一种门扇玻璃压条组件的制作方法
本技术涉及门扇加工领域,特别是涉及一种门扇玻璃压条组件。
背景技术:
1、传统钢质门视窗压条大多采用两片对夹的形式,即通过上下两组压条件对玻璃夹持,完成玻璃与门框的对接。具体如图1所示,其中,一侧压条201通过电焊固定在框体101上,另一侧压条201在放置好玻璃之后通过粘结胶5来固定,然而通过上述方式来进行安装时,存在一定的缺陷:如需等待粘结胶5充分干燥凝固后,才能够进行包装运输,然这个过程非常耗费时间,大约需要6~8小时,效率较低,影响生产速率。
2、因此,需要一种门扇玻璃压条组件,以解决上述问题。
技术实现思路
1、本实用新型的目的在于,提供一种门扇玻璃压条组件,以使玻璃视窗压条的安装速度明显加快,省时省力,提升成品的出厂速率。
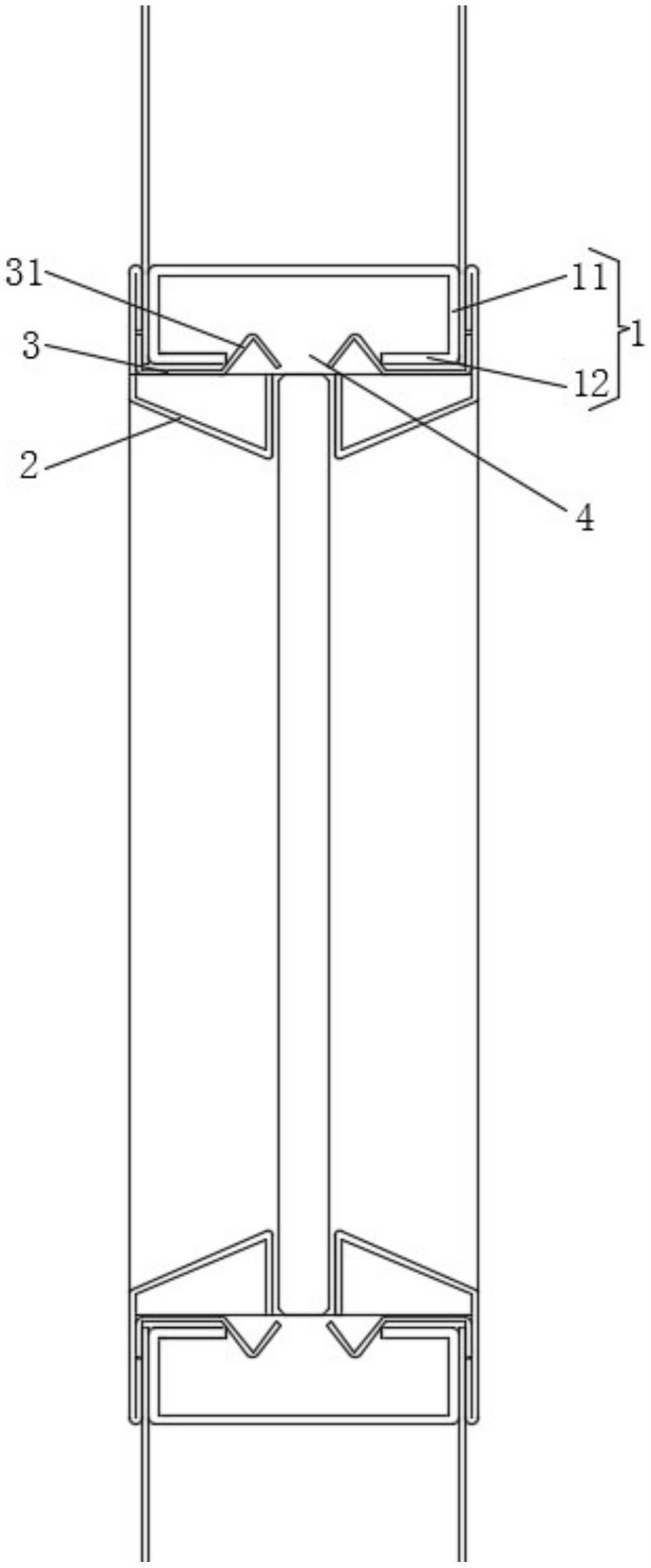
2、为解决上述技术问题,本实用新型提供一种门扇玻璃压条组件,包括框体、两组对称设置的压条本体以及弹性卡扣件;
3、所述框体内形成有用于安装所述压条本体的开口;
4、所述弹性卡扣件设置在所述压条本体上;
5、当所述压条本体与所述框体连接时,所述弹性卡扣件延伸至与所述开口的端部弹性抵接。
6、进一步的,所述压条本体沿竖直方向与所述框体卡接。
7、进一步的,所述弹性卡扣件的一端与所述压条本体连接,另一端悬浮在所述开口内,并形成一凸起;
8、当所述压条本体与所述框体卡接时,所述凸起与所述开口端部挤压并形变。
9、进一步的,所述凸起设置为v型结构,且尖端延伸至所述开口内部。
10、进一步的,所述弹性卡扣件与所述压条本体为一体式成型设置。
11、进一步的,所述弹性卡扣件设置为卡簧。
12、进一步的,位于同一组的两个所述压条本体相互靠近的一侧呈平行设置。
13、进一步的,所述框体包括u型件;
14、所述u型件的底端两侧均设置有沿中心线方向延伸的抵接端,两个所述抵接端之间预留有一间隙,以形成所述开口。
