一种风电安装平台圆柱形桩腿的导向块换新方法与流程
本发明涉及风电设备维修,具体地,涉及一种风电安装平台圆柱形桩腿的导向块换新方法。
背景技术:
1、在风电领域,有很大一部分风电设备安装在近海,需要专业的风电安装平台,目前国内风电安装平台缺口较大,随着单机装机容量的加大,需要向中远海发展。
2、为了缩短建造周期,降低建造成本,保证船舶安全,大部分业主会选择将几年前建造的用于近海作业的平台进行改装,换新加高四条桩腿,同步换新与桩腿直接接触的导向块,以满足中远海作业的要求。上下导向块安装于围壁内表面,导向块内表面与桩腿外表面间隙仅10mm,旧导向块圆心很难找准,如何确定新导向块机加工数据,以及保证新导向块的安装精度显得很重要。
技术实现思路
1、本发明的目的是提供一种风电安装平台圆柱形桩腿的导向块换新方法,该方法能够完全保证新导向块的安装精度,保质保量的完成导向块的换新工程,满足船东及船检的要求,保证后续新桩腿的顺利安装。
2、为了实现上述目的,本发明提供了一种风电安装平台圆柱形桩腿的导向块换新方法,包括:
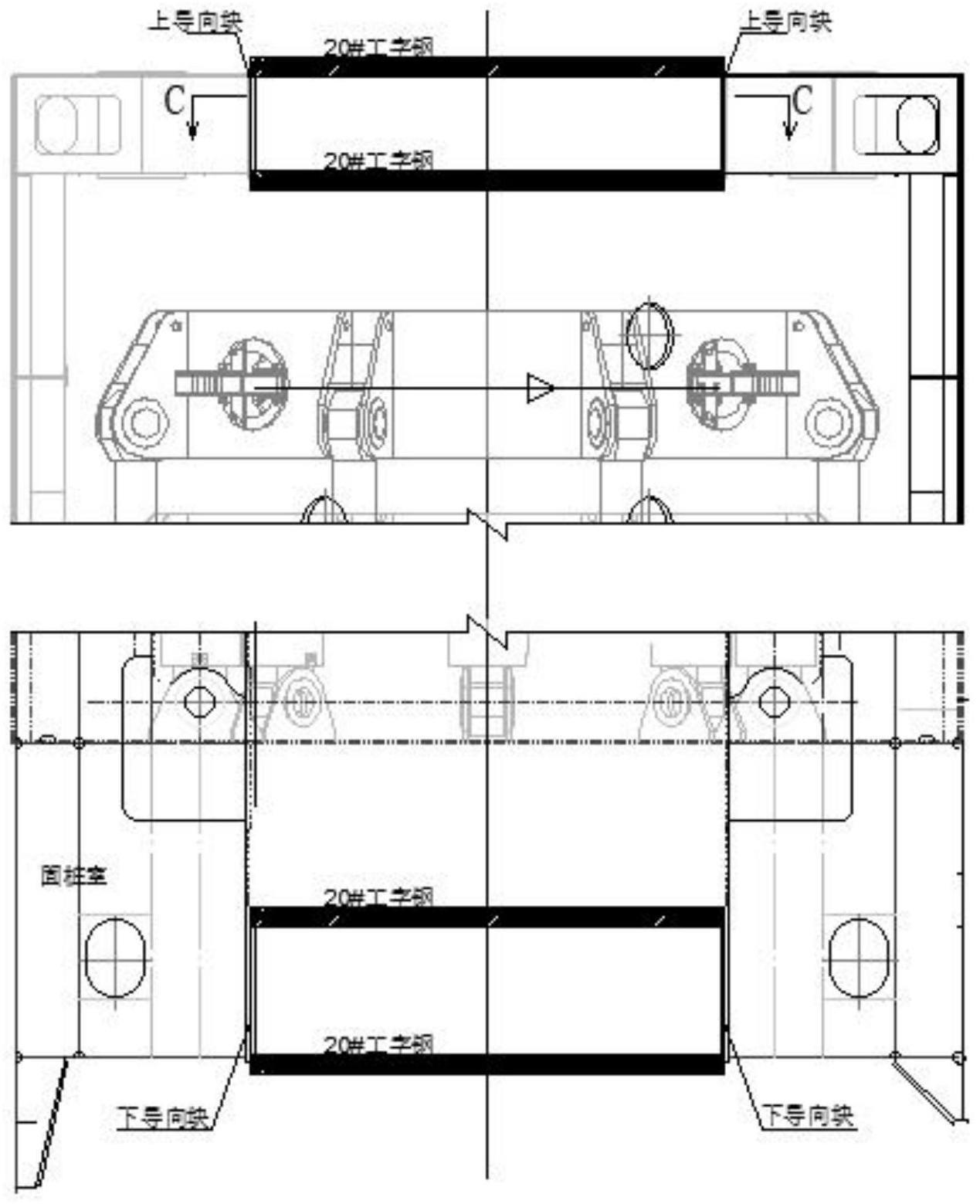
3、分别在上导向块的上下表面和下导向块的上下表面设置基准面;
4、以对称位置的多个导向块同一高度的内表面为圆心、理论尺寸为半径在对应的所述基准面上画多段圆弧,以多段所述圆弧找出上导向块和下导向块上的四个圆心,并进行复核确定;
5、根据对应的圆心测量上下导向块的内表面的原始半径值;
6、将旧导向块拆除,测量筒壁内表面原始半径数据;
7、根据测量的筒壁表面原始半径数据以及对应导向块内表面的原始半径值确定新导向块的机加工数据,并进行加工;
8、将加工好的新导向块装配到筒壁上。
9、优选地,所述分别在上导向块的上下表面和下导向块的上下表面设置基准面,包括:
10、分别在上导向块的上下表面和下导向块的上下表面铺设工字钢,上工字钢的下表面以及下工字钢的上表面为对应的基准面。
11、优选地,以对称位置的多个导向块同一高度的内表面为圆心、理论尺寸为半径在对应的所述基准面上画多段圆弧,包括:
12、以对称的多个导向块同一高度的内表面为圆心、理论尺寸为半径使用同一把卷尺分别在四个基准面上画多段圆弧。
13、优选地,所述以多段所述圆弧确定上导向块和下导向块上的两个圆心,包括:
14、若多段圆弧相交于一点,则交点为对应导向块的圆心;
15、若多段圆弧不相交于一点,则多段圆弧组成的图形的几何中心为对应导向块的圆心。
16、优选地,所述进行复核确定,包括:
17、以找出的圆心为基准,使用同一把卷尺反向测出同一高度平面的导向块内表面半径值;
18、根据找出的圆心以及同一高度平面的导向块内表面半径值确定对应的圆心;
19、使用全站仪检测四个基准面上的圆心是否在同一直线上:
20、若四个基准面上的圆心在同一条直线上,对应基准面上的圆心即为对应导向块的圆心;
21、若四个基准面上的圆心在不同一条直线上,根据测量的半径值数据修正对应导向块的圆心,并做好标记。
22、优选地,所述根据对应的圆心测量上下导向块的内表面的原始半径值,包括:
23、以上导向块或上导向块的上下两个圆心为基准拉基准线并固定,以所述基准线为基准,使用所述卷尺测量对应导向块不同高度的内表面原始半径值。
24、优选地,所述将旧导向块拆除,包括:
25、通过碳刨的方式拆除旧导向块。
26、优选地,所述测量筒壁内表面原始半径数据,包括:
