一种单次三研磨锥刀组及其成型工艺的制作方法
本发明涉及研磨刀,尤其涉及一种单次三研磨锥刀组及其成型工艺。
背景技术:
1、随着经济的发展,人们的生活水平也在不断提升,日常生活中,人们更加注重饮食的多样化与营养均衡,而咖啡、豆浆等作为大部分人早餐的首选饮品因具有丰富的营养价值和提神效果也愈加受消费者的欢迎。咖啡制作时首先需要对咖啡豆进行研磨加工成为咖啡粉末,一般是采用手动或者电动研磨设备来实现,而研磨刀具是这些设备的核心部件。
2、中国专利cn201821294128.3公开了一种咖啡刀,包括第一研磨刀和第二研磨刀,所述第二研磨刀位于所述第一研磨刀中;所述第一研磨刀包括第一导入槽和第一研磨槽,所述第一导入槽和第一研磨槽设置在所述第一研磨刀的内表面上;所述第二研磨刀包括第二导入槽和第二研磨槽,所述第二导入槽和第二研磨槽设置在所述第二研磨刀的外表面上。该现有技术虽然设置有两级研磨齿,可将咖啡豆快速导入并研磨成粉末,但由于这种咖啡刀的研磨内刀和研磨外刀在工作时研磨出来的粉末依旧大小不一,均匀度欠佳,容易出现颗粒,且可能存在锋利坚硬的片状,使得冲制的出来的咖啡存在较多的粉渣,极大影响咖啡的饮用口感,不能满足消费者需求。有鉴于此,发明人进行了新的发明。
技术实现思路
1、本发明的目的在于针对现有技术的不足,提供一种单次三研磨锥刀组及其成型工艺,其具有研磨均匀度高的特点。
2、为实现上述目的,本发明是一种单次三研磨锥刀组,包括内研磨刀和外研磨刀,所述外研磨刀套接于内研磨刀外部,并且内研磨刀可相对外研磨刀转动研磨物料,所述外研磨刀呈圆筒状,外研磨刀的内壁中部设置有第一圆柱部,所述第一圆柱部设置有第一平面齿,所述第一平面齿的上部设置有第一研磨齿,第一平面齿下部设置有第二研磨齿;所述内研磨刀的外壁中部设置有第二圆柱部,所述第二圆柱部设置有第二平面齿,所述第二平面齿的上部设置有第三研磨齿,第二平面齿的下部设置有第四研磨齿;所述第一研磨齿和第三研磨齿相互配合形成一级研磨,第一平面齿和第二平面齿相互配合形成二级研磨,第二研磨齿和第四研磨齿相互配合形成三级研磨,并且所述外研磨刀的内壁底端和内研磨刀的外壁底端相互配合形成有出粉口,使用时,物料依次经过一级研磨、二级研磨和三级研磨并经出粉口排出;所述第一平面齿为直形齿或斜形齿,所述第二平面齿为直形齿或斜形齿。