15、相比于现有技术,本实用新型至少具有以下有益效果:
16、通过设置带有开口的框体以及弹性卡扣件,并使得压条本体在与框体连接时,弹性卡扣件与开口的端部弹性抵接,进而使得压条本体卡接在框体上,以缩短压条本体的安装时长,即节省了等待粘结胶固化的时长,以提升门扇成品的出厂速率。
技术特征:
1.一种门扇玻璃压条组件,其特征在于,包括框体、两组对称设置的压条本体以及弹性卡扣件;
2.如权利要求1所述的门扇玻璃压条组件,其特征在于,所述压条本体沿竖直方向与所述框体卡接。
3.如权利要求2所述的门扇玻璃压条组件,其特征在于,所述弹性卡扣件的一端与所述压条本体连接,另一端悬浮在所述开口内,并形成一凸起;
4.如权利要求3所述的门扇玻璃压条组件,其特征在于,所述凸起设置为v型结构,且尖端延伸至所述开口内部。
5.如权利要求1所述的门扇玻璃压条组件,其特征在于,所述弹性卡扣件与所述压条本体为一体式成型设置。
6.如权利要求1所述的门扇玻璃压条组件,其特征在于,所述弹性卡扣件设置为卡簧。
7.如权利要求1所述的门扇玻璃压条组件,其特征在于,位于同一组的两个所述压条本体相互靠近的一侧呈平行设置。
8.如权利要求1所述的门扇玻璃压条组件,其特征在于,所述框体包括u型件;
技术总结
本技术揭示了一种门扇玻璃压条组件,包括框体、两组对称设置的压条本体以及弹性卡扣件;所述框体内形成有用于安装所述压条本体的开口;所述弹性卡扣件设置在所述压条本体上;当所述压条本体与所述框体连接时,所述弹性卡扣件延伸至与所述开口的端部弹性抵接。本技术通过设置带有开口的框体以及弹性卡扣件,并使得压条本体在与框体连接时,弹性卡扣件与开口的端部弹性抵接,进而使得压条本体卡接在框体上,以缩短压条本体的安装时长,即节省了等待粘结胶固化的时长,以提升门扇成品的出厂速率。
技术研发人员:郑振铭
受保护的技术使用者:上海轩源金属建材有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!