上拆卸下来。
12、优选的,所述s2中,打印枪为设置有三段加热模块的热塑性挤出式3d打印枪。
13、优选的,所述三段加热模块从进料端到出料端的温度分别为t1、t2、t3,150℃≤t1≤170℃,220℃≤t2≤270℃,170℃≤t3≤190℃。三段加热模块的具体温度设置根据打印材料进行设定。
14、优选的,所述s3中底层网格打印具体为:
15、开启风扇,首先进行y轴方向路径的打印,再进行x轴方向路径的打印;单条直线路径打印完成后,关闭喷嘴,并将喷嘴抬升80mm-150mm;
16、或,首先进行x轴方向路径的打印,再进行y轴方向路径的打印;单条直线路径打印完成后,关闭喷嘴,并将喷嘴上升80mm-150mm;
17、打印枪的螺杆挤出的速度为40转/分钟-60转/分钟,机械臂的移动速度为8mm/s-15 mm/s。
18、优选的,所述s4中竖直层的打印具体为:
19、从y方向路径的端点开始,沿着y方向打印m个竖直三角形,然后沿着x方向打印一个竖直三角形,再沿着y方向打印m个竖直三角形,再沿着x方向打印一个竖直三角形,继续沿着y方向打印m个竖直三角形,以此重复打印直到底层网格的节点都被覆盖,在最后一个节点上打印一条竖杆;关闭喷嘴,并将喷嘴抬升80mm-150mm。
20、优选的,所述s4中,竖直三角形为等腰直角三角形,竖直三角形的底边为底层网格的一条边,边长为v厘米,竖边是在底层网格节点向上的竖直杆件,斜边是斜向下45°连接两条直角边端点的杆件。
21、优选的,所述竖直三角形的打印具体为:
22、s41、喷嘴移动到底层网格的节点上,该节点作为控制节点一,喷嘴挤出并停留2s-3s;
23、s42、开启冷却风扇,喷嘴挤出向上移动v-(13-16)mm,该点为控制节点二;
24、s43、关闭喷嘴挤出,喷嘴继续向上移动13mm-16mm到竖直三角形的顶点,顶点为控制节点三,喷嘴在向上移动过程中进行旋转,喷嘴移动到竖直三角形顶点时喷嘴与水平线的夹角为45°,喷嘴停留3s-5s;
25、s44、开启喷嘴挤出,停留2s-3s,喷嘴向竖直三角形的底部顶点移动,竖直三角形的底部顶点为控制节点四,喷嘴在移动过程中进行旋转,喷嘴在控制节点四处旋转成竖直状态,关闭风扇,停留2s-3s。
26、优选的,所述s4中,打印枪的螺杆挤出的速度为20转/分钟-40转/分钟,机械臂的移动速度为5mm/s-10 mm/s。
27、优选的,所述s5中,第一悬空网格层打印中开启风扇,在第一悬空网隔层与第一竖直层的交点处停留时关闭风扇,打印枪的螺杆挤出的速度为20转/分钟-40转/分钟,机械臂的移动速度为5mm/s-10 mm/s。
28、本发明所述的大尺度三维晶格结构的3d空间打印方法的优点和积极效果是:本发明通过控制打印枪的打印速度和螺杆挤出速度,并通过合理的打印路径设置,能够高效地进行大尺度晶格模型的高质量建造,材料用量少,且制造的晶格结构杆件笔直,节点处理简洁,受力性能好,艺术效果更高。
29、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:
1.一种大尺度三维晶格结构的3d空间打印方法,其特征在于:
2.根据权利要求1所述的一种大尺度三维晶格结构的3d空间打印方法,其特征在于:所述s2中,打印枪为设置有三段加热模块的热塑性挤出式3d打印枪。
3.根据权利要求2所述的一种大尺度三维晶格结构的3d空间打印方法,其特征在于:所述三段加热模块从进料端到出料端的温度分别为t1、t2、t3,150℃≤t1≤170℃,220℃≤t2≤270℃,170℃≤t3≤190℃。
4.根据权利要求1所述的一种大尺度三维晶格结构的3d空间打印方法,其特征在于,所述s3中底层网格打印具体为:
5.根据权利要求1所述的一种大尺度三维晶格结构的3d空间打印方法,其特征在于,所述s4中竖直层的打印具体为:
6.根据权利要求5所述的一种大尺度三维晶格结构的3d空间打印方法,其特征在于:所述s4中,竖直三角形为等腰直角三角形,竖直三角形的底边为底层网格的一条边,边长为v厘米,竖边是在底层网格节点向上的竖直杆件,斜边是斜向下45°连接两条直角边端点的杆件。
7.根据权利要求6所述的一种大尺度三维晶格结构的3d空间打印方法,其特征在于,所述竖直三角形的打印具体为:
8.根据权利要求1所述的一种大尺度三维晶格结构的3d空间打印方法,其特征在于:所述s4中,打印枪的螺杆挤出的速度为20转/分钟-40转/分钟,机械臂的移动速度为5mm/s-10mm/s。
9.根据权利要求1所述的一种大尺度三维晶格结构的3d空间打印方法,其特征在于:所述s5中,第一悬空网格层打印中开启风扇,在第一悬空网隔层与第一竖直层的交点处停留时关闭风扇,打印枪的螺杆挤出的速度为20转/分钟-40转/分钟,机械臂的移动速度为5mm/s-10 mm/s。
技术总结
本发明公开了一种大尺度三维晶格结构的3D空间打印方法,属于材料的3D打印成型技术领域。大尺度三维晶格结构包括若干个在X、Y、Z轴的方向上拓扑的正方体单元,正方体单元的侧面上设置有连接正方形相对点的斜边,正方体单元的边长V为50cm‑100cm;正方体单元在X轴方向的个数为L个,在Y轴方向的个数为M个,在Z轴方向的个数为N个,L≥1,M≥1,N≥1。本发明采用上述大尺度三维晶格结构的3D空间打印方法,可以快速的建造大尺度的空间晶格模型,晶格模型质量好,杆件笔直,受力性能好。
技术研发人员:胡楠,林杨胜,朱璐,江柳芳,王仁坤,孟瑞峰
受保护的技术使用者:华南理工大学
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!