一种铸铝角码的制作方法
1.本实用新型涉及门窗技术领域,特别涉及一种铸铝角码。
背景技术:
2.在门窗领域,铸铝角码是用来连接90度直角相交铝合金型材的五金件。
3.目前,现有的铸铝角码都是一整个铸件,在使用时,首先将铸铝角码的两端分别插入到两个待连接的铝合金型材的端部腔体内,将两段铝合金型材连接在一起,然后在两段铝合金型材的连接处打注胶孔,注胶孔的位置与铸铝角码的注胶位置相对应,然后将连接胶通过注胶孔注入到铝合金型材内部,使得铸铝角码与铝合金型材粘合在一起,更加牢固。
4.在使用的过程中,均需要另外打注胶孔进行注胶,注胶孔的打孔较为繁琐,增加了铝合金型材的安装工序,耗费人力成本。
5.现有的铸铝角码都是一体成型,角码和铝合金型材都存在公差,因此铸铝角码需要设置的尺寸较小才能够顺利的插入到铝合金型材的空腔中,但是,角码较小时角码和铝合金型材之间的空隙会比较大,在后期加工中就容易造成铝合金成品窗表面不平整,影响美观。
6.同时,角码较小时,角码和铝合金型材之间的空隙不能够完全被粘合胶填满,这就会导致连接不够稳定,影响成品窗的使用寿命。
技术实现要素:
7.本实用新型为解决上述技术问题,所采用的技术方案是:
8.一种铸铝角码,包括第一角码本体和第二角码本体,所述第一角码本体和第二角码本体均包括垂直连接的两连接件,所述第一角码本体和第二角码本体配合安装在一起;在第一角码本体的两连接件内测均设置有第一注胶槽,在第二角码本体的两连接件内测均设置有第二注胶槽,所述第一注胶槽和第二注胶槽位置相对,第一角码本体和第二角码本体配合安装在一起后,第一注胶槽和第二注胶槽的外端配合形成注胶孔,第一注胶槽和第二注胶槽配合形成注胶通道。
9.进一步,所述第一角码本体和第二角码本体镜像相同。
10.进一步,在第一角码本体和第二角码本体的两连接件内侧均设置有导流槽,所述导流槽延伸至两角码本体的连接件外边沿。
11.进一步,在第一角码本体和第二角码本体的两连接件外侧均设置有外侧胶槽,所述外侧胶槽与导流槽相连通。
12.进一步,在第一角码本体和第二角码本体的内侧设置有相互配合的卡固件。
13.进一步,所述第一角码本体和第二角码本体均为一体成型的铸铝件。
14.本实用新型的有益效果体现在:
15.1、将一体成型的铸铝角码分为两部分,在使用的过程中可通过打入空心销钉使得铸铝角码和铝合金型材更加紧密的贴合在一起,避免了铸铝角码和铝合金型材之间出现较
大的空隙,在后期的加工中,成品窗表面平整,更加美观。
16.2、在进行注胶时,可直接将粘合胶通过空心销钉进行注入,不再需要另外进行打孔处理,简化了铝合金型材的安装工序,节省了人力成本。
17.3、铸铝角码和铝合金型材之间的空隙较小,粘合胶填充位置适宜,保证了铸铝角码和铝合金型材之间连接稳定,延长了成品窗的使用寿命。
附图说明
18.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部件一般由类似的附图标记标识。附图中,各元件或部件并不一定按照实际的比例绘制。
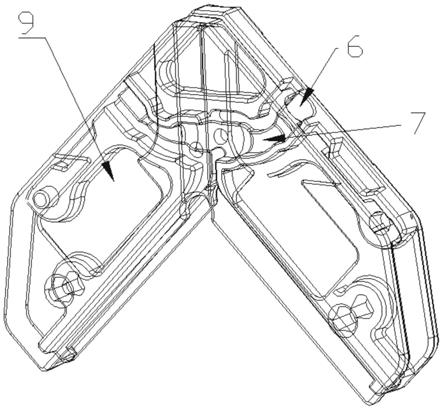
19.图1为本实用新型的结构示意图。
20.图2为本实用新型的第一角码本体和第二角码本体拆分结构示意图。
21.图中,1、第一角码本体,2、第二角码本体,3、连接件,4、第一注胶槽,5、第二注胶槽,6、注胶孔,7、注胶通道,8、导流槽,9、外侧胶槽,10、卡固件。
具体实施方式
22.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
23.如图1-2中所示,