3、进一步的,相邻第一研磨齿之间设置有第一齿槽,相邻第三研磨齿之间设置有第二齿槽,第一齿槽和第二齿槽形成有第一研磨间隙,所述第一研磨间隙向靠近内研磨刀中轴线方向倾斜。
4、进一步的,相邻第一平面齿之间设置有第三齿槽,相邻第二平面齿之间设置有第四齿槽,第三齿槽和第四齿槽之间形成有第二研磨间隙。
5、进一步的,相邻第二研磨齿之间形成有第五齿槽,所述第五齿槽连通第三齿槽,相邻第四研磨齿之间形成有第六齿槽,所述第六齿槽连通第四齿槽,第五齿槽和第六齿槽之间形成有第三研磨间隙,所述第三研磨间隙连通出粉口并且第三研磨间隙向远离内研磨刀中轴线方向倾斜。
6、优选的,所述第二平面齿和第四研磨齿之间均匀设置有导粉槽,所述导粉槽呈弧形设置。
7、更进一步的,所述第四齿槽和第六齿槽之间设置有过渡粉槽,所述过渡粉槽设置于相邻两个导粉槽之间。
8、优选的,所述外研磨刀外壁上端对称设置有一组止转缺口。
9、本发明还提供了一种单次三研磨锥刀组的成型工艺,包括如下步骤:
10、步骤一:外研磨刀的成型
11、s1、选料裁切:选料裁切:选取金属实心棒材料,将金属实心棒材料裁切成多个圆柱体;
12、s2、切削成型:将切割好的圆柱体进行切削加工,将圆柱体材料切削成圆筒状刀盘;
13、s3、插齿成型:将已成型的刀盘使用切削刀具自动化在圆筒状刀盘内壁上端均匀插齿成型一圈第一研磨齿;而后更换切削刀具及切削刀轴在第一研磨齿下端圆柱面均匀成型一圈第一平面齿;最后在第一平面齿下端均匀成型一圈第二研磨齿;
14、s4、铣扁加工:在圆筒状刀盘外壁上端对称成型一组止转缺口,完成外研磨刀的成型;
15、步骤二:内研磨刀的成型
16、s1、选料裁切:选取金属实心棒材料,并利用切割设备将实心棒材料裁切成多个圆柱体;
17、s2、切削成型:将切割好的圆柱体材料进行切削加工,成型圆柱体刀盘并成型刀盘底部的定位孔和中部刀轴孔;
18、s3、插齿成型:在圆柱体刀盘外壁先均匀成型一圈导粉槽,而后从上往下一次性成型多组研磨齿,完成内研磨刀的成型;
19、步骤三:刀具的加工
20、s1、清洗:利用超声清洗机对成型好的外研磨刀和内研磨刀进行清洗,清洗时间为10~20min;
21、s2、加硬热处理:清洗后的刀具放入高温设备中进行热处理,热处理包含淬火处理、退火处理和正火处理三个过程;
22、s3、钝化:将热处理后的刀组放入钝化液中浸泡30min,得出成品刀组。
