一种铝箔轧机基础的建造结构及施工方法与流程
本发明涉及建筑,更具体的说,涉及一种铝箔一种铝箔轧机基础的建造结构及施工方法。
背景技术:
1、近些年,国内外新能源汽车发展呈现爆发式增长,而国内电池产能却严重不足,新能源电池的市场前景极为广阔。铝箔作为新能源汽车电池重要的组成材料也迎来了蓬勃的发展,1850mm铝箔轧机是当前生产电池铝箔的主流设备,主要生产厚度为0.009~0.05m的各种电池箔及软包装箔。
2、由于铝箔的生产工艺较为先进,铝箔轧机设备安装和生产的精度要求极高,铝箔生产线的配套设备也极多,这就使得铝箔轧机基础(以下简称轧机基础)被设计的极其复杂,导致安装效率低,施工速度缓慢。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种铝箔轧机基础的建造结构及施工方法,解决了当前安装效率低、施工速度缓慢的问题,从而提高了施工效率。
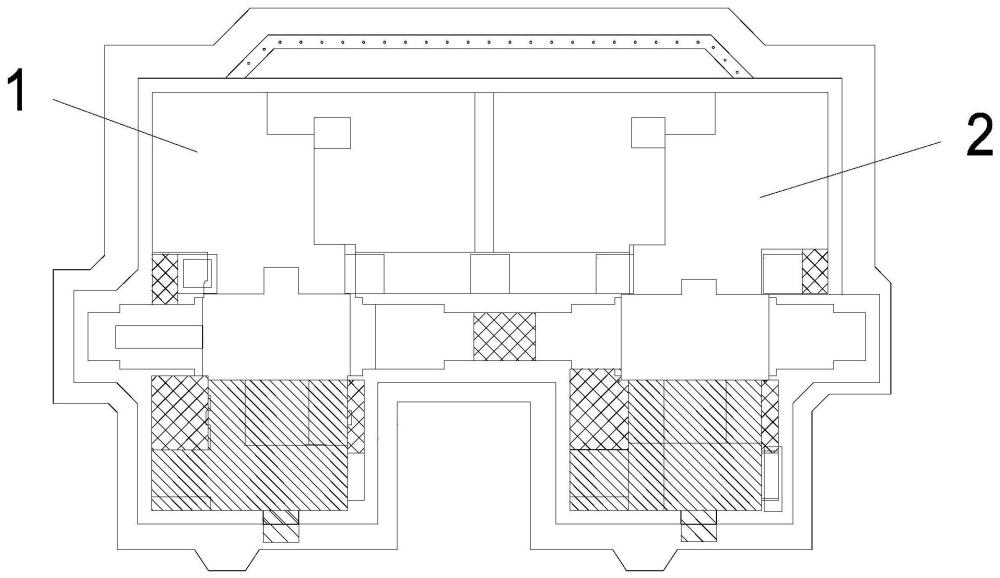
2、本发明解决其技术问题所采用的技术方案是:一种铝箔轧机基础的建造结构,其改进之处在于,所述建造结构包括第一轧机基础和第二轧机基础,所述第一轧机基础与第二轧机基础相对称;
3、所述第一轧机基础和第二轧机基础均包括地下室区、轧机设备机列区以及轧机开卷及卷取区;
4、所述地下室区包括第一地下室区和第二地下室区,所述第一地下室区与第二地下室区以及轧机设备机列区的一侧相连;
5、所述轧机设备机列区包括轧机牌坊区、第一轨道区以及第二轨道区,所述第一轨道区和第二轨道区分别位于轧机牌坊区的两端;所述轧机牌坊区为若干轴对称的墩柱支撑且局部存在空腔的结构;所述第一轨道区和第二轨道区均呈多台阶的沟状结构;
6、所述轧机开卷及卷取区包括开卷区和卷取区,所述开卷区和卷取区均与轧机设备机列区的另一侧相连;所述轧机开卷及卷取区呈u型的通道结构。
7、在上述结构中,所述第一地下室区设置有第一基础底板和第一顶板;所述第二地下室区设置有第二基础底板和第二顶板。
8、在上述结构中,所述第一基础底板的标高在-5.50m--5.00m之间;所述第一顶板厚度在0.20m-0.30m之间。
9、在上述结构中,所述第二基础底板的标高在-7.50m--6.50m之间;所述第二顶板厚度在1.00m-1.50m之间。
10、在上述结构中,所述第一轨道区的标高在-6.20m--5.80m之间;所述第二轨道区的标高-3.0m--2.80m之间;所述轧机牌坊区的标高在-2.00m--7.50m之间。
11、在上述结构中,所述轧机开卷及卷取区设置有第三基础底板和坑洞底板;所述第三基础底板的标高为-3.0m--2.80m;所述坑洞底板标高为-6.70m-6.40m之间。
12、一种铝箔轧机基础的施工方法,应用于上述结构中所述的铝箔轧机基础的建造结构,其改进之处在于,所述施工方法包括以下步骤:
13、s10,挖掘深度符合设计要求的轧机基坑,并对轧机基坑进行支护;
14、s20,对第一基础底板、第二基础底板、第三基础底板以及坑洞底板进行垫层和造型混凝土施工;
15、s30,对第一轧机基础和第二轧机基础同时进行第一混凝土浇筑,所述第一次混凝土浇筑的具体方式包括s301-s303:
16、s301,将坑洞底板浇筑至-6.30m--6.10m之间;
17、s302,将渣机设备机列区底部基础浇筑至-4.40m--4.00m之间;
18、s303,将第一基础底板浇筑至-6.90m--6.50m之间,将第二基础底板浇筑至-4.40m--4.00m之间;
19、s40,在第一地下室区和第二地下室区相连的侧壁的施工缝处安装第一止水钢板;
20、s50,对第一轧机基础和第二轧机基础同时进行第二次混凝土浇筑:所述第二次混凝土浇筑的具体方式为:将第三基础底板浇筑至-2.50m--2.70m之间;
21、s60,对第一轧机基础和第二轧机基础同时进行第三次混凝土浇筑:所述第三次混凝土浇筑的具体方式包括s601-s603:
22、s601,对轧机开卷及卷取区的顶板和侧壁进行浇筑;
23、s602,将轧机设备机列区标高在-4.20m以上的结构进行混凝土浇筑;
24、s603,对第一顶板、第二顶板以及地下室区的侧壁进行浇筑;
25、s70,在轧机开卷及卷取区与轧机设备机列区相连的侧壁中安装第二止水钢板。
26、进一步的,步骤s302中,待浇筑完成后,还需要在轧机设备机列区安装钢筋、侧壁钢衬板以及预埋件;步骤s303中,待浇筑完成后,还需要对第一顶板、第二顶板进行支模架施工以及在地下室区的侧壁进行模板、预埋件以及预留孔施工。
27、进一步的,步骤s50中,待浇筑完成后,还需要在轧机开卷及卷取区进行顶板、侧壁钢筋、模板、预埋件以及预留孔施工。
28、进一步的,所述第一止水钢板和第二止水钢板均为厚度在2mm-4mm之间的镀锌钢板,且宽度不小于350mm。
29、本发明的有益效果是:通过结合轧机基础的结构特点,合理划分轧机基础的施工段,使轧机基础仅通过三次浇筑就可以完成施工,从而提高了施工效率。
技术特征:
1.一种铝箔轧机基础的建造结构,其特征在于,所述建造结构包括第一轧机基础和第二轧机基础,所述第一轧机基础与第二轧机基础相对称;
2.根据权利要求1所述的一种铝箔轧机基础的建造结构,其特征在于,所述第一地下室区设置有第一基础底板和第一顶板;所述第二地下室区设置有第二基础底板和第二顶板。
3.根据权利要求2所述的一种铝箔轧机基础的建造结构,其特征在于,所述第一基础底板的标高在-5.50m--5.00m之间;所述第一顶板厚度在0.20m-0.30m之间。
4.根据权利要求3所述的一种铝箔轧机基础的建造结构,其特征在于,所述第二基础底板的标高在-7.50m--6.50m之间;所述第二顶板厚度在1.00m-1.50m之间。
5.根据权利要求1所述的一种铝箔轧机基础的建造结构,其特征在于,所述第一轨道区的标高在-6.20m--5.80m之间;所述第二轨道区的标高-3.0m--2.80m之间;所述轧机牌坊区的标高在-2.00m--7.50m之间。
6.根据权利要求1所述的一种铝箔轧机基础的建造结构,其特征在于,所述轧机开卷及卷取区设置有第三基础底板和坑洞底板;所述第三基础底板的标高为-3.0m--2.80m;所述坑洞底板标高为-6.70m-6.40m之间。
7.一种铝箔轧机基础的施工方法,应用于权利要求1-6任一项所述的铝箔轧机基础的建造结构,其特征在于,所述施工方法包括以下步骤:
8.根据权利要求7所述的一种铝箔轧机基础的施工方法,其特征在于,步骤s302中,待浇筑完成后,还需要在轧机设备机列区安装钢筋、侧壁钢衬板以及预埋件;步骤s303中,待浇筑完成后,还需要对第一顶板、第二顶板进行支模架施工以及在地下室区的侧壁进行模板、预埋件以及预留孔施工。
9.根据权利要求7所述的一种铝箔轧机基础的施工方法,其特征在于,步骤s50中,待浇筑完成后,还需要在轧机开卷及卷取区进行顶板、侧壁钢筋、模板、预埋件以及预留孔施工。
10.根据权利要求7所述的一种铝箔轧机基础的施工方法,其特征在于,所述第一止水钢板和第二止水钢板均为厚度在2mm-4mm之间的镀锌钢板,且宽度不小于350mm。
技术总结
本发明公开了一种铝箔轧机基础的建造结构及施工方法,涉及建筑技术领域,所述建造结构包括第一轧机基础和第二轧机基础,所述第一轧机基础与第二轧机基础相对称;所述第一轧机基础和第二轧机基础均包括地下室区、轧机设备机列区以及轧机开卷及卷取区;所述地下室区包括第一地下室区和第二地下室区,所述第一地下室区与第二地下室区以及轧机设备机列区的一侧相连;所述轧机设备机列区包括轧机牌坊区、第一轨道区以及第二轨道区;所述轧机开卷及卷取区包括开卷区和卷取区。本发明的有益效果:提高了施工效率。
技术研发人员:冯路路,姜东生,高杰,龚可军,李宁宁,翟聪聪,张华伟,魏仁贵,王玉波
受保护的技术使用者:中建科工集团有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!