24.一种铸铝角码,包括第一角码本体1和第二角码本体2,所述第一角码本体1和第二角码本体均2包括垂直连接的两连接件3,所述第一角码本体1和第二角码本体2配合安装在一起;在第一角码本体1的两连接件3内测均设置有第一注胶槽4,在第二角码本体2的两连接件内测均设置有第二注胶槽5,所述第一注胶槽4和第二注胶槽5位置相对,第一角码本体1和第二角码本体2配合安装在一起后,第一注胶槽4和第二注胶槽5的外端配合形成注胶孔6,第一注胶槽4和第二注胶槽5配合形成注胶通道7。
25.第一角码本体1和第二角码本体2镜像相同。
26.在第一角码本体1和第二角码本体2的两连接件内侧均设置有导流槽8,所述导流槽8延伸至两角码本体的连接件3外边沿。
27.在第一角码本体1和第二角码本体2的两连接件外侧均设置有外侧胶槽9,所述外侧胶槽9与导流槽8相连通。
28.在第一角码本体1和第二角码本体2的内侧设置有相互配合的卡固件10。
29.所述第一角码本体1和第二角码本体2均为一体成型的铸铝件。
30.在进行使用时:首先将第一角码本体1和第二角码本体2配合安装在一起,然后插入待连接的两段铝合金型材的内腔中,插入后,将空心销钉穿过铝合金型材伸入到注胶孔6中,受到空心销钉的作用,第一角码本体1和第二角码本体2之间涨开,将两角码和铝合金型材之间的空隙填满,然后通过空心销钉直接向第一角码本体1和第二角码本体2之间注入粘合胶,粘合胶通过第一角码本体1和第二角码本体2内部的注胶通道7进入到导流槽8中,然
后在进入到外侧胶槽9,最终实现角码和型材之间的紧密粘合。
31.采用本实用新型的角码,安装简单,连接稳定牢固,成品窗外观美观。
32.以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中;对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
33.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
技术特征:
1.一种铸铝角码,其特征在于:包括第一角码本体和第二角码本体,所述第一角码本体和第二角码本体均包括垂直连接的两连接件,所述第一角码本体和第二角码本体配合安装在一起;在第一角码本体的两连接件内测均设置有第一注胶槽,在第二角码本体的两连接件内测均设置有第二注胶槽,所述第一注胶槽和第二注胶槽位置相对,第一角码本体和第二角码本体配合安装在一起后,第一注胶槽和第二注胶槽的外端配合形成注胶孔,第一注胶槽和第二注胶槽配合形成注胶通道。2.根据权利要求1所述的一种铸铝角码,其特征在于:所述第一角码本体和第二角码本体镜像相同。3.根据权利要求1所述的一种铸铝角码,其特征在于:在第一角码本体和第二角码本体的两连接件内侧均设置有导流槽,所述导流槽延伸至两角码本体的连接件外边沿。4.根据权利要求3所述的一种铸铝角码,其特征在于:在第一角码本体和第二角码本体的两连接件外侧均设置有外侧胶槽,所述外侧胶槽与导流槽相连通。5.根据权利要求1所述的一种铸铝角码,其特征在于:在第一角码本体和第二角码本体的内侧设置有相互配合的卡固件。6.根据权利要求1所述的一种铸铝角码,其特征在于:所述第一角码本体和第二角码本体均为一体成型的铸铝件。
技术总结
本实用新型涉及一种铸铝角码,包括第一角码本体和第二角码本体,所述第一角码本体和第二角码本体均包括垂直连接的两连接件,所述第一角码本体和第二角码本体配合安装在一起;在第一角码本体的两连接件内测均设置有第一注胶槽,在第二角码本体的两连接件内测均设置有第二注胶槽,所述第一注胶槽和第二注胶槽位置相对。采用本实用新型的角码,安装简单,连接稳定牢固,成品窗外观美观。成品窗外观美观。成品窗外观美观。
技术研发人员:刘江
受保护的技术使用者:刘江
技术研发日:2021.04.08
技术公布日:2022/3/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1