一种柔性装夹检测回转体马达支架组件工件的装夹装置的制作方法
1.本发明属于航天导航应用领域,涉及一种柔性装夹检测回转体马达支架组件工件的装夹装置。
背景技术:
2.陀螺加速度计作为高精度平台用惯性仪表,其工作稳定性和精度直接影响平台系统的使用精度。机械式仪表精度高、可靠性影响因素多,且装配过程复杂,经分析,浮子组件的质心稳定性和功能性主要由动压陀螺电机在浮子内部安装结构的稳定性决定,因此是浮子组件装配的整个仪表的关键工序,马达安装环节则是浮子组件装配的关键工序。
3.为确保马达安装过程的一致性,需要对马达支架组件中的两个马达安装孔的尺寸精度、形位精度同时进行高精密检测,若尺寸精度、形位精度超过指标要求,则会导致马达轴径向受力,产生额外干扰力矩,影响马达性能和浮子质心的稳定性。
4.马达支架组件工件的传统检测方法是,将马达支架组件工件竖直装夹在三爪夹盘上,三爪夹盘紧固住马达支架组件径向磁悬浮转子安装外圆面,用三坐标测量机测针拾取测量点、测量面、测量圆柱等特征元素建立检测工件坐标系,同时确定马达支架组件工件装夹、检测位置,为确保工件测量精度,测量过程中要求测量机测针与被测测量面垂直。由于三爪夹盘仅能实现工件的回转中心定位,无法进行径向定位,每测量一件马达支架组件工件之前,需要多次手动旋转工件调整马达支架组件角度,以保证测量机测针与工件测量面保持垂直,工件左右测量面保持对称。
5.由于三爪夹盘的定位效果较差,测量前的准备工作耗费较多时间,影响生产效率。另一方面,每个马达支架组件工件均需执行手动装夹及检测坐标系定位,限制了该类工件的检测效率,不适合零组件批量生产检测工作,与现代化生产加工检测存在较大差距。
技术实现要素:
6.本发明解决的技术问题是:克服现有技术的不足,提出一种柔性装夹检测回转体马达支架组件工件的装夹装置,改进了马达支架组件工件的装夹方式,实现乐柔性锁紧定位装夹;同时实现了快速工件装夹,批量检测,实现工件柔性装夹检测的同时提高马达支架组件工件检测效率。
7.本发明解决技术的方案是:
8.一种柔性装夹检测回转体马达支架组件工件的装夹装置,包括检测基板、靠块、三坐标测量机平板和n个限位机构;其中,三坐标测量机平板为水平放置的板状结构;检测基板水平放置在三坐标测量机平板的上表面;靠块固定安装在三坐标测量机平板的上表面;通过靠块与检测基板侧壁接触,实现对检测基板的定位限位;n个限位机构固定安装在检测基板的上表面;n个限位机构的安装位置根据需要设定,每个限位机构实现对1个外部马达支架组件的限位固定。
9.在上述的一种柔性装夹检测回转体马达支架组件工件的装夹装置,所述限位机构
包括检测底座、2个锁紧螺钉、2个螺纹连接轴、锁紧块和2个锁紧螺母;其中,检测底座轴向竖直设置在检测基板的上表面,且通过2个锁紧螺钉实现与检测基板的固连;2个螺纹连接轴轴向竖直对称安装在检测底座的上表面;2个螺纹连接轴的顶部穿过锁紧块;2个锁紧螺母与2个螺纹连接轴的顶部螺纹配合,实现锁紧块的水平固定。
10.在上述的一种柔性装夹检测回转体马达支架组件工件的装夹装置,所述检测底座为阶梯柱状结构;检测底座的底部台阶上表面中心对称设置有2个螺纹通孔;锁紧螺钉向下穿过对应的螺纹通孔伸入检测基板,实现对检测底座的固定。
11.在上述的一种柔性装夹检测回转体马达支架组件工件的装夹装置,所述检测基板上表面设置有矩阵式螺纹孔;螺纹孔与锁紧螺钉螺纹配合;通过调整锁紧螺钉对应的螺纹孔,实现对检测底座在检测基板上表面位置的调整。
12.在上述的一种柔性装夹检测回转体马达支架组件工件的装夹装置,所述检测底座的顶部台阶为突起的中空柱状体结构;通过检测底座的顶部台阶实现与外部马达支架组件的找正对准。
13.在上述的一种柔性装夹检测回转体马达支架组件工件的装夹装置,所述螺纹连接轴为杆状结构;且螺纹连接轴得轴向顶端和低端均设置有螺纹;螺纹连接轴通过轴向底端的螺纹实现与检测底座的底部台阶上表面的螺纹连接;螺纹连接轴通过轴向顶端的螺纹实现与锁紧螺母的螺纹连接。
14.在上述的一种柔性装夹检测回转体马达支架组件工件的装夹装置,所述锁紧块为水平放置的长方体结构;锁紧块上对称设置有2个通孔,通孔的尺寸间距与2个螺纹连接轴相对应。
15.在上述的一种柔性装夹检测回转体马达支架组件工件的装夹装置,所述螺纹连接轴轴向顶端的螺纹为长螺纹,通过调节锁紧螺母在螺纹连接轴轴向顶端的位置,实现对锁紧块水平高度的调节。
