一种改进型门封边门套的制作方法
本公开涉及木制门套封边,尤其涉及一种改进型门封边门套。
背景技术:
1、门套是家庭装修的主要内容之一,其造型、材质、色彩对整个家庭装修的风格有着非常重要的影响,同时还连接室内装饰材料的收口,让工艺更加完美,门套还能在装饰过程中弥补门、窗框密封不实、通风漏气的毛病,门套根据材质可分为木制门套、钢制门套、塑料门套、铝制门套,其中以木制门套需求量最大。
2、木制门套大部分工艺需使用封边机预铣后,通过封边机胶辊滚涂热熔胶,而后通过封边机将三聚氰胺纸封边带粘接于门套侧边,使得门套侧边整体平整,从而使后续门套进行包覆pvc皮后侧边效果整体平整,无印记等。
3、原有木制门套在进行预封边前都需要在门套两侧进行预铣,将门套基材预铣平整后对门套侧边整体进行涂胶,在辊涂热熔胶后再将三聚氰胺纸封边带粘接于门套侧边,而后通过封边在门套两侧边开线条插口槽。
4、但是该工艺存在以下问题:门套侧边辊涂热熔胶时,需对侧边全部进行辊涂热熔胶,热熔胶消耗大,导致门套生产成本提高;并且在进行预封边时,需对门套侧边均使用三聚氰胺纸封边带进行预封边,但仅有线条插口槽上端三聚氰胺纸封边带需要包覆pvc膜皮,线条插口槽下端贴有三聚氰胺纸封边带不进行pvc包覆,导致门套生产时存在较大的三聚氰胺纸封边带的材料浪费,从而导致门套生产成本提高;同时由于原有工艺门套侧边均进行预封边,又需在门套侧边偏中位置开线条插口槽,该区域的三聚氰胺纸封边带及热熔胶存在明显浪费,同时也增加了封边机开槽部位的磨损,增加了门套的生产成本及封边机的磨损程度。因此,本领域技术人员提供了一种改进型门封边门套,以解决上述背景技术中提出的问题。
技术实现思路
1、本公开的目的在于提出一种改进型门封边门套,旨在解决现有独权解决的问题。
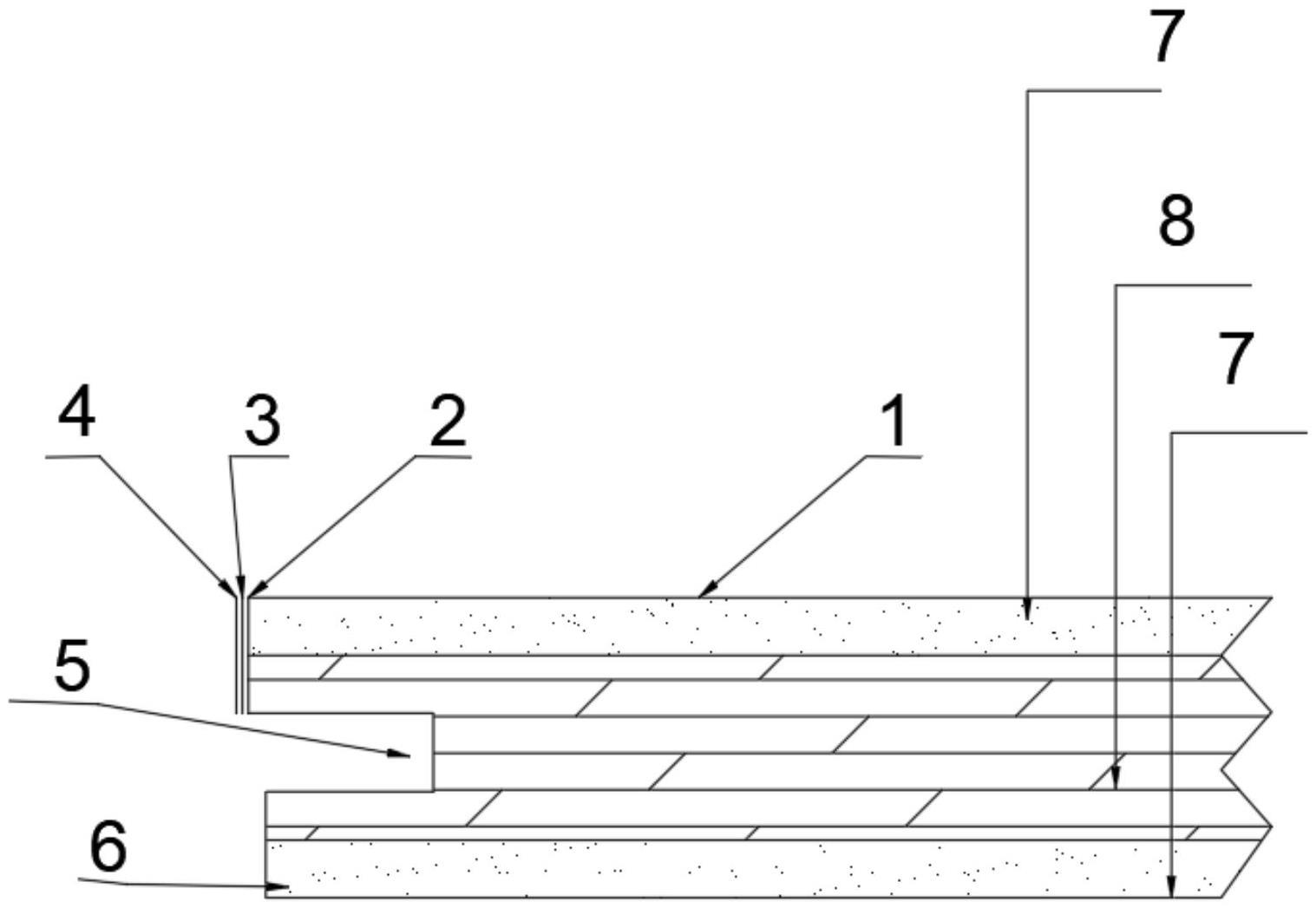
2、为达此目的,本公开采用以下技术方案:一种改进型门封边门套,包括木制门套,所述木制门套的两侧均设置有预封边处,所述预封边处的一侧通过封边机胶辊辊涂有热熔胶层,所述热熔胶层的一侧粘接有三聚氰胺纸封边带,所述木制门套的两侧通过封边机开槽单元开设有线条插口槽,所述木制门套包括下端两侧设置有无预封边处,且木制门套的上下面板为中纤维密度板层,所述木制门套的中间层为多层胶合板层,所述中纤维密度板层和多层胶合板层通过水性胶粘接。
3、优选的,所述预封边处的宽度比无预封边处的宽度宽0.5mm。
4、优选的,所述三聚氰胺纸封边带的宽度比预封边处的宽度宽5mm。
5、优选的,所述木制门套的两侧开设有线条插口槽的宽度、深度一致。
6、优选的,所述预封边处通过热熔胶层粘接三聚氰胺纸封边带。
7、优选的,所述预封边处和无预封边处通过封边机预铣刀铣出。
8、本公开的有益效果为:
9、1、本实用新型通过封边机预铣无预封边木质门套,使得门套两侧铣出预封边处和无预封边处,并且预封边处的宽度比无预封边处的宽度宽0.5mm,在辊胶时仅对预封边处进行辊胶,同时避开线条插口槽及无预封边处,这样可降低热熔胶消耗量,从而达到降低木制门套的生产成本的目的。
