钢轨轨腰打磨装置的制作方法
本申请涉及轨道维护设备的,尤其是涉及一种钢轨轨腰打磨装置。
背景技术:
1、在采用激光增材技术对钢轨轨腰的螺栓孔进行修复时,通常需要将修复后的高出轨腰侧面的余量打磨去除以保持钢轨轨腰侧面的平整性。目前,通常是采用手持轨腰砂轮打磨机对轨腰进行打磨,其劳动强度大,打磨效率低,加工精度高度依赖操作人员的经验,经常会发生打磨过量损伤钢轨的情况。因此,现有技术有待进一步的改进。
技术实现思路
1、为了改善上述手持轨腰砂轮打磨机存在的劳动强度大、打磨效率低、容易发生打磨过量损伤钢轨的技术问题,本申请提供一种钢轨轨腰打磨装置。
2、本申请提供的一种钢轨轨腰打磨装置采用如下的技术方案:
3、钢轨轨腰打磨装置,包括:
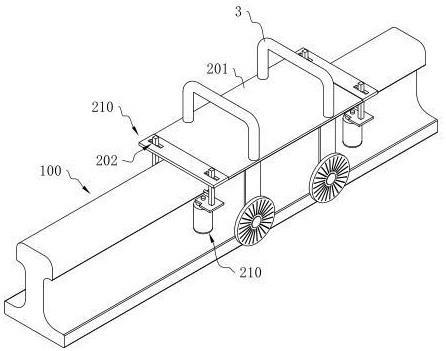
4、底座;设置于所述底座底部能够沿钢轨本体的长度方向前后滚动的多个滚轮;沿所述钢轨本体的宽度方向对称设置于所述底座底部的两组打磨组件,且两组打磨组件分别位于所述钢轨本体轨腰的两侧,每组所述打磨组件均包括连接杆、安装板以及砂轮,所述连接杆水平滑移设置于所述底座,所述安装板设置于所述连接杆远离所述底座的一端,所述砂轮转动设置于所述安装板上,所述安装板上设置有用于驱动所述砂轮转动对所述钢轨本体轨腰进行打磨的第一动力件,所述底座上设置有用于驱动所述连接杆滑动以带动两所述砂轮同时水平靠近或者远离所述钢轨本体轨腰的第二动力件。
5、采用上述技术方案,首先通过第二动力件驱动连接杆在底座上水平移动,从而使沿钢轨本体的宽度方向相对的两砂轮之间的间距大于钢轨本体的最大宽度,接着将钢轨轨腰打磨装置放在钢轨本体上的预定位置,此时打磨组件中通过安装板设置的砂轮所在位置对应于钢轨本体轨腰相应侧的待打磨位置,第二动力件继续工作使沿钢轨本体的宽度方向相对的两砂轮往钢轨本体的方向相互靠近,同时使第一动力件工作驱动砂轮转动对钢轨本体轨腰上的材料余量进行打磨,与此同时,整个装置在滚轮的驱动下沿钢轨本体的长度方向向前或向后移动,从而对钢轨本体轨腰不同位置处的材料余量进行打磨。整个打磨过程几乎不需要人工参与,大大降低了工作人员的劳动强度,且打磨效率高,不依赖于工作人员的操作经验,很好地保证了加工精度,避免了打磨过量导致损伤钢轨本体的情况发生。装置整体结构简洁紧凑,工作可靠性高。
6、可选的,所述底座上贯穿开设有与所述连接杆相适配的呈长条状的导向孔,所述导向孔的延伸方向与所述钢轨本体的宽度方向相一致,所述导向孔中设置有丝杆,所述丝杆的轴向方向与所述导向孔的延伸方向相一致,所述丝杆的两端分别转动设置在所述导向孔相对的两侧壁,所述连接杆穿设在对应的所述导向孔中,所述丝杆贯穿所述连接杆靠近所述底座的端部,且所述连接杆与所述丝杆螺纹连接,所述第二动力件用于驱动所述丝杆转动从而驱动所述连接杆滑动以带动两所述砂轮同时水平靠近或者远离所述钢轨本体轨腰。
7、采用上述技术方案,在导向孔与丝杆的共同作用下,将连接杆水平滑移设置在底座上,同时在第二动力件的作用下驱动丝杆转动,由于连接杆与丝杆螺纹滑移连接,丝杆转动时即可驱动连接杆在底座上沿导向孔的延伸方向水平滑动,从而带动两所述砂轮同时水平靠近或者远离所述钢轨本体轨腰。整体结构巧妙实用,工作可靠性高,有利于保证打磨效率和打磨效果。
8、可选的,所述连接杆为横截面呈方形的杆件,所述导向孔的横截面呈与所述连接杆的横截面相适配的方形。
9、采用上述技术方案,可以防止连接杆在水平滑移时发生晃动的情况,从而防止砂轮在打磨过程中发生晃动,有利于保证装置的工作可靠性,保证打磨精度。
10、可选的,所述安装板为一呈t字型的平板,所述安装板水平固定在所述连接杆远离底座的一端,所述砂轮转动设置在所述安装板靠近所述钢轨本体的一侧,所述砂轮的旋转轴的轴向方向与所述连接杆的长度方向相一致。
11、可选的,所述连接杆靠近所述钢轨本体的一侧设置有防撞钉,所述防撞钉的一端固定在所述连接杆靠近所述钢轨本体的一侧,所述防撞钉的另一端水平悬空朝向所述钢轨本体。
12、可选的,所述防撞钉采用硬质塑料制成。
13、可选的,所述底座沿所述钢轨本体长度方向相对的两侧均对称设置有所述打磨组件。
14、可选的,所述第一动力件或所述第二动力件设置为柴油机或电机。
15、可选的,所述底座顶部设置有提手。
