一种环锭细纱断头检测、控制方法与装置
1.本发明涉及一种环锭细纱机断头控制技术,尤其涉及一种环锭细纱断头检测、控制方法与装置。
背景技术:
2.细纱机断头是不可避免的,当断头发生后,操作工需要将纱管从锭子上取下,找出断头纱头,将断纱重新依次穿入钢丝圈、导纱钩、再将纱头与前罗拉输出的纤维须条捻接,在数十年前,人们提出了用机器替代人工完成接头,用机器完成现在这样细纱接头的步骤,其机构是非常复杂,所以这项技术一直都没实现产业化运用,如果能优化接头的步骤,将方便于人工的操作或简化自动接头机器的机构,将有利于提高生产效率,有利于新技术的推广运用。
技术实现要素:
3.为解决上述问题,本发明的一个目的在于提供一种环锭细纱断头检测、控制方法,通过主动控制断头纱头,实现简化后续人工或机器的操作步骤。
4.本发明的另一个目的在于提供一种环锭细纱断头检测、控制装置,以实现上述提出的一种环锭细纱断头检测、控制方法。
5.本发明一种环锭细纱断头检测、控制方法,在环锭细纱机的前罗拉输出侧设置一个捻度、张力可独立控制的预控区间,即预控区间对捻度、张力的控制独立于环锭加捻、卷绕区间对捻度、张力的控制,对预控区间内的纤维束施加预加捻和预拉力,纤维束获得的预加捻捻度是假捻形成的捻回,所述的预拉力与后续环锭加捻过程中气圈产生的纺纱张力相互之间是被阻隔传递的,预拉力的大小足于使前罗拉输出的纤维束中存在的不能经受后续环锭加捻纺纱张力的强力脆弱环节在预控区间内发生断裂,检测预控区间纤维束或纱线的断头信号,在断纱的尾端没通过导纱钩的导纱眼之前,将其夹持控制,并对断头的锭子进行制动,使断头锭位的断头纱线不脱离导纱眼、钢丝圈的控制,等待操作工或自动接头机器的接头。
6.一种环锭细纱断头检测、控制装置,所述的装置包含牵引罗拉、假捻装置、断头检测控制系统、若干单锭断头测头、若干单锭纱线夹持器、若干单锭制动器,牵引罗拉设置于前罗拉与导纱钩之间,所述的牵引罗拉其钳口将前罗拉至纱管的成纱路径分为二个区域,所述的假捻装置设置于前罗拉与牵引罗拉之间,假捻装置直接摩擦纤维束,对前罗拉与牵引罗拉之间的纤维束施于假捻,所述的单锭纱线夹持器设置于每一锭的导纱钩与牵引罗拉之间,所述的单锭制动器与每一个锭子一一对应,牵引罗拉的表面线速超越前罗拉的表面线速,使牵引罗拉与前罗拉之间被施加假捻的纤维束承受牵引罗拉钳口的牵引而产生张力,其张力可调、并足于使不能承受牵引罗拉钳口至纱管之间纺纱张力要求的强力薄弱环节在通过前罗拉与牵引罗拉之间的区域时产生断裂,所述的断头检测控制系统集成了对单锭断头测头、单锭纱线夹持器、单锭制动器的信号接受与控制,每个锭位的前罗拉与牵引罗
拉之间设有单锭断头测头,任意一个纺锭在前罗拉与牵引罗拉之间产生断头时,相应的单锭断头测头向断头检测控制系统发出断头信号,断头检测控制系统向该锭位的单锭纱线夹持器与单锭制动器发出控制信号,单锭纱线夹持器在断头纱通过导纱钩的导纱眼之前夹持住断头的纱头,保持纱线不脱离导纱眼、钢丝圈,单锭制动器制动断头锭子的转动,等待人工或自动接头机器的接头。
7.进一步的,牵引罗拉相对于前罗拉的速比是可调节的。
8.进一步的,牵引上罗拉对牵引下罗拉的压力是可调节的。
9.本发明实现的有益效果:
10.现有的细纱机纺纱时,断头后断纱都被卷入纱管上,人工或机器接头都需从纱管上找出断头,再将纱线穿入钢丝圈、导纱钩后与前罗拉输出的纤维须条捻接,这样的操作尤其当采用机器自动接头时,会增加机构的复杂性制造使用成本,本发明提出了一种环锭细纱断头检测、控制方法与装置,即在断头发生后,在断纱纱线头端还没通过导纱钩导纱眼时将断纱头端控制住,使断纱不脱离钢丝圈和导纱眼的控制,这将大大方便了后续人工或机器的接头操作,尤其在机器自动接头方式中,可以大大简化自动接头机器的机构,降低成本,使机器替人解决细纱机接头操作技术得以推广运用。
附图说明
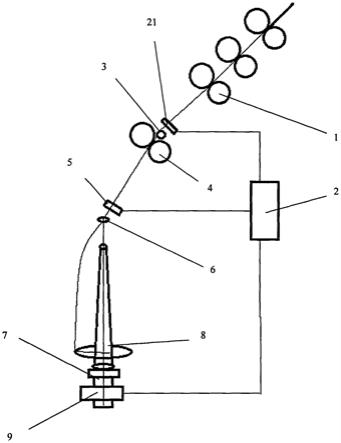
11.图1是本发明一种环锭细纱断头检测、控制装置的示意图。
具体实施方式
12.以下用一种环锭细纱断头检测、控制装置的示意图,详细描述本发明的方法。本发明实施例仅供说明本发明方法的技术实现路径之一,该方法的其规模不受实施例的限制。
13.实施例
14.如图1所示,一种环锭细纱断头检测、控制装置,所述的装置包含牵引罗拉4、假捻装置3、断头检测控制系统2、若干单锭断头测头21、若干单锭纱线夹持器5、若干单锭制动器9,所述的牵引罗拉4设置在细纱机前罗拉1输出侧至导纱钩6之间,牵引罗拉4将前罗拉1至纱管8的成纱路径分割为二个区域,受牵引罗拉4钳口的阻隔,这二个区域中的纤维束被施加的捻度与承受的张力是相互独立的,假捻装置3和单锭断头测头21处于前罗拉1与牵引罗拉4之间,假捻装置3直接摩擦纤维束,对前罗拉1与牵引罗拉4之间的纤维束施于假捻,纤维束因假捻成纱线状而具备一定的抗拉强度,单锭纱线夹持器5被置于导纱钩6与牵引罗拉4之间,每一个锭子7处设置有单锭制动器9,牵引罗拉4的线速被设置为超越前罗拉1的线速,前罗拉1与牵引罗拉4之间的纤维束因假捻成纱状而不存在牵伸,牵引罗拉钳口对纤维束产生的牵引力小于被施加了假捻纤维束的正常强力,因而纤维束在牵引罗拉钳口中是滑移的,滑移牵引使牵引罗拉4与前罗拉1之间的纤维束产生张力,牵引力是可调节的,改变牵引罗拉4与前罗拉1之间的速比、改变牵引上罗拉对牵引下罗拉的压力、改变牵引上罗拉胶辊的硬度均可改变牵引罗拉钳口对纤维束的牵引力,从而可调控牵引罗拉4与前罗拉1区间纤维束的受力大小,使施加于纤维束上的力足于使其存在的不能经受后续纱管8至导纱钩6之间环锭加捻、圈绕的强力薄弱环节在通过前罗拉与牵引罗拉之间时产生断裂,也就是说强力能通过前罗拉1与牵引罗拉4区段的纤维束,不会因牵引罗拉4至纱管8之间的纺纱张力产
生断头,这样,断头检测控制系统2可通过每一锭位上的单锭断头测头21,提前在前罗拉1与牵引罗拉4之间捕捉纤维束的断头信号,所述的单锭断头测头21采用对纱线的张力感应、或光电感应、或电感感应方式探测断头信号,单锭纱线夹持器5与单锭制动器9受断头检测控制系统2控制,单锭纱线夹持器5在断头纱通过导纱钩6的导纱眼之前夹持住断头的纱线,使断头后纱线不脱离导纱钩6的导纱眼、钢丝圈,单锭制动器9制动断头锭子的转动,等待人工或自动接头机器的接头。
技术特征:
1.一种环锭细纱断头检测、控制方法,其特征是在环锭细纱机的前罗拉输出侧设置一个捻度、张力可独立控制的预控区间,即预控区间对捻度、张力的控制独立于环锭加捻、卷绕区间对捻度、张力的控制,对预控区间内的纤维束施加预加捻和预拉力,预拉力的大小足于使前罗拉输出的纤维束中存在的不能经受后续环锭加捻纺纱张力的强力脆弱环节在预控区间内发生断裂,检测预控区间纤维束或纱线的断头信号,在断纱的尾端没通过导纱钩的导纱眼之前,将其夹持控制,并对断头的锭子进行制动,使断头锭位的断头纱线不脱离导纱眼、钢丝圈的控制,等待操作工或自动接头机器的接头。2.如权利要求1所述的一种环锭细纱断头检测、控制方法,其特征是所述的预控区间内,纤维束获得的预加捻捻度是假捻形成的捻回。3.如权利要求1所述的一种环锭细纱断头检测、控制方法,其特征是所述的预控区间内的预拉力与后续环锭加捻过程中气圈产生的纺纱张力相互之间是被阻隔传递的。4.一种环锭细纱断头检测、控制装置,其特征是所述的装置包含牵引罗拉、假捻装置、断头检测控制系统、若干单锭断头测头、若干单锭纱线夹持器、若干单锭制动器,牵引罗拉设置于前罗拉与导纱钩之间,所述的牵引罗拉其钳口将前罗拉至纱管的成纱路径分为二个区域,所述的假捻装置设置于前罗拉与牵引罗拉之间,假捻装置直接摩擦纤维束,对前罗拉与牵引罗拉之间的纤维束施于假捻,所述的单锭纱线夹持器设置于每一锭的导纱钩与牵引罗拉之间,所述的单锭制动器与每一个锭子一一对应,牵引罗拉的表面线速超越前罗拉的表面线速,使牵引罗拉与前罗拉之间被施加假捻的纤维束承受牵引罗拉钳口的牵引而产生张力,其张力可调、并足于使不能承受牵引罗拉钳口至纱管之间纺纱张力要求的强力薄弱环节在通过前罗拉与牵引罗拉之间的区域时产生断裂,所述的断头检测控制系统集成了对单锭断头测头、单锭纱线夹持器、单锭制动器的信号接受与控制,每个锭位的前罗拉与牵引罗拉之间设有单锭断头测头,任意一个纺锭在前罗拉与牵引罗拉之间产生断头时,相应的单锭断头测头向断头检测控制系统发出断头信号,断头检测控制系统向该锭位的单锭纱线夹持器与单锭制动器发出控制信号,单锭纱线夹持器在断头纱通过导纱钩的导纱眼之前夹持住断头的纱头,保持纱线不脱离导纱眼、钢丝圈,单锭制动器制动断头锭子的转动,等待人工或自动接头机器的接头。5.如权利要求4所述的环锭细纱断头检测、控制装置,其特征是牵引罗拉相对于前罗拉的速比是可调节的。6.如权利要求4所述的环锭细纱断头检测、控制装置,其特征是牵引上罗拉对牵引下罗拉的压力是可调节的。
技术总结
一种环锭细纱断头检测、控制方法,在环锭细纱机的前罗拉输出侧设置一个捻度、张力可独立控制的预控区间,即预控区间对捻度、张力的控制独立于环锭加捻、卷绕区间对捻度、张力的控制,对预控区间内的纤维束施加一个预加捻和预拉力,预拉力的大小足于使前罗拉输出的纤维束中存在的不能经受后续环锭加捻纺纱张力的强力脆弱环节在预控区间内发生断裂,检测预控区间纤维束或纱线的断头信号,在断纱的尾端没通过导纱钩的导纱眼之前,将其夹持控制,并对断头的锭子进行制动,使断头锭位的断头纱线不脱离导纱眼、钢丝圈的控制,等待操作工或自动接头机器的接头。接头机器的接头。接头机器的接头。
技术研发人员:陈伟雄 易洪雷 史晶晶
受保护的技术使用者:嘉兴学院
技术研发日:2021.12.07
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1