10、2、本实用新型所使用的三聚氰胺纸封边带宽度减小,仅对预封边处进行封边,这样可减少三聚氰胺纸封边带的材料消耗量,进而达到降低门套生产成本的目的。
11、3、本实用新型聚氰胺纸封边带及热熔胶仅在预封边处进行粘接,这样降低了封边机开线条插口槽刀具的磨损,从而使得封边机开槽刀具使用寿命延长,达到降低门套生产成本的目的。
12、4、本实用新型木制门套的预封边一端整体宽度较无预封边宽1mm,增加了预封边时的辨识度及后续现场安装的辨识度,从而提高门套车间生产准确率及生产效率,同时也提高了门套至现场安装时的安装效率,提高产品竞争力的目的。
技术特征:
1.一种改进型门封边门套,其特征在于:包括木制门套(1),所述木制门套(1)的两侧均设置有预封边处(2),所述预封边处(2)的一侧通过封边机胶辊辊涂有热熔胶层(3),所述热熔胶层(3)的一侧粘接有三聚氰胺纸封边带(4),所述木制门套(1)的两侧通过封边机开槽单元开设有线条插口槽(5),所述木制门套(1)包括下端两侧设置有无预封边处(6),且木制门套(1)的上下面板为中纤维密度板层(7),所述木制门套(1)的中间层为多层胶合板层(8),所述中纤维密度板层(7)和多层胶合板层(8)通过水性胶粘接。
2.如权利要求1所述的一种改进型门封边门套,其特征在于:所述预封边处(2)的宽度比无预封边处(6)的宽度宽0.5mm。
3.如权利要求1所述的一种改进型门封边门套,其特征在于:所述三聚氰胺纸封边带(4)的宽度比预封边处(2)的宽度宽5mm。
4.如权利要求1所述的一种改进型门封边门套,其特征在于:所述木制门套(1)的两侧开设有线条插口槽(5)的宽度、深度一致。
5.如权利要求1所述的一种改进型门封边门套,其特征在于:所述预封边处(2)通过热熔胶层(3)粘接三聚氰胺纸封边带(4)。
6.如权利要求1所述的一种改进型门封边门套,其特征在于:所述预封边处(2)和无预封边处(6)通过封边机预铣刀铣出。
技术总结
本技术适用于木制门套封边技术领域,提供了一种改进型门封边门套,所述木制门套的两侧均设置有预封边处,所述预封边处的一侧通过封边机胶辊辊涂有热熔胶层,所述热熔胶层的一侧粘接有三聚氰胺纸封边带,所述木制门套的两侧通过封边机开槽单元开设有线条插口槽,所述木制门套包括下端两侧设置有无预封边处,且木制门套的上下面板为中纤维密度板层,所述木制门套的中间层为多层胶合板层。本技术通过封边机预铣无预封边木质门套,使得门套两侧铣出预封边处和无预封边处,并且预封边处的宽度比无预封边处的宽度宽0.5mm,在辊胶时仅对预封边处进行辊胶,这样可降低热熔胶消耗量,从而达到降低木制门套的生产成本的目的。
技术研发人员:邱皓,周剑,郑新羽,汪志明,薛青松,胡汪健
受保护的技术使用者:江山欧派门业股份有限公司
技术研发日:20221212
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!