23、优选的,还包括有检测步骤:将成型好的刀具逐个放入刀具旋转台上固定,将千分表的探头接触刀具光滑面,旋转台面一周观察千分表的刻度,若刻度表的差值超过0.02mm则检测不通过需要重新加工。
24、有益效果:与现有技术相比,本发明是一种单次三研磨锥刀组及其成型工艺,包括内研磨刀和外研磨刀,外研磨刀的内壁中部设置有第一圆柱部,所述第一圆柱部设置有第一平面齿;所述内研磨刀的外壁中部设置有第二圆柱部,所述第二圆柱部设置有第二平面齿;本发明的研磨刀组通过中部的相互平行的圆柱面设置有一组平面齿,使得第二研磨间隙的大小始终不变,显著提升咖啡粉末的均匀度,改善咖啡冲泡口感,并能对咖啡豆同时进行粗磨、精磨和细磨,三级研磨提升研磨精度;另一方面,本技术方案的成型工艺简洁,自动化程度高,良品率高,适用于大规模刀组的生产。
技术特征:
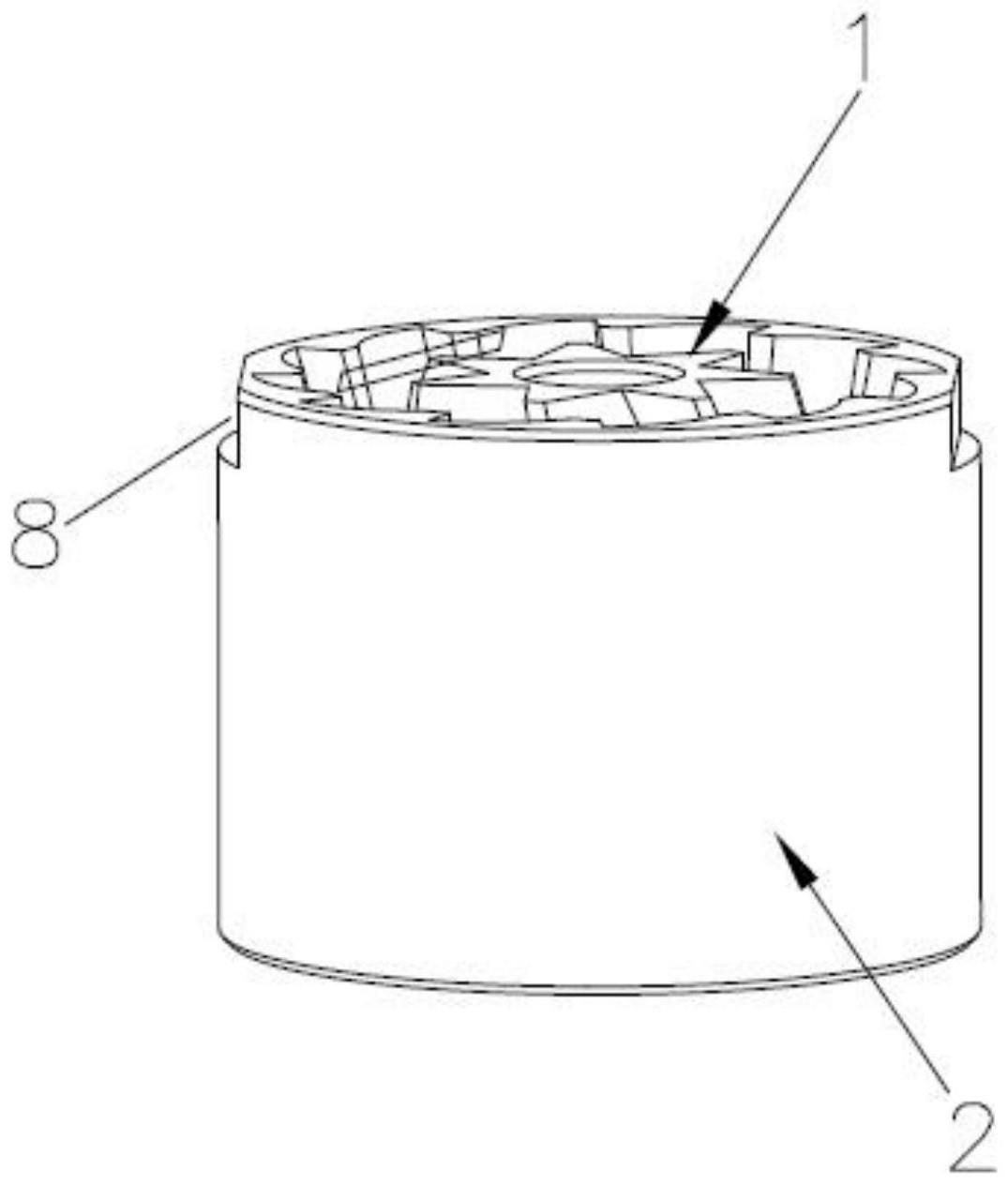
1.一种单次三研磨锥刀组,包括内研磨刀(1)和外研磨刀(2),所述外研磨刀(2)套接于内研磨刀(1)外部,并且内研磨刀(1)可相对外研磨刀(2)转动研磨物料,其特征在于:所述外研磨刀(2)呈圆筒状,外研磨刀(2)的内壁中部设置有第一圆柱部(21),所述第一圆柱部(21)设置有第一平面齿(22),所述第一平面齿(22)的上部设置有第一研磨齿(23),第一平面齿(22)下部设置有第二研磨齿(24);所述内研磨刀(1)的外壁中部设置有第二圆柱部(11),所述第二圆柱部(11)设置有第二平面齿(12),所述第二平面齿(12)的上部设置有第三研磨齿(13),第二平面齿(12)的下部设置有第四研磨齿(14);所述第一研磨齿(23)和第三研磨齿(13)相互形成一级研磨,第一平面齿(22)和第二平面齿(12)相互配合形成二级研磨,第二研磨齿(24)和第四研磨齿(14)相互配合形成三级研磨,并且所述外研磨刀(2)的内壁底端和内研磨刀(1)的外壁底端相互配合形成有出粉口(3),使用时,物料依次经过一级研磨、二级研磨和三级研磨并经出粉口(3)排出;
2.根据权利要求1所述的一种单次三研磨锥刀组,其特征在于:相邻第一研磨齿(23)之间设置有第一齿槽(231),相邻第三研磨齿(13)之间设置有第二齿槽(131),第一齿槽(231)和第二齿槽(131)形成有第一研磨间隙(4),所述第一研磨间隙(4)向靠近内研磨刀(1)中轴线方向倾斜。
