一种门框组件的制作方法
本技术涉及门框安装领域,特别是涉及一种门框组件。
背景技术:
1、传统组合门框在现场进行组合安装时,横框和竖框很容易因自身形变或外界因素干涉(如竖框支撑不够稳定等)而出现错位,故安装的时候特别考验安装工人的水平。此外,有时候即使调节好了但是在门框灌浆之后横框也很容易垮下来,这时横框的位置就会产生偏移,无法满足实际安装的需求。
2、因此,需要一种门框组件,以解决上述问题。
技术实现思路
1、本实用新型的目的在于,提供一种门框组件,以便于将横框与竖框定位连接在一起,提升定位的精准度,达到提升安装速率的目的。
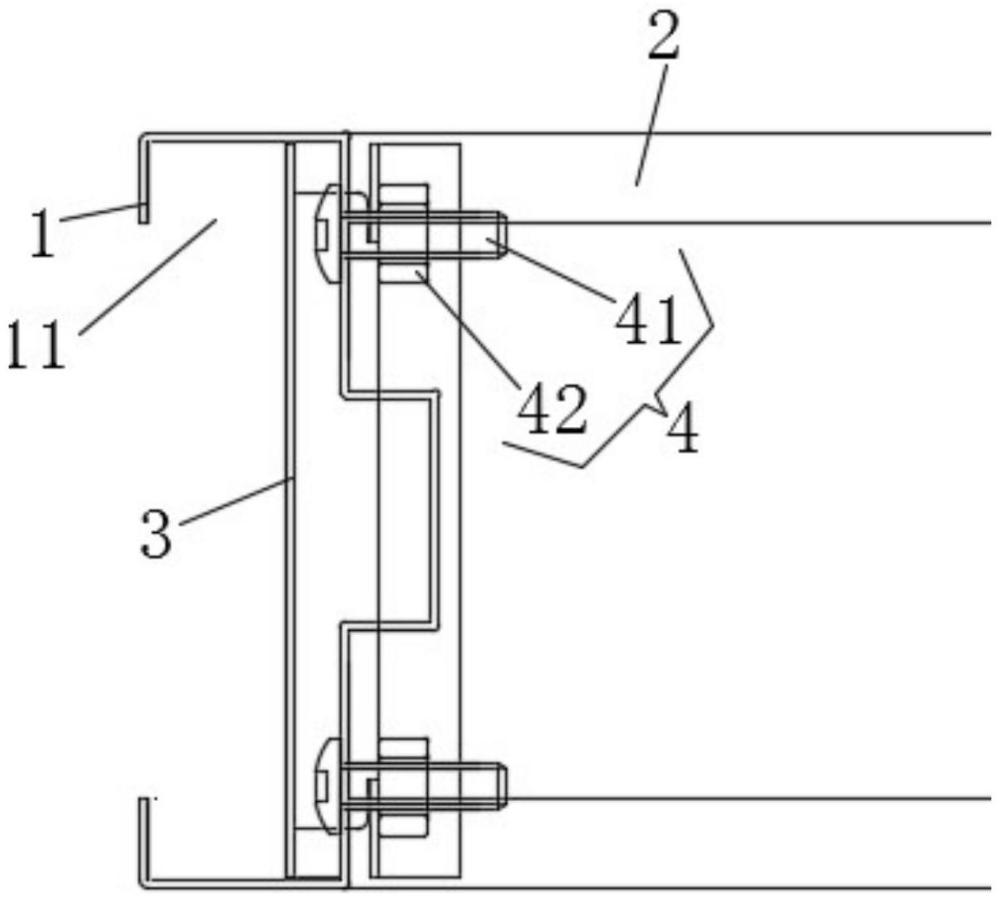
2、为解决上述技术问题,本实用新型提供一种门框组件,包括竖框体、横框体以及定位连接件;
3、所述竖框体具有一u型腔;
4、所述横框体设置在所述竖框体的一侧;
5、所述定位连接件焊接在所述横框体的上表面,且与所述竖框体上表面贴合,并一端延伸至与所述u型腔两侧壁抵接。
6、进一步的,所述定位连接件包括第一l型连接件以及第二l型连接件;
7、所述第一l型连接件与所述横框体焊接,另一端与所述第二l型连接件连接;
8、所述第二l型连接件的端部延伸至所述u型腔内部,且与所述u型腔两侧壁抵接;
9、所述第二l型连接件的下表面与所述竖框体的上表面搭接。
10、进一步的,所述第一l型连接件与第二l型连接件为一体式成型设置。
11、进一步的,所述第二l型连接件与所述u型腔内壁之间形成一间隙;
12、所述间隙内设置一锁紧连接所述竖框体以及横框体的紧固件。
13、进一步的,所述紧固件包括紧固螺栓以及螺母;
14、所述紧固螺栓依次贯穿所述竖框体以及第一l型连接件;
15、所述螺母设置在所述第一l型连接件的外侧,并与所述紧固螺栓相匹配。
16、进一步的,所述第一l型连接件上设置有与所述紧固螺栓相匹配的螺栓孔。
17、进一步的,所述螺栓孔设置有两个,且对称设置在所述第一l型连接件上。
18、相比于现有技术,本实用新型至少具有以下有益效果:
19、通过设置定位连接件,以将竖框体与横框体串联在一起,且由于定位连接件的一端与横框体焊接,另一端延伸至与竖框体的u型腔两侧壁抵接,进而能够在水平方向对其二者的连接进行限位,并还由于定位连接件还与竖框体的上表面贴合,以完成在竖直方向对二者连接的限位,即此时仅需用外部锁紧件将二者锁紧即可完成门框的快速安装,且无需担心错位的情况,有效提升了安装速率。
技术特征:
1.一种门框组件,其特征在于,包括竖框体、横框体以及定位连接件;
2.如权利要求1所述的门框组件,其特征在于,所述定位连接件包括第一l型连接件以及第二l型连接件;
3.如权利要求2所述的门框组件,其特征在于,所述第一l型连接件与第二l型连接件为一体式成型设置。
4.如权利要求2所述的门框组件,其特征在于,所述第二l型连接件与所述u型腔内壁之间形成一间隙;
5.如权利要求4所述的门框组件,其特征在于,所述紧固件包括紧固螺栓以及螺母;
6.如权利要求5所述的门框组件,其特征在于,所述第一l型连接件上设置有与所述紧固螺栓相匹配的螺栓孔。
7.如权利要求6所述的门框组件,其特征在于,所述螺栓孔设置有两个,且对称设置在所述第一l型连接件上。
技术总结
本技术揭示了一种门框组件,包括竖框体、横框体以及定位连接件;所述竖框体具有一U型腔;所述横框体设置在所述竖框体的一侧;所述定位连接件焊接在所述横框体的上表面,且与所述竖框体上表面贴合,并一端延伸至与所述U型腔两侧壁抵接。本技术通过设置定位连接件,以将竖框体与横框体串联在一起,且由于定位连接件的一端与横框体焊接,另一端延伸至与竖框体的U型腔两侧壁抵接,进而能够在水平方向对其二者的连接进行限位,并还由于定位连接件还与竖框体的上表面贴合,以完成在竖直方向对二者连接的限位,即此时仅需用外部锁紧件将二者锁紧即可完成门框的快速安装,且无需担心错位的情况,有效提升了安装速率。
技术研发人员:郑振铭
受保护的技术使用者:上海轩源金属建材有限公司
技术研发日:20230711
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!