27、以所述基准线为基准,测量被拆除导向块处不同高度上的筒壁内表面原始半径数据,高度测量点与对应导向块的高度测量点相同。
28、优选地,所述将加工好的新导向块装配到筒壁上,包括:
29、在新导向块正下方安装托码,采用布带吊装的方式吊运到装配点;
30、测量新导向块内表面半径值,与理论值进行对比,若新导向块不能与筒壁贴合,则在缝隙内增加对应厚度的扁铁;
31、对新导向块按照wps要求进行焊接。
32、优选地,所述对新导向块按照wps要求进行焊接后,还包括:
33、测量装配后新导向块内表面的半径值,与焊接前的测量数据进行比对;
34、若两者半径值偏差在不在允许范围内,则现场重新拆换导向块。
35、相对于现有技术,本发明的有益效果在于:
36、本发明首先对圆心进行确定,然后根据圆心确定新导向块的机加工数据,然后再对导向块进行换新,能够完全保证新导向块的安装精度,保质保量的完成导向块的换新工程,满足船东及船检的要求,保证后续新桩腿的顺利安装。
37、本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种风电安装平台圆柱形桩腿的导向块换新方法,其特征在于,包括:
2.根据权利要求1所述的风电安装平台圆柱形桩腿的导向块换新方法,其特征在于,所述分别在上导向块的上下表面和下导向块的上下表面设置基准面,包括:
3.根据权利要求2所述的风电安装平台圆柱形桩腿的导向块换新方法,其特征在于,以对称位置的多个导向块同一高度的内表面为圆心、理论尺寸为半径在对应的所述基准面上画多段圆弧,包括:
4.根据权利要求3所述的风电安装平台圆柱形桩腿的导向块换新方法,其特征在于,所述以多段所述圆弧确定上导向块和下导向块上的两个圆心,包括:
5.根据权利要求4所述的风电安装平台圆柱形桩腿的导向块换新方法,其特征在于,所述进行复核确定,包括:
6.根据权利要求5所述的风电安装平台圆柱形桩腿的导向块换新方法,其特征在于,所述根据对应的圆心测量上下导向块的内表面的原始半径值,包括:
7.根据权利要求6所述的风电安装平台圆柱形桩腿的导向块换新方法,其特征在于,所述将旧导向块拆除,包括:
8.根据权利要求7所述的风电安装平台圆柱形桩腿的导向块换新方法,其特征在于,所述测量筒壁内表面原始半径数据,包括:
9.根据权利要求8所述的风电安装平台圆柱形桩腿的导向块换新方法,其特征在于,所述将加工好的新导向块装配到筒壁上,包括:
10.根据权利要求9所述的风电安装平台圆柱形桩腿的导向块换新方法,其特征在于,所述对新导向块按照wps要求进行焊接后,还包括:
技术总结
本发明涉及风电设备维修技术领域,公开了一种风电安装平台圆柱形桩腿的导向块换新方法,该方法包括找出圆心、复核圆心、初步确定圆心、全站仪检测、确定最终圆心、测量导向块不同高度内表面半径、拆除旧导向块、测量筒壁不同高度的内表面半径值、确定新导向块机加工数据、安装新导向块、新导向块焊前半径数据测量、按照WPS要求进行焊接、新导向块焊后半径数据测量等步骤。本发明首先对圆心进行确定,然后根据圆心确定新导向块的机加工数据,然后再对导向块进行换新,能够完全保证新导向块的安装精度,保质保量的完成导向块的换新工程,满足船东及船检的要求,保证后续新桩腿的顺利安装。
技术研发人员:邹相凡,杨惠琴,朱俊彦,张锐
受保护的技术使用者:广州文冲船舶修造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!