16、可选的,所述底座为一矩形板,所述滚轮设置四个,四个所述滚轮呈矩形均匀布置在所述底座底部。
17、由上可知,本申请具有的有益技术效果包括:首先通过第二动力件驱动连接杆在底座上水平移动,从而使沿钢轨本体的宽度方向相对的两砂轮之间的间距大于钢轨本体的最大宽度,接着将钢轨轨腰打磨装置放在钢轨本体上的预定位置,此时打磨组件中通过安装板设置的砂轮所在位置对应于钢轨本体轨腰相应侧的待打磨位置,第二动力件继续工作使沿钢轨本体的宽度方向相对的两砂轮往钢轨本体的方向相互靠近,同时使第一动力件工作驱动砂轮转动对钢轨本体轨腰上的材料余量进行打磨,与此同时,整个装置在滚轮的驱动下沿钢轨本体的长度方向向前或向后移动,从而对钢轨本体轨腰不同位置处的材料余量进行打磨。整个打磨过程几乎不需要人工参与,大大降低了工作人员的劳动强度,且打磨效率高,不依赖于工作人员的操作经验,很好地保证了加工精度,避免了打磨过量导致损伤钢轨本体的情况发生。装置整体结构简洁紧凑,工作可靠性高。
18、本申请的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本申请了解。本申请的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
技术特征:
1.钢轨轨腰打磨装置,其特征在于,包括:
2.根据权利要求1所述的钢轨轨腰打磨装置,其特征在于,所述底座上贯穿开设有与所述连接杆相适配的呈长条状的导向孔,所述导向孔的延伸方向与所述钢轨本体的宽度方向相一致,所述导向孔中设置有丝杆,所述丝杆的轴向方向与所述导向孔的延伸方向相一致,所述丝杆的两端分别转动设置在所述导向孔相对的两侧壁,所述连接杆穿设在对应的所述导向孔中,所述丝杆贯穿所述连接杆靠近所述底座的端部,且所述连接杆与所述丝杆螺纹连接,所述第二动力件用于驱动所述丝杆转动从而驱动所述连接杆滑动以带动两所述砂轮同时水平靠近或者远离所述钢轨本体轨腰。
3.根据权利要求2所述的钢轨轨腰打磨装置,其特征在于,所述连接杆为横截面呈方形的杆件,所述导向孔的横截面呈与所述连接杆的横截面相适配的方形。
4.根据权利要求3所述的钢轨轨腰打磨装置,其特征在于,所述安装板为一呈t字型的平板,所述安装板水平固定在所述连接杆远离底座的一端,所述砂轮转动设置在所述安装板靠近所述钢轨本体的一侧,所述砂轮的旋转轴的轴向方向与所述连接杆的长度方向相一致。
5.根据权利要求1所述的钢轨轨腰打磨装置,其特征在于,所述连接杆靠近所述钢轨本体的一侧设置有防撞钉,所述防撞钉的一端固定在所述连接杆靠近所述钢轨本体的一侧,所述防撞钉的另一端水平悬空朝向所述钢轨本体。
6.根据权利要求5所述的钢轨轨腰打磨装置,其特征在于,所述防撞钉采用硬质塑料制成。
7.根据权利要求1所述的钢轨轨腰打磨装置,其特征在于,所述底座沿所述钢轨本体长度方向相对的两侧均对称设置有所述打磨组件。
8.根据权利要求1所述的钢轨轨腰打磨装置,其特征在于,所述第一动力件或所述第二动力件设置为柴油机或电机。
9.根据权利要求1所述的钢轨轨腰打磨装置,其特征在于,所述底座顶部设置有提手。
10.根据权利要求1所述的钢轨轨腰打磨装置,其特征在于,所述底座为一矩形板,所述滚轮设置四个,四个所述滚轮呈矩形均匀布置在所述底座底部。
技术总结
本申请涉及轨道维护设备的技术领域,尤其是涉及一种钢轨轨腰打磨装置,包括:底座;设置于底座底部的多个滚轮;沿钢轨本体的宽度方向对称设置于底座底部的两组打磨组件,每组打磨组件均包括连接杆、安装板以及砂轮,连接杆水平滑移设置于底座,安装板设置于连接杆远离底座的一端,砂轮转动设置于安装板上,安装板上设置有用于驱动砂轮转动对钢轨本体轨腰进行打磨的第一动力件,底座上设置有用于驱动连接杆滑动以带动两砂轮同时水平靠近或者远离钢轨本体轨腰的第二动力件。本申请大大降低了工作人员的劳动强度,且打磨效率高,不依赖于工作人员的操作经验,很好地保证了加工精度,避免了打磨过量导致损伤钢轨本体的情况发生。
技术研发人员:陈新贵,方刚,黄善伦,陈越,何君科,苏一冉,宫先奇,魏静,刘伟
受保护的技术使用者:泽高新智造(广东)科技有限公司
技术研发日:20230509
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!