一种锚箱斜切锚管精确定位组装方法与流程
本发明涉及一种既能有效保证锚管斜切端相对于锚箱自身结构件的位态尺寸关系,在锚管无法后装的条件下,实现锚管与塔壁匹配安装且能实现预先控制与保障的锚箱斜切锚管精确定位组装方法,属斜拉桥塔柱或钢梁制造领域。
背景技术:
1、锚箱组装在斜拉桥塔柱或钢梁内部,为主要受力构件,锚管受力同时也为拉索起引导作用。在以往项目中锚管均为两端齐切设计,其中一端与承压板焊接,共同受力,另一端或缩与塔壁内部,或伸出塔壁,但端口均为自由端。锚箱在节段组装过程,仅需要考虑锚箱位置,保证锚管能够顺利穿出塔壁即可。其存在的问题是:锚管一侧斜切且斜切椭圆口与塔壁锚孔严格匹配安装属于首次应用,锚管组装偏差将导致锚管椭圆口无法正常伸入塔壁锚管,影响安装。
技术实现思路
1、设计目的:避免背景技术中的不足之处,设计一种既有效保证锚管斜切端相对于锚箱自身结构件的位态尺寸关系,又能在锚管无法后装的条件下,实现锚管与塔壁匹配安装且能够实现预先控制与保障的锚箱斜切锚管精确定位组装方法。
2、设计方案:为了实现上述设计目的。本发明设计的钢塔锚箱锚管一端设计为齐口,与承压板焊接,另外一端伸进塔壁壁板,其外缘距离塔壁外皮20mm(塔壁厚56~78mm不等),与塔壁焊接。因此锚箱锚管与塔壁焊接端须斜切与塔壁匹配,因为锚管斜切端在锚箱自身结构中的位态关系(锚管斜切椭圆口相对于锚箱的位置关系),直接影响其与塔壁锚孔的匹配度。
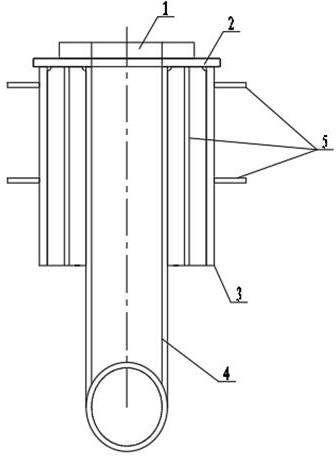
3、在图1锚箱结构中,锚箱自身构成整体后,仅通过锚腹板与塔柱腹板焊接连接,锚管随锚腹板安装位态变化而变化。因此在锚箱参与塔柱组装时,锚管已经相对固定,无法单独匹配调整。
4、如何保证在仅焊接锚腹板的条件下,将壁板锚孔中心与锚管中心对正,且锚管斜切端和塔壁锚孔高度匹配是本发明主要解决的问题。通过各部分结构件的组装关系,可以判断严格控制斜切锚管与承压板的组装精度,可有效保证锚管椭圆口与壁板锚孔的匹配精度。
5、本发明主要根据锚管在锚箱内部位态关系,通过对锚管精确定位组装,解决锚管定位问题,提高锚管组装精度。
6、本发明与背景技术相比,一是本方法抓住了影响锚箱锚管与壁板组装匹配度的关键项点,通过解决组装精度问题,确保二者匹配度满足设计要求;二是本方法重点介绍锚管一端为斜切端时,锚管的划线方法,通过锯切作业和划线作业同步同状态下完成,有效精准的找出斜切端长短轴位置线,并完成其向直切端的划线延伸作业,并且该方法划线精准,效率高,操作简单;三是本方法分别从承压板和锚管二者进行分步控制。其一,本方法通过找准承压板的纵横基线,为锚管组装提供定位依据;其二,通过预测值a、b、c、d及锚管组装后的数值,控制锚管圆心与承压板锚孔圆心的位置关系(锚管圆心与承压板锚孔圆心的位置关系允许偏差≤2mm);其三,通过吊线锤的操作过程,实现锚管长短轴线向承压板板面的投影,从而可以调整承压板纵基线和锚管长轴线的角度关系实现锚管定位;四是本发明中所述锚管精确定位组装方法已成功在顺德钢塔(钢塔断面尺寸6×7m,塔段高度在3m-7.8m不等,最重塔柱重量达190吨)项目得到应用,并且效果良好,有效保证了锚箱组装精度,提高了锚管与塔壁锚孔的匹配度,匹配度达到100%。
技术特征:
1.一种锚箱内斜切锚管精确定位组装方法,其特征是:
技术总结
本发明涉及一种既能有效保证锚管斜切端相对于锚箱自身结构件的位态尺寸关系,在锚管无法后装的条件下,实现锚管与塔壁匹配安装且能实现预先控制与保障的锚箱斜切锚管精确定位组装方法,本方法通过找准承压板的纵横基线,为锚管组装提供定位依据;其二,通过预测值A、B、C、D及锚管组装后的数值,控制锚管圆心与承压板锚孔圆心的位置关系;其三,通过吊线锤的操作过程,实现锚管长短轴线向承压板板面的投影,从而可以调整承压板纵基线和锚管长轴线的角度关系实现锚管定位。
技术研发人员:田立莉,吴江波,李义成,冯冠召,余超
受保护的技术使用者:中铁宝桥(扬州)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!