16.在上述的一种柔性装夹检测回转体马达支架组件工件的装夹装置,外部马达支架组件的限位固定方法为:
17.将外部马达支架组件与检测底座的顶部台阶对接,实现外部马达支架组件的找正对准;此时外部马达支架组件位于2个螺纹连接轴之间;将锁紧块从上之下套装在2个螺纹连接轴的顶部;2个旋拧锁紧螺母,调整锁紧块的高度,实现锁紧块从顶部向下压紧外部马达支架组件,实现外部马达支架组件的限位固定;固定完成,实现对外部马达支架组件检测。
18.在上述的一种柔性装夹检测回转体马达支架组件工件的装夹装置,n为不小于8的正整数。
19.本发明与现有技术相比的有益效果是:
20.(1)本发明由检测底座、螺纹连接轴、锁紧块、锁紧螺母等结构件组成,主要结构件选用聚四氟乙烯材料为检测装置主体,组件了一种柔性装夹检测回转体马达支架组件工件的装夹装置,改进了马达支架组件工件的装夹方法,实现工件柔性定位装夹;
21.(2)本发明的柔性装夹装置选用的原材料对工件表面不产生夹痕,不影响工件外观质量,同时每个工件装夹力一致,测量数据更加精准;
22.(3)本发明的减少了每件工件的装夹、找正调整时间,可以实现批量工件的一次性
装夹检测;
23.(4)本发明通过定位装置,实现工件快速装夹成组,快速换装,实现各工件在测量时精准定位;节约了人工成本,可实现马达支架组件工件的“一键式”检测。
附图说明
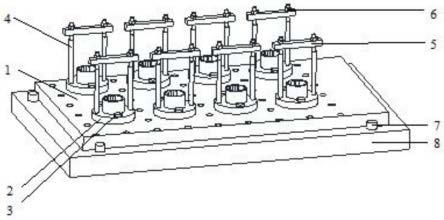
24.图1为本发明装夹装置示意图;
25.图2为本发明检测底座示意图;
26.图3为本发明锁紧螺钉示意图;
27.图4为本发明螺纹连接轴示意图;
28.图5为外部马达支架组件示意图。
具体实施方式
29.下面结合实施例对本发明作进一步阐述。
30.本发明提供一种柔性装夹检测回转体马达支架组件工件的装夹装置,改进了马达支架组件工件的装夹方式,实现乐柔性锁紧定位装夹;同时实现了快速工件装夹,批量检测,实现工件柔性装夹检测的同时提高马达支架组件工件检测效率。
31.柔性装夹检测回转体马达支架组件工件的装夹装置,如图1所示,具体包括检测基板1、靠块7、三坐标测量机平板8和n个限位机构;其中,三坐标测量机平板8为水平放置的板状结构;检测基板1水平放置在三坐标测量机平板8的上表面;靠块7固定安装在三坐标测量机平板8的上表面;通过靠块7与检测基板1侧壁接触,实现对检测基板1的定位限位;n个限位机构固定安装在检测基板1的上表面;n个限位机构的安装位置根据需要设定,每个限位机构实现对1个外部马达支架组件的限位固定。n为不小于8的正整数。外部马达支架组件如图5所示。
32.限位机构包括检测底座2、2个锁紧螺钉3、2个螺纹连接轴4、锁紧块5和2个锁紧螺母6;其中,检测底座2轴向竖直设置在检测基板1的上表面,且通过2个锁紧螺钉3实现与检测基板1的固连;2个螺纹连接轴4轴向竖直对称安装在检测底座2的上表面;2个螺纹连接轴4的顶部穿过锁紧块5;2个锁紧螺母6与2个螺纹连接轴4的顶部螺纹配合,实现锁紧块5的水平固定。
33.如图2所示,检测底座2为阶梯柱状结构;检测底座2的底部台阶上表面中心对称设置有2个螺纹通孔;锁紧螺钉3向下穿过对应的螺纹通孔伸入检测基板1,实现对检测底座2的固定。锁紧螺钉3示意图如图3所示。
34.检测基板1上表面设置有矩阵式螺纹孔;螺纹孔与锁紧螺钉3螺纹配合;通过调整锁紧螺钉3对应的螺纹孔,实现对检测底座2在检测基板1上表面位置的调整。
35.检测底座2的顶部台阶为突起的中空柱状体结构;通过检测底座2的顶部台阶实现与外部马达支架组件的找正对准。
36.如图4所示,螺纹连接轴4为杆状结构;且螺纹连接轴4得轴向顶端和低端均设置有螺纹;螺纹连接轴4通过轴向底端的螺纹实现与检测底座2的底部台阶上表面的螺纹连接;螺纹连接轴4通过轴向顶端的螺纹实现与锁紧螺母6的螺纹连接。
37.锁紧块5为水平放置的长方体结构;锁紧块5上对称设置有2个通孔,通孔的尺寸间
距与2个螺纹连接轴4相对应。螺纹连接轴4轴向顶端的螺纹为长螺纹,通过调节锁紧螺母6在螺纹连接轴4轴向顶端的位置,实现对锁紧块5水平高度的调节。
38.外部马达支架组件的限位固定方法为:
39.将外部马达支架组件与检测底座2的顶部台阶对接,实现外部马达支架组件的找正对准;此时外部马达支架组件位于2个螺纹连接轴4之间;将锁紧块5从上之下套装在2个螺纹连接轴4的顶部;2个旋拧锁紧螺母6,调整锁紧块5的高度,实现锁紧块5从顶部向下压紧外部马达支架组件,实现外部马达支架组件的限位固定。
40.在完成上述步骤后,以检测基板1为定位基准,三坐标测针拾取测量点并建立坐标系,编制检测程序,即可检测基板1上安装的所有马达支架组件工件,且检测完成后,直接更换马达支架组件工件,无需重新建立坐标系,大大缩短了检测时间。
41.检测基板1上表面设置螺纹定位孔,检测底座2按纵向安装通孔距离位置与在检测基板1对应的螺纹定位孔配合安装,检测底座2与检测基板1通过锁紧螺钉3螺纹连接定位,实现检测基板1在三坐标测量机平板8上的位置装夹固定;螺纹连接轴4与检测底座2横向的螺纹定位孔螺纹连接固定;按顺序把被测马达支架组件工件放入检测底座2上端安装圆柱孔内通过与两处安装定位斜面、一处安装定位曲面紧密贴合后放入锁紧块,旋转锁紧螺母6,使其对三坐标测量机检测基板1上的马达支架组件工件固定,实现对被测马达支架组件工件尺寸、形位参数的精确检测。
42.靠块7为底部带有外螺纹的圆柱形共三个,其中两个靠块7连接成一条直线,另一个靠块7与这条直线形成垂直关系,分别与三坐标测量机平板8上的安装孔螺纹连接,确保检测基板1长度边与两个靠块连接成的一条直线靠紧定位,检测基板1宽度边与另一个靠块边形成垂直边靠紧定位,使检测基板1实现在三坐标测量机平板8上的位置定位。
43.检测基板1上下两端面处加工出平行度不大于0.002mm的两个平行面,检测基板1的上下两端面的平行度要求为0.004mm。
44.检测底座2为回转体长圆柱形结构,结构分为两层,上层沿轴向设有圆柱形安装定位圆柱孔,安装圆柱孔内部根据工件定位要求设有两处安装定位斜面、一处安装定位曲面,表面粗糙度ra0.2-0.4mm。下层为回转体圆盘面,圆盘面横向设有两处m3内螺纹通孔,圆盘面纵向设有与检测基板纵向安装螺纹孔孔距一致的两处φ9通孔。
45.锁紧螺钉3为长圆柱螺钉,结构分为两层,上层沿轴向设置内六方安装孔槽,下层沿轴向设置与检测基板1螺纹一致的m8外螺纹。
46.螺纹连接轴4为长圆柱形,长圆柱直径φ4,长圆柱两端分别设有m3外螺纹,一端设置的外螺纹与检测底座圆盘螺纹连接,另一端设置的外螺纹与锁紧螺母螺纹6连接。
47.螺纹连接轴4圆柱度为0.005-0.01mm,表面粗糙度ra0.4-0.6mm。
48.锁紧块5为长方形,长方体结构,锁紧块5设置与检测底座2下层回转体圆盘横向两处螺纹通孔的直线距离一致的通孔,便于锁紧块5与螺纹连接轴4间隙配合使用,锁紧块5与螺纹连接轴4配合间隙为0.05-0.1mm。
49.锁紧螺母6为圆柱形螺母,圆柱形锁紧螺母6内设置为m3内螺纹,锁紧螺母数量与螺纹连接轴数量一致,锁紧螺母6与螺纹连接轴4螺纹连接,使马达支架组件工件安装在检测底座上位置定位。
50.被测马达支架组件工件,为回转体圆柱形结构,其中加工检测基准一端外形结构
为设置两处加工安装斜面,一处加工安装曲面的近似回转体多边形。
51.柔性装夹是使用外形结构与被测马达支架组件加工检测基准外形一致的检测装夹装置,配合间隙设置为0.002-0.006mm,通过锁紧螺母给予锁紧块与螺纹连接轴装夹力,确保马达支架组件工件固定装夹,从而达到固定马达支架组件工件的目的。
52.具体检测方法如下:
53.1.使用三坐标测量机对检测基板进行定位,即利用检测基板轴线和检测基板平面为基准建立坐标系;
54.2.设置检测装置工装参数,使均匀分布的马达支架组件工件以固定角度和移动速度移动至检测位置;
55.3.编写检测程序,使测针按固定的路径(即按编写好的检测程序,执行编程语句)检测马达支架组件工件的尺寸精度、形位精度等技术要求,并设置检测工件数量。当工件检测结束时,测针自动离开,实现柔性固定高效装夹,“一键测量”,依次检测直至工件全部检测完成。“一键测量”即为三坐标测量机自带指令键位(ctrl+f9),检测过程不需要多次执行坐标系过程。
56.本发明虽然已以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修改,因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1