3.根据权利要求1所述的一种单次三研磨锥刀组,其特征在于:相邻第一平面齿(22)之间设置有第三齿槽(221),相邻第二平面齿(12)之间设置有第四齿槽(121),第三齿槽(221)和第四齿槽(121)之间形成有第二研磨间隙(5)。
4.根据权利要求2所述的一种单次三研磨锥刀组,其特征在于:相邻第二研磨齿(24)之间形成有第五齿槽(241),所述第五齿槽(241)连通第三齿槽(221),相邻第四研磨齿(14)之间形成有第六齿槽(141),所述第六齿槽(141)连通第四齿槽(121),第五齿槽(241)和第六齿槽(141)之间形成有第三研磨间隙(6),所述第三研磨间隙(6)连通出粉口(3)并且第三研磨间隙(6)向远离内研磨刀(1)中轴线方向倾斜。
5.根据权利要求3所述的一种单次三研磨锥刀组,其特征在于:所述第二平面齿(12)和第四研磨齿(14)之间均匀设置有导粉槽(7),所述导粉槽(7)呈弧形设置。
6.根据权利要求5所述的一种单次三研磨锥刀组,其特征在于:所述第四齿槽(121)和第六齿槽(141)之间设置有过渡粉槽(71),所述过渡粉槽(71)设置于相邻两个导粉槽(7)之间。
7.根据权利要求1~6任一项所述的一种单次三研磨锥刀组,其特征在于:所述外研磨刀(2)外壁上端对称设置有一组止转缺口(8)。
8.一种单次三研磨锥刀组的成型工艺,其特征在于:包括如下步骤:
9.根据权利要求8所述的一种单次三研磨锥刀组的成型工艺,其特征在于:还包括有检测步骤:将成型好的刀具逐个放入刀具旋转台上固定,将千分表的探头接触刀具光滑面,旋转台面一周观察千分表的刻度,若刻度表的差值超过0.02mm则检测不通过需要重新加工。
技术总结
本发明涉及研磨刀技术领域,公开了一种单次三研磨锥刀组及其成型工艺,包括内研磨刀和外研磨刀,所述外研磨刀套接于内研磨刀外部,并且内研磨刀可相对外研磨刀转动研磨物料,所述外研磨刀呈圆筒状,外研磨刀的内壁中部设置有第一圆柱部,所述第一圆柱部设置有第一平面齿,所述第一平面齿的上部设置有第一研磨齿,第一平面齿下部设置有第二研磨齿;所述内研磨刀的外壁中部设置有第二圆柱部,所述第二圆柱部设置有第二平面齿;本发明的研磨刀组能显著提升咖啡粉末的均匀度,改善咖啡冲泡口感,并能对咖啡豆同时进行粗磨、精磨和细磨,三级研磨提升研磨精度。
技术研发人员:卢卓,陈仕栋
受保护的技术使用者:东莞市贝跃五金电子有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!